MÉTODO Y MOLDE Y HERRAMIENTA ASOCIADOS AL MISMO PARA PRODUCIR OBJETOS DE PORCELANA CON AL MENOS UN ORIFICIO PASANTE.
Método para producir objetos de porcelana con al menos un orificio pasante,
que comprende las siguientes etapas: - preparar un medio molde inferior (10) que tiene un medio asiento (11) con una forma correspondiente a la del objeto a obtener; - proporcionar un orificio ciego (12) con un eje vertical en dicho medio asiento (11) del medio molde inferior (10); - preparar un medio molde superior (20) que tiene un medio asiento (21) con una forma correspondiente a la del objeto a obtener; - proporcionar, en este medio molde superior (20), un orificio pasante (22) coaxial con el orificio ciego (12) del medio molde inferior (10); - proporcionar un elemento tubular (31) abierto en los extremos opuestos y provisto de unos orificios superiores (32a) y de unos orificios inferiores (32b) formados en la superficie lateral a unas distancias adecuadas de los extremos opuestos respectivos del tubo; - proporcionar una copela (33) para suministrar la porcelana líquida (P) a moldear y con un orificio en su superficie inferior, que tiene un diámetro interior correspondiente al diámetro exterior del tubo (31); - unir los dos medios moldes (10, 20) en la dirección vertical Z-Z; - insertar el elemento tubular (31) dentro de los dos moldes, es decir, el medio molde superior (20) y el medio molde inferior (10), a través del orificio pasante (22) respectivo y el orificio ciego (12); - montar la copela (33) en la parte tubular (31), que sobresale del medio molde superior (20); - moldear la porcelana líquida (P) dentro de la copela (33); - hacer penetrar la porcelana líquida (P) dentro del tubo (31) a través de los orificios radiales superiores (32a); - hacer salir la porcelana (P) hacia el asiento (11, 21) a través de los orificios radiales inferiores (32b); - expulsar el aire (A) del molde a través de la abertura superior en el tubo (31); - secar la pieza (100) con un orificio (110) obtenido; - abrir el molde; - extraer la pieza
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2007/000938.
Solicitante: ATTANASIO, RENATO.
Nacionalidad solicitante: Italia.
Dirección: VIA MICHELE PIETRAVALE 85 80131 NAPOLI ITALIA.
Inventor/es: Attanasio,Renato.
Fecha de Publicación: .
Fecha Solicitud PCT: 28 de Marzo de 2007.
Clasificación PCT:
B28B1/26TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › B28B 1/00 Fabricación de objetos conformados a partir del material (utilizando prensas B28B 3/00; modelos sobre transportadores en movimiento B28B 5/00; fabricación de objetos de forma tubular B28B 21/00). › por colada en molde poroso o absorbente, es decir, colando una suspensión o una dispersión del material en un absorbente de líquido o un molde poroso, pudiendo el líquido embeberse en las paredes del molde o pasar a través de éstas, p. ej. colaje de barbotina; Moldes a este efecto (B28B 1/52 tiene prioridad).
G04B37/22FISICA. › G04HOROMETRIA. › G04B RELOJES DE PARED O DE BOLSILLO ACCIONADOS MECANICAMENTE; PIEZAS MECANICAS DE RELOJES DE PARED O BOLSILLO EN GENERAL; APARATOS PARA EVALUAR EL TIEMPO POR MEDIO DE LA POSICION DEL SOL, DE LA LUNA O DE LAS ESTRELLAS (mecanismos de resorte o accionados por pesas en general F03G; relojes de pared o de bolsillo electromecánicos G04C; relojes de pared electromecánicos con medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en los momentos elegidos de antemano o después de intervalos de tiempo predeterminados G04C 23/00; relojes de pared o de bolsillo con dispositivos de parada G04F 7/08; detalles estructurales o carcasas adaptadas especialmente para relojes electrónicos sin partes móviles G04G 17/00). › G04B 37/00 Cajas. › Materiales o procesos de fabricación de cajas para relojes de bolsillo o relojes de pulsera.
