Procedimiento para crear una junta de estanqueidad en la tapa de cierre de un contenedor.
Procedimiento para crear una junta de estanqueidad en la tapa de cierre de un contenedor,
a partir de una tapa formada separadamente, caracterizado porque comprende las operaciones siguientes:
- insertar en una tapa (1, 10, 100) una primera parte (3, 30, 300) de material en estado plástico provisto de propiedades de barrera frente a O2, CO2;
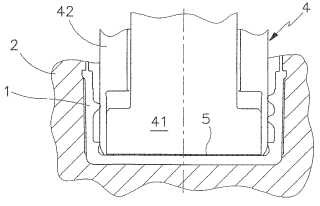
- insertar una primera matriz (4, 40, 400) para someter a dicha primera parte de material a compresión para formar en la base de la tapa una primera capa (5, 50, 500) de material provisto de propiedades de barrera frente a dichos gases;
- insertar en la tapa sobre dicha primera capa una segunda parte (6, 60, 600) de material en estado plástico provisto de propiedades de estanqueidad frente a los líquidos; y
- insertar una segunda matriz (7, 70, 700) para someter a dicha segunda parte de material a compresión para formar sobre dicha primera capa una segunda capa (8, 80, 800) con propiedades de estanqueidad frente a los líquidos, extendiéndose dicha segunda capa periféricamente sobre dicha primera capa, de modo que dicha primera capa
quede cubierta con respecto al contenido líquido de un contenedor.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2002/000093.
Solicitante: SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA.
Nacionalidad solicitante: Italia.
Dirección: 17/A, VIA SELICE PROVINCIALE 40026 IMOLA (BOLOGNA) ITALIA.
Inventor/es: PARRINELLO, FIORENZO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C43/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 43/00 Moldeo por compresión, es decir, aplicando una presión externa para hacer que fluya el material de moldeo; Aparatos a este efecto. › en varias etapas.
- B29C43/18 B29C 43/00 […] › incorporando partes o capas preformadas, p. ej. moldeo por prensado alrededor de elementos insertos o sobre objetos a recubrir.
- B29L31/56 B29 […] › B29L SISTEMA DE INDEXACION ASOCIADO A LA SUBCLASE B29C, RELATIVO A OBJETOS PARTICULARES. › B29L 31/00 Otros objetos particulares. › Tapones o tapas para botellas, jarras o similares.
- B65D41/04 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 41/00 Capuchones, p. ej. cubiertas de rebordes o cápsulas de engarce, es decir, elementos que tienen partes que sujetan sobre la periferia exterior de un cuello o lado que define una apertura de vertido o descarga; Cubiertas protectoras de tipo capuchón para los elementos de cierre, p. ej. cubiertas decorativas de hojas de metal o papel (B65D 45/00 tiene prioridad). › Capuchones o cubiertas con forma de capuchones roscados o similares, fijados por rotación.
- B65D53/04 B65D […] › B65D 53/00 Elementos de estanqueidad o de embalaje; Estanqueidad realizada por materiales líquidos o plásticos. › Discos.
PDF original: ES-2392681_T3.pdf
Fragmento de la descripción:
Procedimiento para crear una junta de estanqueidad en la tapa de cierre de un contenedor.
Campo técnico
La presente invención se refiere a un procedimiento para crear una junta de estanqueidad en el interior de tapas para tapones formadas mediante el moldeo de materiales sintéticos, tales como tapas para tapones que, por ejemplo, se enroscan en las botellas de bebidas o alimentos.
En particular, la invención se refiere a un procedimiento para crear una junta de estanqueidad en el interior de las tapas para tapones formadas mediante moldeo por compresión en caliente.
Técnica anterior
Generalmente, las tapas pueden ser del tipo de una pieza, en el que el propio material de la tapa forma la junta de estanqueidad, debido a la forma de la tapa, cuando ésta se enrosca en el cuello del contenedor, o del tipo de dos piezas, en el que la parte central de la tapa está delimitada por un anillo de contención que contiene una junta de un material blando que forma la junta de estanqueidad cuando se comprime al enroscarse contra la boca del contenedor.
No obstante, el desarrollo de los procedimientos de formación de tapas mediante la compresión en caliente, junto con el número creciente de materiales empleados, ha puesto en evidencia la necesidad de proporcionar a la tapa unos medios herméticos independientes, que se aplicarán durante la formación de la propia tapa.
