PROCEDIMIENTO Y MÁQUINA PARA LA FORMACIÓN Y EL LLENADO DE BOLSAS.
Procedimiento y máquina para la formación y el llenado de bolsas.
Procedimiento para la formación y el llenado de bolsas, aplicable a bolsas de malla tubular cerradas por sus dos extremos y dotadas de un asa constituida por una tira de plástico que une dichos extremos, que comprende las operaciones de estrangular un tramo de malla de una porción de malla previamente estirada de un almacenamiento y unirlo a un tramo de la tira de una porción de tira previamente estirada de su almacenamiento, determinando al menos una zona de sujeción entre ambos tramos de la malla y de la primera tira, para confeccionar un primer extremo cerrado de la bolsa a formar, todavía vacía, y un segundo extremo de la bolsa inmediatamente anterior todavía en formación, ya llena; y de cortar transversalmente ambos tramos unidos de la malla y de la primera tira de forma que el primer extremo cerrado queda asido de la primara tira durante todo el proceso que sigue de llenado y formación da dicha bolsa, que incluye operaciones de estirar nuevas porciones de malla y de tira de los correspondientes almacenamientos y de llenado de la bolsa antes de proceder al cierre de su segundo extremo.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200803593.
Solicitante: GIRNET INTERNATIONAL, S.L.
Nacionalidad solicitante: España.
Inventor/es: GIRO AMIGO,EZEQUIEL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B25/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 25/00 Embalaje de otros objetos que presentan problemas particulares (atadura en paquetes B65B 27/00). › Embalaje de frutas o legumbres.
- B65B51/04 B65B […] › B65B 51/00 Dispositivos o procesos para soldar o fijar los pliegues o cierres de los paquetes, p. ej. sacos con el cuello cerrado por torsión. › Aplicación de elementos separados de sellado o de amarre, p. ej. pinzas (colocación de cubiertas o capuchones separados B65B 7/28).
- B65B51/14 B65B 51/00 […] › por elementos oscilantes o de movimiento alternativo.
- B65B51/22 B65B 51/00 […] › por fricción, por ultrasonidos o por alta frecuencia.
- B65B9/15 B65B […] › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › estando las bandas tubulares preformadas almacenadas sobre las bocas de llenado.
- B65D30/06 B65 […] › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 30/00 Sacos, bolsas o recipientes similares. › en forma de red.
Fragmento de la descripción:
Procedimiento y máquina para la formación y el llenado de bolsas.
Sector técnico de la invención
La invención se refiere a un procedimiento para la formación y el llenado de bolsas, particularmente aplicable a bolsas de malla tubular cerradas por sus dos extremos y dotadas de un asa y/o una tira de unión entre dichos extremos.
La invención también se refiere a una máquina para la puesta en práctica del procedimiento de la invención.
Antecedentes de la invención
Son conocidas ya múltiples realizaciones de bolsas para envasar y comercializar productos alimenticios. Particularmente, son conocidas bolsas transpirables destinadas al envasado y comercialización de productos hortofrutícolas tales como cítricos, tubérculos o similares. Estas bolsas, a diferencia de las bolsas de material plástico convencionales, permiten la transpiración del producto a la vez que alargan su tiempo de conservación y posibilitan al comprador la inspección visual, táctil y olfativa de su contenido.
El objeto de la presente invención es dar a conocer un procedimiento y una máquina para la formación y el llenado de forma automática de un tipo particular de bolsas, en concreto de bolsas formadas a partir de una porción longitudinal de malla tubular cuyos extremos cerrados por estrangulamiento están unidos mediante al menos un elemento oblongo y flexible, tal como una tira de plástico, que hace la función de asa. Una bolsa de este tipo está descrita en el documento de patente EP 1988027.
