Procedimiento y aparato para fabricar un borde o un collar que presenta una estructura compleja sobre piezas metálicas en bruto.
Un procedimiento para fabricar un borde o collar (18") en el extremo abierto de un recipiente metálico (10) cerrado en el otro extremo y adecuado para formar una botella que puede ser cerrada mediante un tapón,
incluyendo este procedimiento en secuencia:
- una primera etapa operativa de deformación de la porción terminal superior (12) básicamente cilíndrica de dicho recipiente metálico (10), volviéndola así hacia fuera de modo que se obtenga un collar (18) con una sección transversal básicamente circular; - al menos una segunda etapa intermedia de deformación de dicho collar (18'), apretándolo en la dirección radial y estirándolo hacia el fondo del recipiente metálico (10);
- una tercera etapa final de deformación para otorgar a dicho collar (18") un perfil ovoidal complejo, por el que dicho perfil se vuelve apto para permitir la aplicación de al menos dos tapones de diferente tipo, caracterizado porque todas las mencionadas etapas de deformación se consiguen en un aparato que comprende al menos un mandril de ribeteado (22) y al menos un mandril de laminado (24), girando e interviniendo ambos secuencialmente sobre el recipiente metálico.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/000534.
Solicitante: Mall + Herlan Schweiz AG.
Inventor/es: FRATTINI, ROBERTO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D19/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 19/00 Conformación u otro tratamiento de los bordes, p. ej. de los bordes de los tubos. › Rodadura de los bordes.
- B21D51/26 B21D […] › B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00). › de botes de conserva o bidones; Cierre de botes o latas de forma definitiva (fabricación de dispositivos incorporados a los recipientes para vaciarlos B21D 51/38).
PDF original: ES-2384704_T3.pdf
Fragmento de la descripción:
Procedimiento y aparato para fabricar un borde o un collar que presenta una estructura compleja sobre piezas metálicas en bruto
Campo técnico
Esta invención se refiere a un procedimiento y a un aparato relacionado para fabricar un borde o un collar que presenta una estructura compleja sobre piezas metálicas en bruto extrudidas, estampadas en frio y estampadas en frío/trefiladas en fria.
Más concretamente, esta invención se refiere a un procedimiento y a un aparato para fabricar, en el extremo superior de un recipiente o cuerpo metálico, un borde o collar que es adecuado para la aplicación del consiguiente tapón de cierre.
Antecedentes de la invención Los recipientes metálicos que son el objeto del procedimiento de esta invención son especialmente, aunque no exclusivamente, aquellos fabricados de aluminio, sus aleaciones, acero u otros materiales adecuados de los cuales se fabrican botellas para los sectores de bebidas y alimentación o para uso técnico.
La forma primitiva de estos recipientes metálicos es básicamente cilindrica y se conforman posteriormente de acuerdo con procedimientos y tecnologías conocidos; incluso el procedimiento de ahusado del extremo superior de estos cuerpos o recipientes metálicos se realiza de acuerdo con tecnologías conocidas y, por tanto, no se describe.
Los recipientes metálicos anteriores se deforman cerca de su extremo superior, para fabricar el borde o collar descrito en este procedimiento, preferiblemente en las etapas finales del proceso de trabajado, esto es después de haber sufrido múltiples etapas operativas para el conformado de la superficie externa y/o las etapas operativas de engofrado/desengofrado, esto es aquellas etapas de procesamiento que crean sobre áreas preseleccionadas de la superficie lateral marcas conformadas, surcos y otros patrones de diversas formas, definidos mediante sectores huecos y/o sobresalientes.
Estos mismos recipientes o cuerpos metálicos, posiblemente pintados y/o litografiados, son alimentados básicamente a una máquina de ahusamiento que, en un modo preferente de realización que no pretende establecer ninguna limitación, es tal que incluye al menos una mesa giratoria que realiza un movimiento intermitente, con múltiples estaciones equipadas con pinzas o útiles similares para la fijación temporal de cuerpos y al menos una placa opuesta dotada de un movimiento oscilante alternativo sobre la cual se encuentran diversos útiles y/o mandriles, que están destinados a intervenir en secuencias preestablecidas sobre los cuerpos extrudidos estampados en frío y estampados en frío/trefilados en frío con el fin de llevar a cabo las etapas progresivas de deformación inicial y el ahusamiento posterior del extremo superior.
