Procedimiento para el rectificado en desbaste de la superficie lateral de un taladro.
Procedimiento para el rectificado en desbaste de la superficie (3) lateral de un taladro (2) mediante una herramienta(5) de rectificar con regletas (7) de rectificado,
en un husillo (6) de trabajo cuyo eje (MA) longitudinal, en casode desplazamiento (S) respecto al eje (MB) longitudinal del taladro (2), se introduce antes del rectificado, excén-tricamente en el taladro (2), y durante la operación de rectificado, la remoción del material en el taladro (2) se realizade tal manera que se lleva a cabo un desplazamiento del eje (MB) longitudinal del taladro (2), hasta que se eliminela desviación que se presenta en ciertos casos, y el eje (MB) longitudinal del taladro (2) terminado esté coaxialcon el eje (MA) longitudinal de la herramienta (5) de rectificar, rectificándose a continuación uniformemente,en la posición coaxial de los ejes (3, MA, MB) longitudinales, la superficie lateral mediante rectificado (en desbaste),caracterizado porque el husillo (6) de trabajo está apoyado flotante, y porque al menos durante la mecanización delsector del taladro (2), opuesto a una unidad (10) de carro, el movimiento de la carrera de la herramienta (5) de rectificar,es realizado por la unidad (10) de carro, de manera que el husillo (6) de trabajo se mueve mediante la unidad(10) de carro, en forma alternante respecto a su eje (MA) longitudinal.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2004/008808.
Solicitante: GEHRING TECHNOLOGIES GMBH.
Nacionalidad solicitante: Alemania.
Dirección: GEHRINGSTRASSE 28 73760 OSTFILDERN ALEMANIA.
Inventor/es: FLORES, GERHARD, BLAUT,Arnold.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B24B33/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 33/00 Máquinas o dispositivos de acabado; Accesorios a este efecto. › para trabajar interiormente superficies de revolución, p. ej. de forma cilíndrica o cónica.
PDF original: ES-2385886_T3.pdf
Fragmento de la descripción:
Procedimiento para el rectificado en desbaste de la superficie lateral de un taladro.
La invención se refiere a un procedimiento para el rectificado en desbaste de la superficie lateral de un taladro, en el que para la corrección del desplazamiento de la posición del eje longitudinal y/o de la inclinación del taladro respecto a su posición teórica, primeramente se mecaniza la superficie lateral a corte parcial hasta que la posición del eje del taladro a mecanizar, sea igual a la del eje de la herramienta de rectificar, y a continuación se lleva a cabo la mecanización del taladro a corte pleno.
Se conoce un procedimiento semejante por el artículo de U. Klink y G. Flores , rectificado de taladros de cilindros de GGV, publicado en la revista WB (taller e industria) , nº anual 133 (2000) , número 4, páginas 48-50, 52. En este caso, el eje longitudinal de la herramienta de rectificar está fijado durante toda la mecanización, mediante una guía superior y una inferior. Del mismo modo el bloque del motor, y con él el taladro a mecanizar, está sujeto sólidamente (véase aa0, figura 5) . Por consiguiente, durante la mecanización, se tiene que compensar el desplazamiento axial entre el eje longitudinal del husillo de trabajo y el eje longitudinal de la herramienta de rectificar, mediante una doble articulación (véase aa0, figura 5, letra b) . Son desventajosas, tanto la necesidad de un apoyo fijo por encima y por debajo de la pieza, como también la necesidad de una compensación de un desplazamiento axial entre el eje de la herramienta de rectificar y el eje del husillo de trabajo, mediante una doble articulación. Esto condiciona, además, que este procedimiento sólo se pueda emplear en piezas en las que se den determinados requisitos para el acceso al taladro en la pieza. Esto quiere decir que este procedimiento sólo se puede emplear para taladros pasantes, pero no para taladros ciegos como los que se encuentran principalmente, por ejemplo, en el caso de recorridos de los pistones en los bloques de los motores de combustión interna Por lo tanto, la misión de la invención se basa en crear un procedimiento del tipo citado al comienzo, que sea de aplicación universal.
Esta misión se resuelve mediante las notas características de la reivindicación 1, estando el eje del husillo de trabajo en la misma posición teórica del taladro, estando apoyado flotante el husillo de trabajo y estando dispuesta la herramienta de rectificar, fija en su extremo, y guiándose, además, la herramienta de rectificar al comienzo de la mecanización, excéntricamente en el taladro a mecanizar, y llevándose a cabo la mecanización hasta que el eje longitudinal del taladro sea igual al eje longitudinal del husillo de trabajo.
Una compensación del desplazamiento del eje longitudinal del husillo de trabajo respecto al eje longitudinal de la herramienta de rectificar, ya no es más necesaria, como consecuencia del apoyo flotante del husillo de trabajo , y de la disposición fija de la herramienta de rectificar en aquel. Del mismo modo no es más necesario un apoyo fijo de la herramienta de rectificar a ambos lados del taladro. Más bien, el ciclo del procedimiento es de tal manera que primeramente a corte parcial, se aproxima la posición del eje longitudinal de la herramienta de rectificar, a la posición del eje longitudinal del husillo de trabajo, que es igual a la posición teórica del taladro, y después a corte pleno, se consigue este.