G04D3/00G04 […] › G04DMAQUINAS O HERRAMIENTAS CONCEBIDAS ESPECIALMENTE PARA LA FABRICACION O EL MANTENIMIENTO DE RELOJES DE PARED O DE BOLSILLO. › Máquinas o herramientas de trabajo de materiales para la fabricación o la reparación de relojes de bolsillo.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
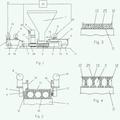
Método y molde y herramienta asociados al mismo para producir objetos de porcelana con al menos un orificio pasante La presente invención se refiere a un método, un molde y una herramienta asociada para producir objetos de porcelana con al menos un orificio pasante. En el sector técnico referente a la producción de objetos de porcelana diferentes de los platos y las bandejas se conoce el uso de moldes de yeso en los que se reproduce la forma del objeto a fabricar y dentro del cual se moldea una mezcla de porcelana líquida. Se sabe también que estos moldes están provistos de orificios para introducir la mezcla de moldeado y de orificios de ventilación del aire que debe escapar del molde para permitir que se llene con la porcelana y evitar que queden atrapadas bolsas de aire que podrían dar lugar a la rotura de la pieza durante la cocción. Después de un determinado tiempo de secado, el objeto se extrae del molde y se termina a mano por medio de una serie de etapas que implican la cocción, la inmersión en un esmalte para el acabado de la superficie y la cocción a 1.400°C después de haber sido colocado en soportes hechos de material refractario. Esta técnica convencional, aun cumpliendo con su función, no es apta sin embargo para la producción de objetos que requieren orificios pasantes, como, por ejemplo, con las cajas de reloj que deben tener una abertura pasante en cuyo interior se inserta el mecanismo. Además de esto, colocar el objeto en las superficies de soporte durante la cocción del esmalte provoca la eliminación del mismo con el consiguiente defecto de acabado en el artículo acabado, que en estas zonas tiene una superficie rugosa que se ensucia fácilmente y ya no puede ser decorada, siendo esto especialmente crucial con respecto a la cajas de reloj que deben permanecer siempre visibles. La técnica anterior más cercana está representada por JP-A-07 191156, que describe un método para producir objetos de porcelana con al menos un orificio pasante, que comprende las etapas de preparar un medio molde inferior que tiene un medio asiento con una forma correspondiente a la del objeto a obtener; preparar un medio molde superior que tiene un medio asiento con una forma correspondiente a la del objeto a obtener; unir los dos medios moldes en la dirección vertical; moldear la porcelana líquida; secar la pieza con un orificio obtenido; abrir el molde y extraer la pieza. En GB 313 325 se describe una técnica anterior adicional según el preámbulo de la reivindicación 10. Por lo tanto, el problema técnico que se plantea es desarrollar un método para producir objetos de porcelana que tienen al menos un orificio pasante. En relación con este problema otro requisito es que este orificio pasante puede representar un punto de referencia preciso para las operaciones posteriores de procesamiento y/o ensamblado de la pieza acabada, como, por ejemplo, con una caja de reloj en la que debe instalarse el mecanismo asociado. Un objeto adicional de la presente invención es proporcionar una herramienta y un molde que sean capaces de permitir la producción de objetos de porcelana con al menos un orificio pasante. Estos resultados se logran según la presente invención mediante un método para producir objetos de porcelana con al menos un orificio pasante, según las características de la reivindicación 1. La presente invención se refiere además a una herramienta según las características de la reivindicación 10. Pueden obtenerse detalles adicionales a partir de la siguiente descripción de una forma de realización de ejemplo no limitativa del objeto de la presente invención proporcionada con respecto a los dibujos adjuntos en los que: La Figura 1 es una vista en perspectiva detallada de