Con el fin de realizar tanto las operaciones de ahusamiento como de engofrado/desengofrado, la máquina de procesamiento de recipientes metálicos hace uso de medios de agarre y estabilización del recipiente de tipo conocido, que por lo mismo no son descritos aquí.
Recientemente el mercado ha revelado un gran interés por los recipientes metálicos que presentan estructuras •. similares a aquellas que son propias tradicionalmente de recipientes fabricados en otros materiales, tales como plástico o vidrio, por lo que cobra importancia dotar a esos nuevos recipientes, destinados básicamente a servir al mercado de bebidas, con tipos de cierre de similares a aquellos de recipientes de plástico (PET) o vidrio.
Los recipientes de vidrio, por ejemplo, aunque presentan valores estéticos que superan definitivamente aquellos de recipientes o cuerpos metálicos tradicionales, presentan la desventaja de pesar demasiado, romperse fácilmente y poseer unos elevados costes de producción; por el contrario, el recipiente metálico, además del nivel de higiene requerido, puede asegurar asimismo una mayor ligereza en comparación con el vidrio, no se rompe, .y es fácilmente desechable y reciclable. No obstante, en lo que se refiere a botellas o recipientes fabricados de metal, es importante que el trabajado del extremo superior de la mencionada botella dé como resultado la realización de un borde que esté conformado de tal manera que no presente bordes cortantes que puedan irritar o incluso presentar riesgos potenciales para el usuario que acerca el recipiente a su boca con el fin de beber directamente del mismo.
En relación con recipientes fabricados de metal, existen diversos tipos de cierres, tales como, por ejemplo, la aplicación de un tapón de "corona", un tapón de "abrefácil" o un tapón de "rosca"; para obtener estos distintos tipos de cierre es necesario realizar en el recipiente metálico tipos de trabajado distintos y especificos. La aplicación del tapón de "corona" y de "abrefácil" requiere que el extremo superior del recipiente metálico tenga un borde o collar, fabricado plegando o volviendo hacia afuera la pared o superficie interna de la abertura.
Sin embargo, la forma del borde o collar del recipiente metálico que aloja un tapón de "corona" es diferente de aquella para la aplicación de un tapón de "abrefácil"; la fabricación de los dos bordes diferentes requiere asimismo la realización de una secuencia de operaciones diferentes en el recipiente y la aplicación en la máquina de ahusamiento de útiles y mandriles de sustitución que sean adecuados para trabajar el borde superior de los propios recipientes. Esto requiere de tiempos de reglaje mayores con el consiguiente alargamiento del tiempo de parada de la máquina.
El documento US 2 337182 A1, en el cual se basa el preámbulo de las reivin1icaciones independientes, divulga un aparato para fabricar un collar en un extremo de una carcasa o pieza en bruto metálica para ser conformada como un recipiente, estando adaptado dicho collar para recibir dos tipos diferentes de tapones. El collar está conformado mediante una deformación a lo largo de una dirección axial utilizando matrices de rizado que entran desde el otro extremo abierto de la pieza en bruto y posteriormente se cose en el otro extremo abierto una parte superior de la lata, formando así un recipiente conocido convencionalmente como "lata de bebidas".
El documento EP 1 167 222 A2 está relacionado con las etapas de acabado y recubrimiento tras la operación de rizado en un procedimiento de fabricación de recipientes metálicos del tipo divulgado en la referencia anterior.
Descripción de la invención El objeto de esta invención es superar o reducir los inconvenientes del estado de la técnica anterior. Más concretamente, el objeto de esta invención es poner a punto un procedimiento y algún aparato para fabricar un borde o collar que presenta .una estructura compleja en piezas metálicas en bruto extrudidas, estampadas en frlo y estampadas en fríoltrefiladas en frío, básica pero no críticamente sobre el recipientes fabricados de aluminio o sus aleaciones, del tipo de botellas de alimentos o botellas de bebidas para uso técnico, siendo tales que puedan ser utilizadas indistintamente tanto para la aplicación ya sea de un tapón de "corona" como de un tapón de "abrefácil", por ejemplo.
Un objeto adicional de esta invención es establecer un procedimiento y algún aparato, como se indica anteriormente, para ser utilizados en cualquier máquina de ahusamiento con las cuales se fabrican básicamente recipientes metálicos para los sectores de bebidas o aerosoles, y con las cuales se lleven a cabo además acciones de engofrado/desengofrado, siendo estas acciones las que crean, sobre áreas dadas de la superficie lateral, marcas, surcos u otros patrones conformados de diversas formas, definidos por sectores huecos y/o sobresalientes.
