PRENSA DE ESTAMPACIÓN.
Prensa de estampación.
Comprende un cuerpo fijo inferior provisto de una bancada (17),
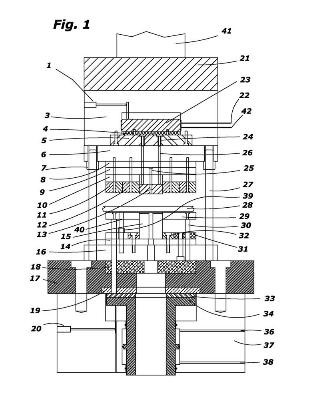
un cuerpo móvil superior o carro de la prensa (21), un colchón inferior que constituye un cuerpo móvil respecto al cuerpo fijo inferior, un colchón superior que constituye un cuerpo móvil respecto al cuerpo móvil superior, un conjunto troquel formado por una parte superior del conjunto troquel solidaria al cuerpo móvil superior, y una parte inferior del conjunto troquel solidaria a la bancada, y un dispositivo de guiado (27) de la parte superior del conjunto troquel respecto a la parte inferior del conjunto troquel, en la que el colchón inferior comprende un único cilindro hidráulico (34) de sección anular dispuesto en la parte central de la bancada, hueco en su parte central, constituyendo dicha parte central una zona de evacuación de las pipas o recortes resultantes del troquelado realizado en el proceso de estampación.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201030989.
Solicitante: FINEBLANKING PRESS SYSTEMS, S.L.
Nacionalidad solicitante: España.
Inventor/es: LOZANO BONET,José.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D45/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › Dispositivos de eyección o de arranque previstos en las máquinas o herramientas tratadas en la presente subclase.
Fragmento de la descripción:
Prensa de estampación.
La presente invención tiene por objeto una prensa para estampación de planchas de metal de alta precisión provista de un conjunto de elementos que presentan grandes ventajas respecto al estado de la técnica, incluyendo un único pistón central hueco inferior que evita desequilibrios en el prensado, y que permite la evacuación de las pipas, unas placas de adaptación superior e inferior, sufridera inferior en la bancada, unas placas portapunzón superior e inferior, y una matriz postiza en una placa portamatrices.
Los dispositivos actualmente disponibles en el mercado dan como resultado la fabricación de piezas de precisión, que cumplen con la mayoría de los requerimientos exigidos por parte del cliente final, no obstante no están exentos de problemas técnicos durante el proceso de fabricación.
Estado de la técnica
US 4267753 divulga un aparato para producir una pieza estampada a partir de un fleje, que comprende un expulsor inferior movido por un conjunto de muelles helicoidales y un muelle central de accionamiento del expulsor superior. Este tipo de corte comercialmente se denomina GRIP FLOW®.
US 4905556 divulga una prensa de estampación que comprende sendos cilindros hidráulicos centrales superior e inferior para el accionamiento de los expulsores, teniendo lugar la expulsión de las piezas y de las pipas o recortes conjuntamente desde la bancada inferior hacia arriba. Comprende además un anillo de apriete para la sujeción del material circundante a la pieza durante la estampación. Este sistema de corte se denomina “corte fino”.
WO 01/00396 describe un dispositivo para el corte de piezas a partir de una plancha de material, que comprende una prensa y está provisto de un conjunto de cilindros hidráulicos y al menos un cilindro adicional de compensación en la parte inferior.
US 6370931 describe una prensa prácticamente igual a la de US 4267753, pero en la que los muelles helicoidales han sido sustituidos por cilindros hidráulicos.
De acuerdo con el sistema “corte fino”, las llamadas pipas o recortes se expulsan junto con la pieza terminada, por lo que con posterioridad necesitan de una segunda operación de “bombeado” o similar a través de una criba para separar dichas pipas o recortes de las piezas terminadas. Ello produce un elevado riesgo de “golpeo” de las piezas terminadas en el proceso de criba que puede producir un deterioro de la pieza fabricada. Esta circunstancia exige un riguroso control de calidad. Además, cuando una pipa queda trabada en la zona de estampación puede llegar a dañar la matriz, o incluso la prensa. Conforme a este método de fabricación se manipula el material para la fabricación de la pieza de tal forma que el residuo más importante del fleje denominado “scrap” se expulsa hacía una única dirección, mientras que las piezas y los recortes se expulsan conjuntamente, por lo tanto hay solamente dos vías de expulsión para los residuos y piezas terminadas, llegando a interrelacionarse piezas terminadas y recortes con el peligro que supone de remitir piezas terminadas a cliente junto con algún recorte, especialmente en el suministro de piezas de automoción.