Explicación de la invención
El procedimiento según la invención en esencia se caracteriza porque, a partir de sendos almacenamientos de malla tubular y de al menos una primera tira continua para la formación del asa, comprende las operaciones de estrangular un tramo de malla de una porción de malla previamente estirada del almacenamiento de la malla tubular y unirlo inseparablemente a un tramo de la primera tira de una porción de tira previamente estirada del almacenamiento de tira, determinando al menos una zona de sujeción entre ambos tramos de la malla y de la primera tira, para confeccionar un primer extremo cerrado de la bolsa a formar, todavía vacía, y un segundo extremo de la bolsa inmediatamente anterior todavía en formación, ya llena; estirar del almacenamiento de malla tubular una nueva porción vacía de malla tubular; cortar transversalmente ambos tramos unidos de la malla y de la primera tira de forma que a ambos lados del corte practicado quede una zona de sujeción, o un tramo longitudinal de la misma, suficiente para garantizar que no se produzca la apertura accidental de las bolsas, separándose la bolsa llena ya formada de la siguiente bolsa ahora en formación, cuyo primer extremo cerrado queda asido de la primera tira durante todo el proceso que sigue de llenado y formación de dicha bolsa; estirar del almacenamiento de tira una nueva porción de la primera tira; llenar la nueva porción vacía de malla contigua al primer extremo cerrado de la bolsa en formación con los productos a envasar, por el extremo sin estrangular de la bolsa en formación; estrangular un nuevo tramo de malla tubular estirada del almacenamiento de malla y unirlo inseparablemente a un nuevo tramo de la primera tira estirada del almacenamiento de tira, determinando al menos una nueva zona de sujeción entre ambos tramos de la malla y de la tira, para confeccionar un primer extremo cerrado de la bolsa siguiente a formar, todavía vacía, y un segundo extremo cerrado de la bolsa todavía en formación, ya llena; estirar del almacenamiento de malla tubular otra porción vacía de malla tubular, correspondiente a la longitud de la bolsa siguiente a formar; y cortar transversalmente los nuevos tramos unidos de la malla y de la primera tira de forma que a ambos lados del corte practicado quede una zona de sujeción, o un tramo longitudinal de la misma, suficiente para garantizar que no se produzca la apertura accidental de las bolsas, separándose la bolsa llena ya formada de la siguiente bolsa ahora en formación, cuyo primer extremo cerrado queda suspendido de la primera tira durante todo el proceso que sigue de llenado y formación de dicha bolsa.
Según otra característica de la invención, se dispone de un tercer almacenamiento de una segunda tira continua se procede según las operaciones de la reivindicación 2.
De acuerdo con una variante particularmente interesante, la longitud de la porción de la primera tira estirada en la operación de estirar una nueva porción de tira de su correspondiente almacenamiento, es diferente que la longitud de la porción de la segunda tira también estirada de su correspondiente almacenamiento.
Preferentemente, la longitud de la porción de la primera tira estirada es menor que la de la segunda tira, quedando dicha primera tira dispuesta entre la malla estrangulada y la segunda tira.
En cuanto a las operaciones de estirar porciones de malla del almacenamiento de malla, se contemplan las variantes descritas en las reivindicaciones 5 y 6.
Según otra característica de la invención, las uniones llevadas a cabo entre los tramos de malla y de tira o tiras se realizan por soldadura mediante fusión de los materiales que constituyen la malla y la tira o tiras.
En una variante de la invención, en cada operación de unión se realizan dos soldaduras separadas entre sí, determinándose dos zonas de sujeción entre la malla y la tira o tiras.
De acuerdo con esta variante de la invención, la malla y las tiras unidas se cortan por un punto comprendido entre las dos soldaduras.