De este modo es posible mecanizar también en piezas mediante rectificado en desbaste, taladros que únicamente son accesibles por un lado. En este caso es posible, tanto una corrección de la posición del taladro, como también una corrección de la inclinación del eje del taladro. Lo último es de importancia notable, en especial, en bloques de motor, puesto que allí es importante en especial medida, la exactitud de la inclinación referida al eje del cigüeñal. Perfeccionamientos ventajosos están previstos en las reivindicaciones secundarias.
Según un perfeccionamiento preferente del procedimiento está previsto que al menos durante la mecanización del sector del taladro, opuesto a una unidad de carro, el movimiento de la carrera de la herramienta de rectificar, sea realizado por una unidad de carro, de manera que el husillo de trabajo se mueva mediante la unidad de carro, en forma alternante respecto a su eje longitudinal. La unidad de carro ofrece, con independencia de su posición instantánea, una estabilidad uniforme de guía del husillo. En este caso el husillo de rectificar se encuentra en su posición terminal superior. La combinación utilizada de unidad de carro, con husillo incorporado de rectificar, permite en el corte parcial, una elevada estabilidad de la unidad de carro y, en el corte pleno, elevadas velocidades como las que permite un husillo de rectificar. A causa de este acondicionamiento se puede minimizar un husillo de trabajo apoyado flotante, con respecto a su longitud útil. Aquí hay que entender como longitud útil mínima, que al llegar al punto inferior de inversión de la carrera de la herramienta, para longitud máxima normal saliente, la posición de la herramienta se encuentre poco antes de la arista superior del taladro. Esto corresponde a la longitud útil mínima que no se puede reducir más, y está predeterminada por la longitud a rectificar del taladro.
Se ha considerado como apropiado que durante un corte parcial que se lleva a cabo en primer lugar, se lleve a cabo una aproximación electromecánica de las regletas de rectificado, con definidos de pausa. La conmutación de corte parcial a parámetros de corte pleno, se puede activar mediante un control del consumo de potencia, puesto que el par de fuerzas aumenta con el apoyo en toda la superficie de las regletas de corte. Esto puede ser también la señal para la retirada del movimiento del carro, de manera que con ello comience el movimiento de carrera mediante el husillo de rectificar, y el movimiento longitudinal alternante se realice por el husillo de rectificar a corte
pleno. Gracias a la utilización de la unidad de carro como accionador de la carrera, se puede elevar esencialmente la estabilidad del husillo.
Durante el rectificado a corte pleno se lleva a cabo una aproximación electromecánica paso a paso, controlándose la fuerza de aproximación que actúa sobre las regletas de rectificado. De esto se deduce una combinación de aproximación controlada por desplazamiento y por fuerza. Según otro acondicionamiento del procedimiento, durante el corte parcial se aplica un primer juego de regletas de rectificado, y el corte pleno se realiza con un segundo juego de regletas de rectificado.
A continuación se explica en detalle un ejemplo de realización de la invención, de la mano del dibujo. En el dibujo
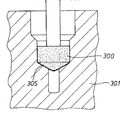
se muestra: Figura 1 Un corte de un bloque de motor y de una herramienta de rectificar que se encuentra encima de él, en representación esquemática. Figura 2 Un corte del bloque de motor según la figura 1, con la herramienta de rectificar cerca del final de la mecanización. Figura 3 Un corte radial de un taladro y de la herramienta, al comienzo de la mecanización. Figura 4 Una vista en perspectiva de un detalle de una pared del taladro, con el paso del perfil torneado al perfil rectificado. Figura 5 Un desarrollo de un detalle de la pared del taladro según la figura 4.La figura 1 muestra una pieza 1, en la que en el ejemplo de realización se trata de un bloque de motor. Esta pieza 1 comprende varios taladros 2 que están previstos como taladros de los cilindros, y presentan una superficie 3 lateral que hay que mecanizar. Cada taladro 2 posee un eje MB longitudinal. En el bloque 1 de motor, en la zona inferior, están previstos varios apoyos 4 del cigüeñal que poseen un eje MK común, es decir, el eje MK longitudinal del cigüeñal. El bloque 1 de motor está cogido exactamente posicionado en un portapiezas 8, mediante espigas 9 indicativas, de manera que la situación relativa de la pieza 1, esté posicionada exactamente.
Del mismo modo, la corrección de la inclinación del eje del taladro, quiere decir una cogida angularmente correcta de la pieza. Por lo tanto es necesario que los ejes MA y MK se puedan orientar perpendiculares uno a otro.