un molde para objetos de porcelana según la presente invención; La Figura 2 es una vista esquemática parcialmente seccionada del molde según la Fig. 1 en un estado abierto; La Figura 3 es una sección transversal esquemática a través del molde según la Fig. 1 en el estado cerrado durante el moldeado; La Figura 4 es una vista en perspectiva de una caja de reloj obtenida con el método según la presente invención; y - La Figura 5 es una vista esquemática parcialmente seccionada del reloj según la Fig. 4 en el estado acabado. Como se muestra en la Fig. 1 y suponiendo exclusivamente razones de conveniencia de la descripción y sin un sentido restrictivo, un conjunto de tres ejes de referencia en la dirección longitudinal X-X, en la dirección transversal Y-Y y en la dirección vertical Z-Z, respectivamente, y una parte superior y una parte inferior dispuestas como se muestra en las figuras, un molde para objetos de porcelana según la presente invención comprende básicamente un medio molde inferior 10 y un medio molde superior 20 que tienen una forma coincidente y pueden unirse en la 2 dirección vertical Z-Z por medio de unos salientes 10a y unos orificios correspondientes 20a formados en unas zonas adecuadas de las dos superficies opuestas de los respectivos medios moldes. Ambas dichas superficies de contacto de los dos medios moldes tienen, conformados en ellas, el medio asiento asociado 11, 21 correspondiente a la forma final de la pieza y destinado a ser llenado con la mezcla de moldeado P de porcelana. Ambos medios moldes 10, 20 también tienen un orificio respectivo 12, 22 que son coaxiales entre sí; el orificio 12, en el medio molde inferior 10 es ciego, mientras que el orificio 22 en el medio molde superior 20 es un orificio pasante. A través de dichos orificios 12, 22 es posible introducir una herramienta 30 para suministrar la mezcla líquida P de porcelana a los medios asientos 11, 21; esta herramienta 30 comprende un elemento tubular 31 que se abre en los extremos opuestos y tiene unos orificios superiores 32a y unos orificios inferiores 32b que se forman en la superficie lateral del tubo a unas distancias adecuadas de los respectivos extremos opuestos de dicho tubo. La parte superior del elemento tubular 31 tiene, asociada a ella, una copela 33 para contener la mezcla P de porcelana líquido que es capaz de entrar en el tubo 31 a través de los orificios radiales superiores 32a. En el ejemplo mostrado en las figuras, la copela 33 está integrada en el tubo 31, pero en una forma de realización alternativa (no mostrada) se prevé que dicha copela 33 pueda estar separada y se proporcione con un orificio pasante en la parte inferior para el montaje coaxial en el tubo 31 durante el ensamblaje del molde en el que reposará durante el proceso de trabajo. En este caso la copela también puede hacerse de yeso como el molde en lugar de acero como con el elemento tubular 31. Las distancias de los orificios radiales inferiores 32b desde el extremo inferior del elemento tubular 31 y la profundidad del orificio ciego 12 del medio molde inferior 12 son tales que hacen que la porcelana líquida P salga hacia los asientos 11, 21 para rellenarlos. Utilizando la herramienta y el molde descrito anteriormente es por lo tanto posible producir un objeto de porcelana con un orificio pasante como, por ejemplo, la caja de reloj 100 en la que se forma un orificio pasante 110, por medio de un método que prevé las siguientes etapas: preparar un medio molde inferior 10 que tiene un medio asiento 11 con una forma correspondiente a la del objeto a obtener; proporcionar un orificio ciego 12 con un eje vertical en el medio asiento 11 de este medio molde inferior 10; preparar un medio molde superior 20 que tiene un medio asiento 21 con una forma correspondiente a la del objeto a obtener; proporcionar, en este medio molde superior 20, un orificio pasante 22 coaxial con el orificio ciego 12 del medio molde inferior 10; proporcionar un elemento tubular 31 abierto en los extremos opuestos y proporcionado con unos orificios superiores 32a y unos