La máquina para la puesta en práctica del procedimiento según la invención comprende un extractor de malla para estirar porciones longitudinales de malla de un almacenamiento de malla tubular; al menos un dispensador de tira para estirar porciones longitudinales de una tira de un almacenamiento de tira, dispuesto de tal modo que un tramo de la porción de tira estirada queda colgando y enfrentado a un tramo de la malla estirada; un dispositivo de estrangulamiento transversal y compresión conjunta de sendos tramos longitudinales de malla y de tira; un dispositivo de unión para unir inseparablemente los tramos comprimidos de malla y de tira; un dispositivo de corte para cortar transversalmente la unión de ambos tramos longitudinales de malla y tira, separando el primer extremo cerrado de una bolsa en formación, que queda asido y suspendido del extremo de la tira cortada, del segundo extremo cerrado de una bolsa formada; y unos medios de llenado para llenar a elección la bolsas en formación cuyo primer extremo ha sido cerrado y está suspendido del extremo de la tira, estando el extractor de malla y el dispensador de tira adaptados para actuar de forma sincronizada con los dispositivos de estrangulamiento, unión y corte, de modo que entre cada dos operaciones consecutivas de estrangulamiento, unión y corte se estiran sendos tramos de malla y tira y se llena una bolsa en formación.
Según otra característica de la máquina, el dispositivo extractor de malla comprende una barra de estiramiento, transversalmente dispuesta respecto de la malla, desplazable según un movimiento de vaivén sobre un plano horizontal.
En una variante de la invención, el dispositivo de estrangulamiento transversal y compresión conjunta del tramo longitudinal de malla estirada y del tramo longitudinal de tira comprende un juego de placas estranguladoras, que determinan un entrante en ángulo sensiblemente recto, y un elemento compresor central, ambos accionables progresiva y consecutivamente en dirección a unos correspondientes topes de fin de actuación para reunir y arrastrar en su movimiento a la malla hasta alcanzar la tira, en una primera etapa de actuación en la que interviene el juego de placas, y para aplicar a presión los citados tramos longitudinales de malla y de tira contra un correspondiente tope de fin de carrera, en una segunda etapa de actuación en la que interviene el elemento compresor central.
De acuerdo con otra característica de la máquina según esta variante de la invención, el juego de placas y el compresor central están montados sobre un carro, movible respecto del armazón de la máquina según un movimiento horizontal de vaivén, longitudinalmente desplazables en la dirección de movimiento del carro, sometidos a la acción de respectivos medios elásticos que los obligan a adoptar sendas posiciones iniciales y predeterminadas de actuación, de modo que al avanzar el carro en dirección a los topes de fin de actuación el juego de placas y el compresor...
Reivindicaciones:
1. Procedimiento para la formación y el llenado de bolsas (2), particularmente aplicable a bolsas de malla tubular cerradas por sus dos extremos (A, B) y dotadas de un asa constituida por al menos un elemento oblongo y flexible, tal como una tira de plástico, de unión entre dichos extremos, caracterizado porque, a partir de sendos almacenamientos de malla tubular y de al menos una primera tira (3) continua para la formación del asa, comprende las operaciones de
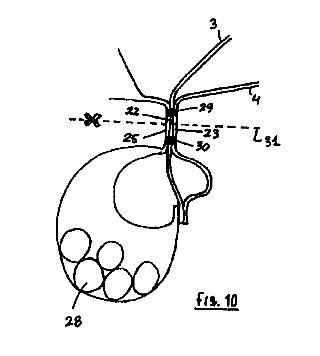
a) estrangular un tramo de malla (25) de una porción de malla (5) previamente estirada del almacenamiento (8) de la malla tubular y unirlo inseparablemente a un tramo (22) de la primera tira (3) de una porción de tira previamente estirada del almacenamiento (33) de tira, determinando al menos una zona de sujeción (29, 30) entre ambos tramos de la malla y de la primera tira, para confeccionar un primer extremo cerrado (A) de la bolsa a formar, todavía vacía, y un segundo extremo de la bolsa inmediatamente anterior todavía en formación, ya llena;
b) estirar del almacenamiento (8) de malla tubular una nueva porción vacía de malla tubular;