Por encima de la pieza 1 está representada una herramienta 5 de rectificar que está dispuesta en un husillo 6 de trabajo apoyado flotante, y comprende varias regletas 7 de rectificado que están previstas para la mecanización de la superficie 3 lateral de los taladros 2. El husillo 6 de trabajo y, por tanto, también la misma herramienta 5 de rectificar, poseen un eje... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para el rectificado en desbaste de la superficie (3) lateral de un taladro (2) mediante una herramienta (5) de rectificar con regletas (7) de rectificado, en un husillo (6) de trabajo cuyo eje (MA) longitudinal, en caso de desplazamiento (S) respecto al eje (MB) longitudinal del taladro (2) , se introduce antes del rectificado, excén5 tricamente en el taladro (2) , y durante la operación de rectificado, la remoción del material en el taladro (2) se realiza de tal manera que se lleva a cabo un desplazamiento del eje (MB) longitudinal del taladro (2) , hasta que se elimine la desviación que se presenta en ciertos casos, y el eje (MB) longitudinal del taladro (2) terminado esté coaxial con el eje (MA) longitudinal de la herramienta (5) de rectificar, rectificándose a continuación uniformemente, en la posición coaxial de los ejes (3, MA, MB) longitudinales, la superficie lateral mediante rectificado (en desbaste) , caracterizado porque el husillo (6) de trabajo está apoyado flotante, y porque al menos durante la mecanización del sector del taladro (2) , opuesto a una unidad (10) de carro, el movimiento de la carrera de la herramienta (5) de rectificar, es realizado por la unidad (10) de carro, de manera que el husillo (6) de trabajo se mueve mediante la unidad (10) de carro, en forma alternante respecto a su eje (MA) longitudinal.
2. Procedimiento según la reivindicación 1, caracterizado porque durante la mecanización a corte parcial, el husillo 15 (6) de trabajo se puede inmovilizar en dirección longitudinal, en la unidad (10) de carro.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque durante el rectificado en desbaste a corte parcial, se lleva a cabo una aproximación paso a paso con arrastre de forma, de las regletas (7) de rectificado, con tiempos definidos de pausa.
4. Procedimiento según alguna de las reivindicaciones 1 a 3, caracterizado porque durante el rectificado en des20 baste a corte pleno, se lleva a cabo una aproximación paso a paso con arrastre de fuerza.
Patentes similares o relacionadas:
Herramienta rectificadora, del 11 de Diciembre de 2019, de TYROLIT SCHLEIFMITTELWERKE SWAROVSKI K.G.: Herramienta rectificadora para mecanizar la superficie interior de un taladro cilíndrico en una pieza de trabajo, con un eje de giro , […]
Método de bruñido para el mecanizado de precisión de orificios, del 3 de Julio de 2019, de Elgan-Diamantwerkzeuge GmbH & Co. Kg: Método de bruñido para el mecanizado de la superficie interna de un orificio en una pieza de trabajo mediante al menos una operación […]
Dispositivo de detección de defectos y sistema de producción, del 21 de Marzo de 2019, de NISSAN MOTOR CO., LTD.: Un dispositivo de detección de defectos incluyendo: un dispositivo de formación de imagen configurado para tomar una imagen de […]
 Método de rectificado y herramienta rectificadora, del 27 de Enero de 2016, de Elgan-Diamantwerkzeuge GmbH & Co. Kg: Método para el tratamiento de la superficie interna de una perforación en una pieza de trabajo con ayuda de al menos una operación de rectificado, particularmente para […]
Método de rectificado y herramienta rectificadora, del 27 de Enero de 2016, de Elgan-Diamantwerkzeuge GmbH & Co. Kg: Método para el tratamiento de la superficie interna de una perforación en una pieza de trabajo con ayuda de al menos una operación de rectificado, particularmente para […]
Sistema y proceso de lapeado para una superficie metálica de trabajo, del 15 de Julio de 2015, de Fricso Ltd: Un proceso de lapeado para el acondicionamiento de una superficie de trabajo de metal de una pieza mecánica, sirviendo la superficie de trabajo […]
 MAQUINA PARA EL MECANIZADO DE ALTA PRECISION POR BRUÑIDO, del 2 de Junio de 2010, de KADIA PRODUKTION GMBH + CO.: Máquina para el mecanizado de alta precisión de piezas de trabajo por bruñido con un husillo de bruñido montado en una carcasa de husillo […]
MAQUINA PARA EL MECANIZADO DE ALTA PRECISION POR BRUÑIDO, del 2 de Junio de 2010, de KADIA PRODUKTION GMBH + CO.: Máquina para el mecanizado de alta precisión de piezas de trabajo por bruñido con un husillo de bruñido montado en una carcasa de husillo […]
SISTEMA DE PORTAHERRAMIENTAS PARA EL CALIBRADO DE ALTA PRECISION DE ORIFICIOS., del 16 de Abril de 2006, de SUNNEN ITALIA S.R.L.: Sistema de portaherramientas del tipo que comprende un árbol motor conectado a través de juntas de cardán a un árbol accionado que soporta una herramienta […]