orificios inferiores 32b formados en la superficie lateral a unas distancias adecuadas de los respectivos extremos opuestos del tubo; proporcionar una copela 33 para suministrar la porcelana líquida P para ser moldeada y con un orificio en su superficie inferior; unir los dos medios moldes 10, 20, en la dirección vertical Z-Z; insertar el elemento tubular 31 dentro de los dos medios moldes, es decir, el medio molde superior 20 y el medio molde inferior 10, a través de los respectivos orificios pasantes 22 y el orificio ciego 12; montar la copela 33 en la parte tubular 31 que sobresale del medio molde superior 20; moldear la porcelana líquida P dentro de la copela 33; hacer penetrar la porcelana líquida P dentro del tubo 31 a través de los orificios radiales superiores 32a; hacer salir la porcelana P hacia el asiento 11, 21 a través de los orificios radiales inferiores 32b; expulsar el aire A del molde a través de la abertura superior en el tubo 31; secar la pieza 100 con el orificio 110 obtenido; abrir el molde; extraer la pieza. Por lo tanto puede verse cómo... [Seguir leyendo]
Reivindicaciones:
1. Método para producir objetos de porcelana con al menos un orificio pasante, que comprende las siguientes etapas: preparar un medio molde inferior (10) que tiene un medio asiento (11) con una forma correspondiente a la del objeto a obtener; proporcionar un orificio ciego (12) con un eje vertical en dicho medio asiento (11) del medio molde inferior (10); preparar un medio molde superior (20) que tiene un medio asiento (21) con una forma correspondiente a la del objeto a obtener; proporcionar, en este medio molde superior (20), un orificio pasante (22) coaxial con el orificio ciego (12) del medio molde inferior (10); proporcionar un elemento tubular (31) abierto en los extremos opuestos y provisto de unos orificios superiores (32a) y de unos orificios inferiores (32b) formados en la superficie lateral a unas distancias adecuadas de los extremos opuestos respectivos del tubo; proporcionar una copela (33) para suministrar la porcelana líquida (P) a moldear y con un orificio en su superficie inferior, que tiene un diámetro interior correspondiente al diámetro exterior del tubo (31); unir los dos medios moldes (10, 20) en la dirección vertical Z-Z; insertar el elemento tubular (31) dentro de los dos moldes, es decir, el medio molde superior (20) y el medio molde inferior (10), a través del orificio pasante (22) respectivo y el orificio ciego (12); montar la copela (33) en la parte tubular (31), que sobresale del medio molde superior (20); moldear la porcelana líquida (P) dentro de la copela (33); hacer penetrar la porcelana líquida (P) dentro del tubo (31) a través de los orificios radiales superiores (32a); hacer salir la porcelana (P) hacia el asiento (11, 21) a través de los orificios radiales inferiores (32b); expulsar el aire (A) del molde a través de la abertura superior en el tubo (31); secar la pieza (100) con un orificio (110) obtenido; abrir el molde; extraer la pieza. 2. Método según la reivindicación 1, caracterizado porque dichos orificio ciego inferior (12) y orificio pasante superior (22) son coaxiales con el centro de la pieza (100) a formar. 3. Método según la reivindicación 2, caracterizado porque prevé las etapas adicionales de: proporcionar unos asientos transversales primeros (15, 25) en los medios moldes respectivos (10, 20), dispuestos en posiciones tales que los extremos opuestos emergen al exterior de los medios moldes (10, 20) y al interior del orificio central (12, 22), respectivamente; insertar, en el asiento (15, 25), un pasador (55) capaz de producir, durante el moldeado, la formación de un orificio transversal (120) que pasa a través de la pieza (100) de la superficie lateral (100a) al interior del orificio pasante vertical (110). 4. Método según la reivindicación 2, caracterizado porque dicha pieza es la caja (100) de un reloj. 5. Método según la reivindicación 4, caracterizado porque dicho orificio pasante vertical (110) está centrado con respecto a dicha caja (100). 