c) cortar transversalmente ambos tramos (25; 22) unidos de la malla y de la primera tira de forma que a ambos lados del corte practicado quede una zona de sujeción, o un tramo longitudinal de la misma, suficiente para garantizar que no se produzca la apertura accidental de las bolsas, separándose la bolsa llena ya formada de la siguiente bolsa (2) ahora en formación, cuyo primer extremo cerrado (A) queda asido de la primera tira (3) durante todo el proceso que sigue de llenado y formación de dicha bolsa;
d) estirar del almacenamiento (33) de tira una nueva porción de la primera tira (3);
e) llenar la nueva porción vacía de malla (5) contigua al primer extremo cerrado (A) de la bolsa (2) en formación con los productos (28) a envasar, por el extremo sin estrangular de la bolsa en formación;
f) estrangular un nuevo tramo de malla (25') tubular estirada del almacenamiento (8) de malla y unirlo inseparablemente a un nuevo tramo (22') de la primera tira (3) estirada del almacenamiento (33) de tira, determinando al menos una nueva zona de sujeción entre ambos tramos de la malla y de la tira, para confeccionar un primer extremo cerrado (C) de la bolsa siguiente a formar, todavía vacía, y un segundo extremo cerrado (B) de la bolsa (2) todavía en formación, ya llena;
g) estirar del almacenamiento (8) de malla tubular otra porción vacía de malla tubular, correspondiente a la longitud de la bolsa siguiente a formar;
h) cortar transversalmente los nuevos tramos (25'; 22') unidos de la malla y de la primera tira de forma que a ambos lados del corte practicado quede una zona de sujeción, o un tramo longitudinal de la misma, suficiente para garantizar que no se produzca la apertura accidental de las bolsas, separándose la bolsa (2) llena ya formada de la siguiente bolsa ahora en formación, cuyo primer extremo cerrado (C) queda suspendido de la primera tira durante todo el proceso que sigue de llenado y formación de dicha bolsa; y
i) repetir en proceso continuo las operaciones d) a h) para la sucesiva y continuada formación y llenado de sucesivas bolsas.
2. Procedimiento según la reivindicación 1, caracterizado porque se dispone un tercer almacenamiento (44) de una segunda tira (4) continua de modo que en la operación a) un tramo (23) de la segunda tira (4) es superpuesto al tramo (22) de la primera tira (3) y ambos son unidos al tramo de la malla (25) tubular estrangulado, determinando al menos una zona de sujeción entre los tramos de la malla, de la primera y de la segunda tiras; en la operación c) el citado tramo (23) de la segunda tira (4) es cortado conjuntamente con la malla (5) y la primera tira (3), separándose la bolsa llena ya formada de la siguiente bolsa (2) ahora en formación; en la operación d) se estira del correspondiente almacenamiento (44) también una porción de la segunda tira (4); en la operación f) un nuevo tramo (23') de la segunda tira (4) es superpuesto al nuevo tramo (22') de la primera tira (3) y ambos son unidos al nuevo tramo de malla (25') tubular estrangulado, determinando al menos una nueva zona de sujeción entre los tramos de la malla, de la primera y de la segunda tiras; y en la operación h) el citado nuevo tramo (23') de la segunda tira (4) es cortado conjuntamente con la malla (5) y la primera tira (3), separándose la bolsa (2) llena ya formada de la siguiente bolsa ahora en formación.
3. Procedimiento según la reivindicación 2, caracterizado porque la longitud de la porción de la primera tira (3) estirada en la operación d) es diferente que la de la porción de la segunda tira (4) estirada.
4. Procedimiento según la reivindicación 3, caracterizado porque la longitud de la porción de la primera tira (3) estirada en la operación e) es menor que la de la segunda tira (4), y porque dicha primera tira queda dispuesta entre la malla (5) estrangulada y la segunda tira.
5. Procedimiento según una cualquiera de las reivindicaciones 1 a 4, caracterizado porque en la operación b) se estira del almacenamiento (8) de malla tubular una porción vacía de malla tubular correspondiente a la longitud de una bolsa.
6. Procedimiento según una cualquiera de las reivindicaciones 1 a 4, caracterizado porque en la operación b) se estira del almacenamiento (8) de malla tubular una porción vacía de malla tubular de longitud menor a la longitud de la bolsa en formación, y porque en la operación e) los productos (28) a envasar caen por gravedad en el interior de la bolsa en formación y provocan, al contactar con la nueva porción de malla (5), que una nueva porción de malla vacía, complementaria de la porción ya estirada, sea estirada del almacenamiento de malla tubular.