Los procesos de fabricación denominados de “corte fino” utilizan habitualmente un anillo de apriete denominado “V-ring”, el objeto de este anillo de apriete es “clavar” o embeber en el material circundante a lo que será la pieza terminada una cuña en forma de “V” de tal forma que bloquee el material antes de ser “punzonado”. De esta forma se minimizan las deformaciones del material circundante a la pieza final y por tanto se minimizan las deformaciones de la propia pieza final. Sin embargo, esto no ocurre así según la invención, como se describirá posteriormente. Este sistema de fabricación conlleva un mayor consumo de materia prima que en algunos casos puede llegar a ser un 35% más elevado del que sería deseable, y teniendo en cuenta que dicho incremento redunda directamente en el coste de la pieza, se puede considerar un problema grave, aún más si cabe si las pieza a fabricar deber ser construida a partir de materiales de alto valor en el mercado tales como el cobre, aceros inoxidables. Se ha comprobado, no obstante, que la utilización de dicho anillo de apriete genera una pérdida de planitud en la pieza terminada, debido a que dicho anillo de apriete en el momento de ejercer su función de “bloqueo” del material, también bloquea la liberación de las tensiones ejercidas por el corte de la pieza, por lo que dichas tensiones no pueden transmitirse al residuo o “scrap” que sería lo más deseable, problema que queda resuelto con la presente invención.
En los procesos de estampación mediante el sistema GRIP FLOW®, los problemas más graves son los siguientes:
El sistema en sí es un sistema diseñado para espesores pequeños y medios, pero no es adecuado para la fabricación de piezas de espesores gruesos en grandes producciones debido a su propia configuración tal como se explicará posteriormente.
El colchón hidráulico superior esta formado por al menos dos cilindros no estando dicho colchón guiado por ningún elemento de guía que garantice su movimiento perfectamente vertical y sincrónico, por lo que existe un problema de desbalanceo que afecta a la posición y movimiento del expulsor superior, ya sea debido al fallo de uno de ellos, o simplemente a diferencias internas de rozamiento o presión. Esto influye directamente en la posición de las velas de transferencia tanto en el momento de extensión, por lo que afecta directamente a la sufridera del colchón, a las velas de transferencia y al expulsor superior pudiendo dañarlo en su zona de guía debido a los esfuerzos axiales producido por el desbalanceo, así como a los punzones para los calados internos de la pieza, habitualmente denominados “piercing punches”.
El efecto de “bloqueo axial” puede derivar en la rotura de la sufridera del colchón, así como las velas de transferencia, expulsor superior, punzón de calar (piercing punch) o la propia matriz de corte, afectando al utillaje o a la calidad de la pieza.
La sufridera del colchón superior es delgada y no va guiada por lo que se da el caso de su acodalamiento tanto en el ciclo de compresión como en de extensión, afectando directamente al utillaje y produciendo la rotura del mismo, así como a la calidad de pieza.
El colchón hidráulico superior esta insertado en una cavidad y contrapuestamente se encuentra su sufridera, y en contacto con la misma se encuentra la placa superior del portamatriz comúnmente denominado “Die-set”. El diseño de GRIP FLOW® sitúa la cavidad del colchón superior justo encima del punto donde se ejerce todo el esfuerzo de corte, o tonelaje necesario para el mismo, de tal modo que la placa superior del “Die-set” no se encuentra soportada en su cara más superior en el momento del corte de la pieza, es decir, en la cara en la que se encuentra en contacto con la sufridera del colchón superior. Esto genera que en el momento de esfuerzo máximo, es decir, en el momento del corte, la sufridera se encuentra retraída por la acción de las velas de transferencia superior, por tanto la placa superior del “Die-set” se encuentra justo en el área de contacto con la sufridera en el “aire”, es decía, si nada que solape la placa superior del “die-set” o soporte el esfuerzo a la que esta siendo sometida en el momento del corte evitando con ello su deformación, el resultado de esta falta de soporte o solape, es la deformación permanente de dicha placa en el área de contacto de la sufridera por lo que todas las placas que conforman el conjunto del utillaje superior quedan dañadas debido a la deformación permanente de la placa superior del “die-set” que las soporta, esto influye directamente en la calidad de la pieza y la vida del utillaje, ya que el efecto siguiente a esta deformación permanente es que el resto de placas pierden su planitud y por tanto su verticalidad y alineación, esto conlleva que utillaje superior “muerde” sobre el utillaje inferior deteriorándose progresivamente el utillaje a cada ciclo nuevo que se ejecuta.