No menos importante entre los objetos de esta invención es proporcionar un sistema que no necesite la sustitución de útiles en la máquina y que garantice un alto grado de flexibilidad.
Un objeto adicional de esta invención es poner a dispOSición de los usuarios un procedimiento que es adecuado para asegurar un elevado nivel de calidad del producto procesado y asimismo tal que sea de fabricación fácil y barata.
Estos y otros objetos se consiguen por medio de un procedimiento y un aparato de acuerdo con las reivindicaciones 1 y 11. Características ventajosas adicionales constituyen el objeto de las reivindicaciones independientes.
Breve descripción de los dibujos El procedimiento y el aparato de esta invención se describen a continuación con referencia a los dibujos adjuntos, en los cuales:
la figura 1 es una vista esquemática... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento para fabricar un borde o collar (18") en el extremo abierto de un recipiente metálico (10) cerrado en el otro extremo y adecuado para formar una botella que puede ser cerrada mediante un tapón, incluyendo este procedimiento en secuencia:
- una primera etapa operativa de deformación de la porción terminal superior (12) básicamente cilíndrica de dicho recipiente metálico (10) , volviéndola así hacia fuera de modo que se obtenga un collar (18) con una sección transversal básicamente circular;
- al menos una segunda etapa intermedia de deformación de dicho collar (18') , apretándolo en la dirección radial y estirándolo hacia el fondo del recipiente metálico (10) ;
- una tercera etapa final de deformación para otorgar a dicho collar (18") un perfil ovoidal complejo, por el que dicho perfil se vuelve apto para permitir la aplicación de al menos dos tapones de diferente tipo,
caracterizado porque todas las mencionadas etapas de deformación se consiguen en un aparato que comprende al menos un mandril de ribeteado (22) y al menos un mandril de laminado (24) , girando e interviniendo ambos secuencialmente sobre el recipiente metálico.
2. El procedimiento de acuerdo con la reivindicación 1, en el que la mencionada tercera etapa final operativa incluye un acabado de la superficie del collar (18") .
3. El procedimiento de acuerdo con las reivindicaciones 1 o 2, que incluye asimismo una reducción preliminar de grosor de la superficie lateral (16) de la porción terminal superior (12) del recipiente metáliéo (10) .
4. El procedimiento de acuerdo con cualquiera de las reivindicaciones 1 a 3, en el que en la primera etapa inicial operativa, la porción terminal superior (12) es plegada hacia atrás o vuelta hacia fuera en un ángulo de al menos 270°.
5. El procedimiento de acuerdo con las reivindicaciones anteriores, en el que se proporcionan una o más etapas intermedias operativas las cuales, mediante el apretado del collar (18) en dirección radial y su estiramiento simultáneo hacia el fondo del recipiente metálico (10) , otorgan al collar (18') una forma elipsoidal.
6. El procedimiento de acuerdo con cualquiera de las reivindicaciones anteriores, en el que el collar (18") ovoidal, formado durante la mencionada etapa final operativa, define:
- un diámetro externo (X) , calculado cerca del punto de extensión máxima del propio collar con un valor en el intervalo entre 26 y 27 mm y un diámetro interno (X') calculado con referencia a la superficie intema de la abertura en la cual se obtiene el borde o collar (18") y cuyo valor se encuentra en el intervalo de 20 a 21 mm;
- una altura Y, que se calcula como la distancia existente entre el plano que definen la abertura del recipiente metálico y el plano teórico por debajo que se corresponde con el propio collar en la porción inferior plegada hacia la superficie lateral del mencionado recipiente metálico, estando el valor de esta altura en el intervalo entre 3, 5y4 mm;
- una porción terminal (20) del collar (18") que está plegada hacia la abertura del recipiente metálico (10) con un curso lineal e inclinado, en relación al plano de la abertura del recipiente metálico, en un ángulo (a) en el intervalo entre 8 y 12°.
7. El procedimiento de acuerdo con cualquiera de las reivindicaciones anteriores, en el que la superficie externa del collar (18") del recipiente metálico (10) tiene un nivel de acabado no inferior a 0, 2Ilm.