6. Método según la reivindicación 4, caracterizado porque dicho orificio pasante vertical (110) es un pre-orificio capaz de agrandarse al tamaño del mecanismo del reloj para ser alojado en su interior. 7. Método según la reivindicación 4, caracterizado porque dicho orificio pasante transversal es el asiento para el husillo (130a) que acciona las manecillas del reloj. 8. Método según la reivindicación 4, caracterizado porque prevé las etapas adicionales de: proporcionar unos asientos transversales segundos que pasan a través de los respectivos medios moldes (10, 20) en la dirección transversal (Y-Y) en una ubicación correspondiente a la de las barras transversales para sujetar las correas (101); insertar, en los asientos (155), un pasador (55) capaz de producir, durante el moldeado, la formación de un orificio transversal (120) que pasa a través de dichas barras transversales (101) para formar un asiento pasante (101a) en las mismas. 9. Método según la reivindicación 1, caracterizado porque dicha copela (33) para contener la porcelana (P) está integrada en el elemento tubular (31). 10. Herramienta para moldes para producir objetos de porcelana con al menos un orificio pasante (110), que comprende un elemento tubular (31), que se abre en los extremos opuestos y se proporciona con unos orificios superiores primeros (32a) y unos orificios inferiores segundos (32b) formados en la superficie lateral del tubo (31) a unas distancias adecuadas de los extremos opuestos respectivos de dicho tubo, caracterizado porque el elemento tubular (31) se asocia con una copela (33) para contener la mezcla (P) de porcelana líquida, dispuesta en su parte superior, y porque dichos orificios radiales superiores (32a) del elemento tubular se disponen a una distancia adecuada en la dirección vertical (Z-Z) del fondo de la copela (33) y son capaces de provocar la entrada de la porcelana (P) al interior del elemento tubular. 11. Molde para producir objetos de porcelana (100) con al menos un orificio pasante (110), caracterizado porque comprende: un medio molde inferior (10) con un medio asiento (11) que tiene una forma correspondiente a la del objeto a obtener, estando provisto dicho medio molde inferior (10) de un orificio ciego (12) que tiene un eje vertical en dicho medio asiento inferior (11); un medio molde superior (20) con un medio asiento (21) que tiene una forma correspondiente a la del objeto a obtener, teniendo dicho medio molde superior, conformado en el mismo, un orificio pasante (22) coaxial con el orificio ciego (12) del medio molde inferior; una herramienta según la reivindicación 10 y capaz de insertarse coaxialmente dentro de dicho orificio pasante superior (22) y orificio ciego inferior (12) para suministrar la porcelana líquida (P) a los dichos medios asientos (11, 21), y porque los dichos orificios radiales inferiores (32b) del elemento tubular se disponen a una distancia en la dirección vertical (Z-Z) desde el fondo del orificio ciego (33) de manera que emerja al interior del asiento (11, 21) para moldear el objeto a fabricar. 12. Molde según la reivindicación 11, caracterizado porque dicha copela (33) está integrada en el elemento tubular (31). 13. Molde según la reivindicación 11, caracterizado porque dichos asientos (11, 21) se conforman en forma de caja (100) de un reloj. 14. Molde según la reivindicación 13, caracterizado porque dicho orificio pasante vertical (110) está centrado con respecto a dicha caja (100). 15. Molde según la reivindicación 11, caracterizado porque comprende unos asientos transversales primeros (15, 25) que se forman en los medios moldes respectivos (10, 20) y se disponen en unas posiciones tales que los extremos opuestos emergen al exterior de los respectivos medios moldes y al interior del orificio central (12, 22), respectivamente, siendo capaces dichos asientos de contener un pasador correspondiente (55a) capaz de producir, durante el moldeado, la formación de un orificio transversal (120) que pasa a través del objeto (100) de la superficie lateral (100a) al interior del orificio pasante vertical (110). 