La matriz de corte se extiende a lo largo de toda la superficie útil del utillaje, esta formada por una placa del mismo tamaño que la placa portapunzón o la placa sufridera del utillaje, la...
Reivindicaciones:
1. Prensa de estampación, que comprende:
• un cuerpo fijo inferior provisto de una bancada (17) ;
• un cuerpo móvil superior o carro de la prensa (21) ;
• un colchón inferior que constituye un cuerpo móvil respecto al cuerpo fijo inferior;
• un colchón superior que constituye un cuerpo móvil respecto al cuerpo móvil superior;
• un conjunto troquel formado por una parte superior del conjunto troquel solidaria al cuerpo móvil superior, y una parte inferior del conjunto troquel solidaria a la bancada;
• Un dispositivo de guiado (27) de la parte superior del conjunto troquel respecto a la parte inferior del conjunto troquel
caracterizada porque el colchón inferior comprende un único cilindro hidráulico (34) de sección anular dispuesto en la parte central de la bancada, hueco en su parte central, constituyendo dicha parte central una zona de evacuación de las pipas o recortes resultantes del troquelado realizado en el proceso de estampación.
2. Prensa de estampación, según la reivindicación 1, caracterizada por comprender además una placa de adaptación inferior (18) , dispuesta en un alojamiento practicado en la bancada (17) , estando provista dicha placa de adaptación inferior (18) de agujeros pasantes de evacuación de las pipas o recortes, así como para el paso de unas velas de transmisión del expulsor inferior (30) que comprende dicha prensa.
3. Prensa de estampación, según cualquiera de las reivindicaciones 1 y 2, caracterizada porque comprende además una sufridera de la bancada (19) , dispuesta en la parte inferior de la bancada.
4. Prensa de estampación, según cualquiera de las reivindicaciones1a3, caracterizada porque comprende además una sufridera del colchón inferior (33) dispuesta solidariamente en el cilindro hidráulico (34) de sección anular.
5. Prensa de estampación, según cualquiera de las reivindicaciones1a4, caracterizada porque el carro de la prensa (21) comprende:
• una placa base del colchón superior (3) provista de un colchón superior;
• una sufridera del colchón superior (4) ;
y porque el colchón superior comprende:
• un cilindro hidráulico del colchón superior (23) ;
• un dispositivo de detección de posición, tal como un encoder;
• una placa de adaptación al carro (5) dispuesta en la placa base del colchón superior (3) ; y
• unas velas de transmisión de la placa de adaptación al carro (24) cuya base está alojada en la placa de adaptación al carro (5) .
6. Prensa de estampación, según cualquiera de las reivindicaciones 1 a 5, caracterizada porque la parte inferior del conjunto troquel está formada por:
• una placa portatroquel inferior (16) que aloja unas columnas-guía (27) ;
• una sufridera inferior (14) ;
• una placa portapunzón inferior (31) ;
• una placa prensapunzón (32) ;
• un punzón (15) ;
• un expulsor inferior (29) ;
• un conjunto de velas de transmisión inferiores (30) ;
• un conjunto de casquillos-guía del expulsor inferior (39) ; y
• un conjunto de columnas-guía del expulsor inferior (40) .
7. Prensa de estampación, según la reivindicación 6, caracterizada porque la placa prensapunzón (32) comprende una pestaña de sujeción del punzón (15) ; y porque el punzón comprende un rebaje de inserción de dicha pestaña.
8. Prensa de estampación, según cualquiera de las reivindicaciones 1 a 7, caracterizada porque la parte superior del conjunto troquel está formada por:
• una placa superior portatroquel (6) que aloja unos casquillos-guía (7) ;
• una placa sufridera superior (8) ;
• una placa portapunzón superior (9) ;
• una placa-guía superior (10) ;
• una placa portamatriz superior (11) ;
• una matriz superior (12) ;
• un expulsor superior (13) ;
• unas velas de transmisión del expulsor superior (26) .
9. Prensa de estampación, según la reivindicación 8, caracterizada porque la parte superior del conjunto troquel comprende además uno o más punzones de calado (25) .
10. Prensa de estampación, según las reivindicaciones1a9, caracterizado porque tanto el cilindro hidráulico del colchón superior (23) como el cilindro hidráulico hueco del colchón inferior (34) , comprenden unas guías internas para el correcto guiado del desplazamiento de los émbolos correspondientes y unos rascadores externos de eliminación de la suciedad.
11. Prensa de estampación, según la reivindicación 6, caracterizada porque la placa portapunzón inferior (31) comprende una pluralidad de cavidades en las que se alojan distintos punzones (15) .