7. Procedimiento según una cualquiera de las reivindicaciones anteriores, caracterizado porque las uniones llevadas a cabo en las operaciones a) y f) se realizan por soldadura mediante fusión de los materiales que constituyen la malla (5) y la tira o tiras (3, 4).
8. Procedimiento según la reivindicación 7, caracterizado porque en cada operación de unión se realizan dos soldaduras separadas entre sí, determinándose dos zonas de sujeción (29, 30) entre la malla (5) y la tira o tiras (3, 4).
9. Procedimiento según la reivindicación 8, caracterizado porque en las operaciones c) y h) la malla (5) y las tiras (3, 4) se cortan por un punto comprendido entre las dos soldaduras.
10. Máquina (1) vertical de formación de bolsas (2) tubulares cuyos extremos cerrados (A, B) por estrangulamiento están unidos mediante al menos una tira (3, 4), comprendiendo la máquina un extractor (6) de malla para estirar porciones longitudinales de malla de un almacenamiento (8) de malla tubular; al menos un dispensador (33a, 44a) de tira para estirar porciones longitudinales de una tira (3, 4) de un almacenamiento de tira (33, 44), dispuesto de tal modo que un tramo de la porción de tira estirada queda colgando y enfrentado a un tramo de la malla estirada; un dispositivo de estrangulamiento transversal y compresión (9) conjunta de sendos tramos longitudinales de malla y de tira; un dispositivo de unión (10) para unir inseparablemente los tramos comprimidos de malla y de tira; un dispositivo de corte (11) para cortar transversalmente la unión de ambos tramos longitudinales de malla y tira, separando el primer extremo cerrado de una bolsa en formación, que queda asido y suspendido del extremo de la tira cortada, del segundo extremo cerrado de una bolsa formada; y unos medios de llenado (12) para llenar a elección la bolsas en formación cuyo primer extremo ha sido cerrado y está suspendido del extremo de la tira, estando el extractor de malla y el dispensador de tira adaptados para actuar de forma sincronizada con los dispositivos de estrangulamiento, unión y corte, de modo que entre cada dos operaciones consecutivas de estrangulamiento, unión y corte, se estiran sendos tramos de malla y tira y se llena una bolsa en formación.
11. Máquina (1) según la reivindicación 10, caracterizada porque el dispositivo extractor (6) de malla (5) comprende una barra de estiramiento (6a), transversalmente dispuesta respecto de la malla, desplazable según un movimiento de vaivén sobre un plano horizontal.
12. Máquina (1) según la reivindicación 11, caracterizada porque el dispositivo de estrangulamiento transversal y compresión (9) conjunta del tramo longitudinal de malla estirada y del tramo longitudinal de tira comprende un juego de placas (13) estranguladoras, que determinan un entrante en ángulo sensiblemente recto, y un elemento compresor central (14), ambos accionables progresiva y consecutivamente en dirección a unos correspondientes topes de fin de actuación para reunir y arrastrar en su movimiento a la malla hasta alcanzar la tira, en una primera etapa de actuación en la que interviene el juego de placas, y para aplicar a presión los citados tramos longitudinales de malla y de tira contra un correspondiente tope de fin de carrera, en una segunda etapa de actuación en la que interviene el elemento compresor central.
13. Máquina (1) según la reivindicación 12, caracterizada porque el juego de placas (13) y el compresor central (14) están montados sobre un carro (15), movible respecto del armazón de la máquina según un movimiento horizontal de vaivén, longitudinalmente desplazables en la dirección de movimiento del carro, sometidos a la acción de respectivos medios elásticos (13a, 14a) que los obligan a adoptar sendas posiciones iniciales y predeterminadas de actuación, de modo que al avanzar el carro en dirección a los topes de fin de actuación el juego de placas (13) y el compresor central (14) actúan secuencialmente, deteniéndose asimismo sucesivamente su desplazamiento cuando alcanzan los topes de fin de actuación a medida que el carro avanza en dirección a éstos, recuperando sucesivamente su posición inicial al retroceder el carro en cada ciclo, hasta llegar a dicha posición inicial, por efecto de los medios elásticos.