16. Molde según la reivindicación 13, caracterizado porque prevé unos asientos transversales segundos (155) que pasan a través de los medios moldes respectivos (10, 20) en la dirección transversal en una ubicación correspondiente a la de las barras transversales para sujetar las correas (101), siendo adecuados dichos asientos para un pasador correspondiente (155a) capaz de producir, durante el moldeado, la formación de un orificio transversal (120) que pasa a través de dichas barras transversales (101) para formar un asiento pasante (101a) en las mismas. 6 7 8 REFERENCIAS CITADAS EN LA DESCRIPCIÓN La lista de referencias citadas por el solicitante es, únicamente, para conveniencia del lector. No forma parte del documento de patente europea. Si bien se ha tenido gran cuidado al compilar las referencias, no pueden excluirse errores u omisiones y la OEP declina toda responsabilidad a este respecto. Documentos de patente citados en la descripción 9
Patentes similares o relacionadas:
Molde de fundición a presión en barbotina, instalación de fundición a presión en barbotina y procedimiento de fundición a presión, del 15 de Julio de 2020, de DORST TECHNOLOGIES GMBH & CO. KG: Molde de fundición a presión en barbotina con
- un espacio de molde para fundir a presión una pieza fundida y piezas (101, 103, […]
Máquina para la producción de productos de cerámica, del 21 de Agosto de 2019, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Una máquina para la producción de productos de cerámica que comprende al menos:
- un molde compuesto por al menos dos partes (3, […]
RECIPIENTE PERMEABLE A GASES E IMPERMEABLE A LÍQUIDOS Y SU PROCESO DE FABRICACIÓN, del 7 de Mayo de 2019, de BENACCHIO, Amos: La invención se refiere a un recipiente permeable a gases e impermeable a líquidos de tal forma que el líquido contenido en su interior puede interactuar con la atmósfera […]
Procedimiento para la fabricación de una pieza moldeada aislante, pieza moldeada aislante, fabricada con este procedimiento, y herramienta de fundición para la fabricación de una pieza moldeada aislante mediante la aplicación del procedimiento, del 27 de Febrero de 2019, de Cuylits Holding GmbH: Procedimiento para la fabricación de una pieza moldeada aislante , caracterizado por los siguientes pasos de procedimiento:
- fabricación de una pulpa inorgánica a […]
Molde para paneles de mortero de cemento e instalación correspondiente, del 1 de Octubre de 2018, de CORPORACION OMEGAZETA S.L: Molde para paneles de mortero de cemento e instalación correspondiente. La invención se refiere a un molde para paneles de mortero de cemento, que […]
Taza de inodoro de cerámica y método para la fabricación de la taza, del 31 de Enero de 2018, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un método para fabricar una taza de inodoro de acuerdo con cualquiera de las reivindicaciones 6 a 16, que comprende:
- una bandeja de recogida […]
Molde de fundición a presión para la fabricación de una pieza fundida bruta y procedimiento para la fabricación de un inodoro de una pieza, del 16 de Noviembre de 2016, de Duravit Aktiengesellschaft: Molde de fundición a presión para la fabricación de una pieza fundida bruta, que es parte de un inodoro unitario, que comprende un cuerpo, una […]
Método y aparato para fabricar un producto de concreto, del 9 de Marzo de 2016, de Elematic Oyj: Un método para fabricar un producto de concreto en proceso de fundición en forma deslizante sustancialmente horizontal, en el que el método de mezcla […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Método y aparato para fabricar un producto de concreto, del 9 de Marzo de 2016, de Elematic Oyj: Un método para fabricar un producto de concreto en proceso de fundición en forma deslizante sustancialmente horizontal, en el que el método de mezcla […]
Método y aparato para fabricar un producto de concreto, del 9 de Marzo de 2016, de Elematic Oyj: Un método para fabricar un producto de concreto en proceso de fundición en forma deslizante sustancialmente horizontal, en el que el método de mezcla […]