12. Prensa de estampación, según las reivindicaciones8y11, caracterizado porque la placa portamatriz superior
(11) comprende una pluralidad de cavidades en las que se alojan distintas matrices superiores (12) en concordancia con los distintos punzones inferiores (15) .
13. Prensa de estampación, según la reivindicación 6, caracterizada porque el punzón (15) está anclado a la placa portatroquel inferior (16) mediante una pieza de sujeción (323) provista de una pestaña (322) , siendo la pieza de sujeción (323) la que está fijada a la placa portatroquel inferior (16) oala sufridera inferior del troquel (14) .
14. Prensa de estampación, según la reivindicación 6, caracterizada porque el punzón (15) está anclado a la placa portatroquel inferior (16) mediante una pieza de sujeción (323) con alojamiento para un anillo (321) , comprendiendo el punzón un rebaje de alojamiento parcial de dicho anillo (321) , siendo la pieza de sujeción (323) la que está fijada a la placa portatroquel inferior (16) oala sufridera inferior del troquel (14) .
Patentes similares o relacionadas:
Sujeción actuada por gas para dispositivos punzonadores con tal sujeción, del 13 de Noviembre de 2019, de SPECIAL SPRINGS SRL: Una sujeción actuada por gas para dispositivos punzonadores que comprende: -un cuerpo de contención tubular , -un elemento de sujeción adaptado […]
Dispositivo punzonador integrado operado por gas con prensador de planchas, del 4 de Mayo de 2016, de SPECIAL SPRINGS S.R.L.: Un dispositivo punzonador integrado operado por gas con prensador de plancha, que comprende un cuerpo de contención tubular que está cerrado […]
 Par de mordazas para troquelar agujeros, del 26 de Agosto de 2015, de GUSTAV KLAUKE GMBH: Par de mordazas apto para unirse con un aparato de preferencia hidráulicamente accionable y configurado como un par de mordazas basculantes para […]
Par de mordazas para troquelar agujeros, del 26 de Agosto de 2015, de GUSTAV KLAUKE GMBH: Par de mordazas apto para unirse con un aparato de preferencia hidráulicamente accionable y configurado como un par de mordazas basculantes para […]
Conjunto de guía y retención para un juego de matrices, del 25 de Marzo de 2015, de DADCO, INC: Un conjunto de guía y retención para unas primera y segunda placas enfrentadas separadas que comprende: una carcasa que tiene un manguito y un reborde […]
 Procedimiento y dispositivo para la eliminación de recortes de punzonado, del 6 de Noviembre de 2013, de MS Spaichingen GmbH: Procedimiento para la eliminación de recortes de punzonado en el punzonado por corte de cuchilla, en el que parala generación de un orificio […]
Procedimiento y dispositivo para la eliminación de recortes de punzonado, del 6 de Noviembre de 2013, de MS Spaichingen GmbH: Procedimiento para la eliminación de recortes de punzonado en el punzonado por corte de cuchilla, en el que parala generación de un orificio […]
PROCEDIMIENTO PARA LA ELIMINACION DE UNA PIPA DE AGUJERO EN UNA HERRAMIENTA DE CONFORMACION A ALTA PRESION INTERNA Y DISPOSITIVO PARA LA REALIZACION DEL MISMO., del 1 de Enero de 2002, de DAIMLERCHRYSLER AG: LA INVENCION SE REFIERE A UN PROCEDIMIENTO Y UN DISPOSITIVO PARA RETIRAR UN TAPON PUNZONADO SEPARADO DE UN PERFIL HUECO MEDIANTE UNA ALTA PRESION FLUIDICA INTERIOR, […]
DISPOSITIVO DE CORTE CON PUNZON MOVIL., del 16 de Noviembre de 2000, de AMADA COMPANY, LTD.: UN PUNZON QUE TIENE UNA PARTE CENTRAL , DICHA PARTE CENTRAL ESTA EQUIPADA CON UNA MULTIPLICIDAD DE PROYECCIONES RADIALES Y CON UNA MULTIPLICIDAD DE […]
 EXTRACTOR DE PUNZON, del 1 de Diciembre de 2010, de STROMSHOLMEN AB: Extractor de punzón adaptado para sujetarse a un elemento de retención de punzón de una herramienta (3a, 3b) de prensa que comprende un punzón , […]
EXTRACTOR DE PUNZON, del 1 de Diciembre de 2010, de STROMSHOLMEN AB: Extractor de punzón adaptado para sujetarse a un elemento de retención de punzón de una herramienta (3a, 3b) de prensa que comprende un punzón , […]