La naturaleza del contenido del contenedor ha puesto en evidencia también la necesidad de formar no solo una junta de estanqueidad impermeable a los líquidos, sino también una junta de estanqueidad efectiva frente a los gases.
Por ejemplo, algunos tipos de alimentos líquidos deben protegerse necesariamente frente a la oxidación, impidiendo que se introduzca oxígeno inoportunamente en el contenedor una vez que la tapa se haya enroscada.
El oxígeno puede introducirse por permeabilidad en forma de moléculas, y ello no se impide con los materiales que se emplean habitualmente para fabricar tapas.
Asimismo, en el caso de las bebidas carbonatadas es importante procurar limitar la migración de CO2, lo que puede suceder tanto mecánicamente como por permeabilidad.
Se ha intentado proporcionar una junta de estanqueidad frente a los gases, el denominado efecto barrera, fabricando o instalando una junta discoidal capaz de proporcionar el efecto barrera deseado.
En el documento EP 0 920 967, se divulga un conjunto de cierre que comprende una parte de tapa en el que una primera capa de material hermético impermeable a líquidos y gases se moldea por presión contra la tapa y una barrera de lámina de aluminio se aplica a la capa hermética.
En el documento EP 0 926 078, se divulga un revestimiento para un cierre plástico que combina las funciones de una junta de estanqueidad, para acoplarse con la superficie hermética del contenedor, y una barrera mejorada frente la transmisión de gas. El revestimiento incluye al menos nueve capas alternas de materiales barrera y matriz polimérica, estando orientadas las capas alternas generalmente paralelas al plano del disco.
En el documento EP-A-0970893, se divulga conocer un procedimiento para crear una junta de estanqueidad en una tapa de cierre de un contenedor, que empieza a partir del momento en que una tapa se ha producido de forma independiente. El procedimiento prevé la compresión en la tapa de una primera capa provista de propiedades de estanqueidad frente a gases, y la compresión sobre la primera capa de una segunda capa provista de propiedades de estanqueidad frente a líquidos.
En los documentos WO-A-02055398, WO-A-0147679 y US-A-5356021, se dan a conocer otros ejemplos de una tapa provista de una junta de estanqueidad interna, comprendiendo la junta una primera capa en contacto con la tapa, provista de propiedades de barrera, y una segunda capa ubicada sobre la primera provista de propiedades de estanqueidad frente a líquidos. Cabe mencionar que los documentos WO-A-02055398, WO-A-0147679 cumplen las condiciones del artículo 54 (3) del EPC.
No obstante, esta solución, por lo general, no es satisfactoria porque los materiales empleados para proporcionar el efecto barrera no están provistos de características mecánicas adecuadas para formar una junta de estanqueidad suficiente ya que su dureza supera la necesaria para garantizar una buena junta de estanqueidad frente a gases y líquidos.
El objetivo de la presente patente es proporcionar un procedimiento para formar tapas de cierre capaces de proporcionar una junta de estanqueidad en la boca de los contenedores tanto frente a los líquidos que contiene como frente a gases y, por consiguiente, impedir la entrada de oxígeno y la salida de CO2.
Descripción de la invención
Este objetivo se alcanza mediante el procedimiento definido en las reivindicaciones.
La invención se pondrá mejor de manifiesto a partir de la descripción de varias formas de realización del proceso de moldeo por compresión que permite la implementación de la invención.
En la descripción siguiente, la tapa está formada por un proceso de compresión.
El proceso de compresión consiste en colocar, en la cavidad de una matriz cuya temperatura está adecuadamente controlada, una cantidad de material sintético, tal como polipropileno homopolímero o polipropileno copolímero en estado plástico.
Una matriz, denominada matriz de formación de tapas, se inserta para obligar al material a colocarse en el interespacio que se crea entre la matriz y la cavidad, hasta que este interespacio se llena.
Las formas de la cavidad y de la matriz se complementan entre sí y crean respectivamente las formas exterior e interior de la tapa.
El proceso de la presente patente empieza una vez que la tapa se ha formado de este modo.
En la tapa, se inserta una primera parte de un material capaz de proporcionar una acción de barrera frente a gases como O2 y CO2 y otros gases de origen orgánico . Este material impermeable al gas es un material preferentemente seleccionado de entre PVDC (policloruro de vinilideno) , resinas con un alto contenido en nitrilo, PA (poliamida) , EVOH (alcohol de polivinilo) y PEN (naftalato de polietileno) .