8. El procedimiento de acuerdo con cualquiera de las reivindicaciones 3 a 7, en el que grosor de la superficie lateral (16) de la porción terminal superior (12) del recipiente metálico (10) es llevado a un valor que se encuentra entre 0, 3 y 0, 5 mm.
9. El procedimiento de acuerdo con cualquiera de las reivindicaciones anteriores, en el que recipiente metálico (10) es una pieza metálica en bruto extrudida, estampada en frío o estampada en fríoltrefilada en frío, adecuada para formar botellas para los sectores de bebida y alimentación o para uso técnico, y cuyo procedimiento puede ser llevado a cabo en una máquina de ahusamiento.
10. El procedimiento de acuerdo con cualquiera de las reivindicaciones anteriores, en el que al menos dos tapones de distinto tipo son un tapón de corona y un tapón de abrefácil.
11 . Un aparato para fabricar un borde o collar (18") en el extremo abierto de un recipiente metálico (10) para obtener botellas que puedan ser cerradas con un tapón de al menos dos tipos diferentes, comprendiendo dicho aparato:
- medios para situar y soportar el recipiente metálico (10) que está siendo trabajado;
- útiles de trabajo adaptados para ser ajustados en la porción terminal superior (12) de dicho recipiente metálico
(10) y para intervenir secuencialmente en el propio recipiente metálico, caracterizado porque dichos útiles de trabajo comprenden al menos un mandril de ribeteado (22) y al menos un mandril de laminado (24) , ambos giratorios.
12. El aparato de acuerdo con la reivindicación 11 , que incluye asimismo al menos un mandril (26) adicional, adaptado para realizar la retirada de material a lo largo de la superficie lateral (16) de la mencionada porción terminal superior (12) .
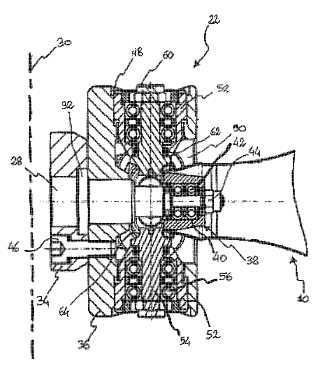
13. El aparato de acuerdo con las reivindicaciones 11 o 12, en el que el mencionado al menos un mandril de ribeteado (22) está compuesto de un árbol giratorio (28) con diámetros diferenciados en el que se encaja firmemente un cuerpo (36) con una forma básicamente cilíndrica de "cubo" y equipado a lo largo de la superficie lateral con al menos dos aberturas (48) que presentan una sección circular, diametralmente opuestas y equidistantes entre sí.
14. El aparato de acuerdo con la reivindicación 13, en el que dentro de cada abertura (48) del cuerpo (26) del mandril de ribeteado (22) y coaxialmente con las mismas se sitúa un soporte (52) , que define el asiento para recibir un pivote (54) que coopera con uno o más cojinetes (56) dispuestos dentro del soporte (52) y ajustados en el pivote (54) .
15. El aparato de acuerdo con la reivindicación 14, en el que el pivote (54) en el extremo delantero orientado hacia : el centro del cuerpo (36) del mandril de ribeteado (22) presenta una porción de superficie lateral (64) que está conformada como función del tipo de collar que va a ser fabricado en el recipiente metálico (10) y, en el extremo trasero, está bloqueado en relación a los cojinetes (56) con tomillos (60) o medios equivalentes.
16. El aparato de acuerdo con cualquiera de las reivindicaciones 13 a 14, en el que en una porCión terminal delantera del árbol giratorio (28) del mandril de ribeteado (22) girada en la dirección de la mesa giratoria, se encaja un dispositivo de centrado (38) confinado al extremo delantero del árbol giratorio (28) , con una tuerca (44) u otros medios conocidos, comprendiendo este dispositivo de centrado un componente (40) en la forma de un "cuenco" con una sección básicamente en forma de cono y que coopera con uno o más cojinetes (42) , de tipo tradicional, dispuestos y ajustados dentro de la misma porción delantera del árbol giratorio (28) .
17. El aparato de acuerdo con la reivindicación 11, que incluye uno o más mandriles de laminado (24) formados, en la porción trasera orientada hacia una placa oscilante (30) , por un primer manguito (66) , por un cuerpo tubular (68) de dimensiones más pequeñas en relación al primer manguito (66) , insertado coaxialmente en el primer manguito
(66) y fijado al mismo por medio de una tuerca roscada (70) , insertado en el primer cuerpo tubular (68) .