14. Máquina (1) según las reivindicaciones 12 o 13, caracterizada porque el dispositivo de unión (10) también está montado sobre el carro (15), longitudinalmente desplazable en la dirección de movimiento del carro.
15. Máquina (1) según una cualquiera de las reivindicaciones 11 a 14, caracterizada porque el carro (15) está dotado de una plataforma superior (16) esencialmente horizontal y plana, inmediatamente por debajo de la cual está dispuesta una oquedad (17) que alberga la barra de estiramiento (6a), estando dicha plataforma superior asimismo adaptada para realizar el cierre y la apertura alternativos de la abertura de descarga de los medios de llenado (12), en cada ciclo operativo.
16. Máquina (1) vertical según una cualquiera de las reivindicaciones 10 a 15, caracterizada porque cada uno de los almacenamientos (33, 44) de tiras (3, 4) está dotado de al menos un rodillo de almacenamiento principal, de varios rodillos tensores y de un dispositivo de freno para retener la bolsa en formación por uno de sus extremos durante el proceso de formación y llenado.
17. Máquina (1) según una cualquiera de las reivindicaciones 10 a 16, caracterizada porque los medios de llenado (12) de los productos a envasar, el almacenamiento (8) de malla (5) tubular y los almacenamientos (33,44) de las tiras (3, 4), están dispuestos montados fijos sobre el armazón de la máquina.
Patentes similares o relacionadas:
Alambre de sellado para envolvedora de flujo vertical, del 1 de Julio de 2020, de GEA Food Solutions Weert B.V: Alambre de sellado hecho de un material eléctricamente conductor, preferentemente un material metálico, que es adecuado para ser presionado con una cierta presión, […]
Método para producir tubos de polímero que contienen líquido y se sellan a intervalos constantes y aparato para la producción de tubos de polímero, del 13 de Mayo de 2020, de SHIN-ETSU CHEMICAL CO., LTD.: Un método para producir un tubo de polímero, que contiene un líquido en el mismo y se sella a intervalos constantes, el método comprende: una etapa […]
Métodos y aparatos para el control de calidad guiado de un sistema de envasado, del 6 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Método para el control de calidad de un sistema de envasado, comprendiendo dicho método: recibir un registro de datos de identificación de envasado, estando relacionado […]
Máquina rotatoria y procedimiento para el sellado de bolsas de láminas, del 6 de Mayo de 2020, de Pouch Partners GmbH: Máquina rotatoria (M), en particular máquina llenadora rotatoria (F), al menos para el sellado continuo de bolsas de láminas (B) individuales a través de […]
Un conjunto de soldadura transversal para una máquina de envasado de tipo flow - pack, del 6 de Mayo de 2020, de CAVANNA S.P.A.: Un dispositivo de soldadura transversal para una máquina de envasado de tipo flow - pack, que comprende: - una estructura de soporte estacionaria […]
Un producto de rapé oral en bolsa, del 29 de Abril de 2020, de Swedish Match North Europe AB: Un producto de rapé oral en bolsa que comprende un material de relleno y una bolsa permeable a la saliva que encierra el material de relleno, […]
Estación de soldadura para la soldadura de bolsas de láminas y procedimiento asociado, del 22 de Abril de 2020, de Pouch Partners GmbH: Estación de soldadura en un dispositivo de llenado de bolsas de láminas para la soldadura de bolsas de láminas después de un proceso de llenado, […]
Procedimiento de fabricación de cápsula, del 22 de Abril de 2020, de Melchior Material and Life Science: Procedimiento de fabricación de cápsula, caracterizado por que comprende las etapas siguientes: a) una etapa de preparación que comprende la preparación de un primer […]