18. El aparato de acuerdo con la reivindicación 17, en el que el mandril de laminado (24) incluye un manguito de brida (76) con la brida formada en su extremo delantero y orientada hacia la mesa giratoria en la que está confinado el recipiente metálico (10) , dispuesto dentro del primer manguito (66) y coaxialmente con el mismo y soportado mientras gira mediante uno o más cojinetes (77) .
19. El aparato de acuerdo con las reivindicaciones 17 y 18, en el que en el lado delantero del manguito de brida (76) del mandril de laminado (24) se fija un cuerpo cilindrico (80) conformado como un "cuenco" mediante tomillos (78) O medios equivalentes, que define, junto con su frontal interior, dos superficies contiguas (82, 84) con diámetros diversos.
20. El aparato de acuerdo con las reivindicaciones 17 a 19, en el que la superficie (82) del cuerpo cilíndrico (80) del mandril de laminado (24) , vuelta hacia la parte externa del mismo cuerpo cilíndrico y en la dirección de la mesa giratoria, tiene un diámetro más grande que el de la superficie posterior (84) , situada en la porción intermedia del propio cuerpo cilíndrico (80) , y está enlazada con la superficie (84) por medio de una superficie rebajada cónica (86) .
(90) o medios equivalentes, y con un tercer manguito (92) con diámetros diversos insertado en la dirección axial que, cerca de su lado trasero, define una posición en la que se ajusta un resorte helicoidal (94) que, junto a su porción delantera, girada hacia la mesa giratoria y dentro del cuerpo cilíndrico (80) , presenta una extensión (92') de forma cilíndrica y que se extiende a lo largo de una longitud limitada hacia la mesa giratoria comenzando desde el lado delantero del propio manguito y que recibe un soporte de brida (96) desde cuyo lado inferior, orientado hacia el tercer manguito (92) , se extiende un apéndice tubular (96') que entra en el tercer manguito (92) . 22. El aparato de acuerdo con la reivindicación 21, en el que comenzando desde el lado trasero del apéndice tubular (96') del soporte de brida (96) se inserta un árbol (98) , fijado al propio apéndice tubular por medio de una conexión roscada u otra conexión de tipo conocido y, dentro del soporte de brida (96) y en el lado opuesto en relación a la inserción del árbol (98) se fija un pivote conformado (100) , mediante una conexión roscada o una de tipo equivalente. 23. El aparato de acuerdo con cualquiera de las reivindicaciones 17 a 22, en el que la porción delantera del pivote conformado (100) , orientada hacia la mesa giratoria, forma una porción con un diámetro menor que es adecuada para constituir el asiento de anclaje de un dispositivo de centrado (102) . 24. El aparato de acuerdo con cualquiera de las reivindicaciones 21 a 23, en el que entre el soporte de brida (96) y un cuerpo de soporte (122) , conformado como un "cubo" con una altura limitada y una sección circular, pivota una pluralidad de palancas (112) , por medio de una clavija o pivote (110) , en cuyo extremo libre se fija un disco o rodillo (114) , haciendo corresponder la superficies (82) y (84) con diámetros diversos del cuerpo cilíndrico (80) . 25. El aparato de acuerdo con la reivindicación 24, en el que cada una de las palancas (112) , en la porción! intermedia de su sección longitudinal, define un asiento (116) para recibir una rueda o rodillo conformado (112) equipado, a lo largo de una superficie que es paralela al eje de giro del mandril de laminado (24) , con una oquedad: o surco que está conformado como función del collar que se va a fabricar en el recipiente metálico (10) y que está confinado a las palancas (112) por medio de pivotes (120) o de otro modo conocido. 26. El aparato de acuerdo con cualquiera de las reivindicaciones 24 a 25, en el que, dentro del cuerpo de soporte (112) y coaxialmente con el mismo, se sitúa un contraste (126) , de forma cilíndrica, con la superficie interna, conformada como función del tipo de recipiente metálico (10) , que coopera con cojinetes (128) de tipo tradicional. • 27. El aparato de acuerdo con la reivindicación 11, que incluye uno o más mandriles (26) construidos por una cola (130) con diámetros diversificados, de forma cillndrica, en cuyo lado inferior, vueHo la dirección de la placa oscilante: (30) , se forma una abertura u orificio (132) , siendo éste adecuado para recibir un árbol giratorio o un soporte de" mandril, fijado a la propia placa oscilante. 28. El aparato de acuerdo con la reivindicación 27, en el que en la superficie lateral de la cola (130) , en posición ; radial y equidistantes entre sí, se construyen dos o más parejas de bolsillos opuestos (124) , que definen el asiento: de alojamiento de una pluralidad de soportes de sujeción de insertos (136) , estas dos o más parejas de bolsillos~ opuestos (124) , en el área superior central de la superficie lateral, éstos presentan un enrasado (136') el cual, ' comenzando desde el área central de la superficie lateral de cada soporte de sujeción de insertos (136) , se extiende hacia la base terminal del soporte de sujeCión de insertos y en el lado vuelto hacia la mesa giratoria y es adecuado: para recibir brocas o filos (138) . 29. El aparato de acuerdo con la reivindicación 28, en el que los soportes de sujeción de insertos (136) están situados, fijados a y ajustados en las parejas de bolsillos opuestos (124) por medio de tomillos (140) u otros medios equivalentes. 30. El aparato de acuerdo con cualquiera de las reivindicaciones 27 a 29, en el que en el lado delantero de la cola (130) , en la dirección de la mesa giratoria en relación a la cual está fijado en recipiente metálico (10) , se encaja un dispositivo de centrado (144) en un pivote o tomillo (142) . 31 . El aparato de acuerdo con cualquiera de las reivindicaciones anteriores, en el que el al menos un mandril de ribeteado y el al menos un mandril de laminado están conformados para formar un collar (18") que puede ser cerrado por al menos dos tapones de diferentes tipos, esto es, un tapón de corona y un tapón de abrefácil. 21 . El aparato de acuerdo con cualquiera de las reivindicaciones 17 a 20, en el que el mandril de laminado (24) incluye un soporte cilíndrico (88) situado dentro del manguito de brida (76) , fijado a su brida por medio de tornillos
Patentes similares o relacionadas:
Método para producir una lata de bebidas, una lata tipo botella o una lata de aerosol de aleación de aluminio, del 22 de Julio de 2020, de Constellium Neuf-Brisach: Metodo de fabricacion de una lata de bebida, una botella o un pulverizador de aleacion de aluminio, por medio de embutido-estiramiento seguido de formacion de cuello y/o […]
Mejoras en o relacionadas con un procedimiento de formación de artículos de metal, del 6 de Noviembre de 2019, de GCL International Sarl: Un procedimiento de formación de cierre de metal para la conformación de un cierre de metal para un acabado del cuello de un recipiente a partir […]
Dispositivo de conformación, del 6 de Noviembre de 2019, de HINTERKOPF GMBH: Dispositivo de conformación para cuerpos huecos con forma de vaso con un bastidor de máquina , una disposición de accionamiento, una mesa circular […]
Conjunto de rodillo de alisado, del 2 de Octubre de 2019, de Belvac Production Machinery, Inc: Un conjunto de cabezal de torreta para formar un artículo con cuello (200b) que tiene una porción de cuello estrechada , incluyendo la porción de cuello […]
 Anillos de matriz con vibración ultrasónica, del 28 de Agosto de 2019, de Magnaparva Packaging Limited: Una matriz , que comprende:
un anillo de matriz generalmente cilíndrico que comprende una superficie final y que tiene un modo […]
Anillos de matriz con vibración ultrasónica, del 28 de Agosto de 2019, de Magnaparva Packaging Limited: Una matriz , que comprende:
un anillo de matriz generalmente cilíndrico que comprende una superficie final y que tiene un modo […]
Conjunto de martillo de formación y método de ensamblaje de un conjunto de martillo de formación, del 5 de Junio de 2019, de Belvac Production Machinery, Inc: Un conjunto de martillo de formación para una máquina de formación de recipientes, incluyendo la máquina de formación de recipientes un conjunto de torreta […]
Dispositivo para cerrar recipientes de chapa, del 13 de Mayo de 2019, de HUBER PACKAGING GROUP GMBH: Dispositivo para cerrar recipientes de chapa , con una estación para recibir un recipiente que está abierto hacia arriba y que tiene un borde […]
Procedimiento de fabricación de latas de aluminio y la composición de pretratamiento usada, del 12 de Abril de 2019, de HENKEL AG & CO. KGAA: Procedimiento de fabricación de cilindros de latas, en el que (A) una rodaja de una chapa de aluminio se embute profundamente formando […]