Es un material moldeable por compresión que se somete a la acción de una primera matriz por el que adopta la forma de un disco que se adhiere a la pared interior de la base de la tapa.
Una vez que la primera matriz se retira, una segunda parte de material moldeable por compresión se inserta en la tapa, este material está provisto de buenas características de hermeticidad mecánicas e hidráulicas.
El material de dicha segunda parte se selecciona convenientemente de entre caucho SBS (estireno-butadienoestireno) , caucho SEBS (estireno-etileno-butadieno-estireno) , EVA (etileno vinil acetato) y LLDPE (polietileno lineal de baja densidad) o una mezcla de dichos materiales.
A fin de reducir la posibilidad de que el oxígeno entre en contacto con el contenido del contenedor cerrado con la tapa, se pueden añadir sustancias químicas, conocidas comúnmente como sustancias destinadas a mantener bajas concentraciones de oxígeno, como ascorbato de sodio o sulfito sódico, al material de la segunda parte a fin de provocar una reacción química con el O2 y evitar la oxidación debida al O2 ya presente en el contenedor y al que pueda introducirse.
La inserción de una segunda matriz crea un disco del material de dicha segunda parte que cubre el primer disco y está destinado a entrar en contacto con el contenido de la botella cerrada con la tapa.
La acción sinérgica de los dos materiales garantiza la hermeticidad y el efecto barrera.
Si los materiales que están en contacto no son compatibles, se puede proporcionar una capa de adhesivo entre sus capas.
La capa adhesiva consiste convenientemente en PPgMAH (polipropileno injertado con anhídrido maleico) o LDPEgMAH (polietileno de baja densidad injertado con anhídrido maleico) .
A continuación, se describen tres ejemplos de tapas fabricadas mediante el procedimiento de la invención como modo de ejemplo no limitativo con la ayuda de las figuras de los dibujos adjuntos.
Las figuras 1 a 9 muestran una primera forma de realización... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para crear una junta de estanqueidad en la tapa de cierre de un contenedor, a partir de una tapa 5 formada separadamente, caracterizado porque comprende las operaciones siguientes:
- insertar en una tapa (1, 10, 100) una primera parte (3, 30, 300) de material en estado plástico provisto de propiedades de barrera frente a O2, CO2;
- insertar una primera matriz (4, 40, 400) para someter a dicha primera parte de material a compresión para formar en la base de la tapa una primera capa (5, 50, 500) de material provisto de propiedades de barrera frente a dichos gases;
- insertar en la tapa sobre dicha primera capa una segunda parte (6, 60, 600) de material en estado plástico provisto 15 de propiedades de estanqueidad frente a los líquidos; y
- insertar una segunda matriz (7, 70, 700) para someter a dicha segunda parte de material a compresión para formar sobre dicha primera capa una segunda capa (8, 80, 800) con propiedades de estanqueidad frente a los líquidos, extendiéndose dicha segunda capa periféricamente sobre dicha primera capa, de modo que dicha primera capa
quede cubierta con respecto al contenido líquido de un contenedor.
2. Procedimiento según la reivindicación 1, caracterizado porque dichas capas presentan una forma circular, presentando la primera capa un diámetro menor que el diámetro interior de la segunda capa y de la tapa.
3. Procedimiento según la reivindicación 1, caracterizado porque el material de dicha primera parte (3, 30, 300) se selecciona de entre PVDC (policloruro de vinilideno) , resinas con un alto contenido en nitrilo, PA (poliamida) , EVOH (alcohol de polivinilo) y PEN (naftalato de polietileno) .
4. Procedimiento según la reivindicación 1, caracterizado porque el material de dicha segunda parte se selecciona 30 de entre compuestos que contienen caucho SBS o caucho SEBS, EVA, LLDPE y mezclas de dichos materiales.
5. Procedimiento según la reivindicación 1, caracterizado porque dicha primera matriz (4, 40, 400) comprende un anillo externo de contención (42) .
6. Procedimiento según la reivindicación 1, caracterizado porque antes de insertar dicha primera parte (3, 30, 300) de material en la tapa, en la base de esta última se crea un rebaje circular (11) que presenta un diámetro superior al diámetro interior de dicho anillo de contención (42) , y menor que el diámetro exterior del mismo.
7. Procedimiento según la reivindicación 1, caracterizado porque antes de insertar dicha primera parte (3, 30, 300) , 40 se aplica un adhesivo a la base de la tapa.
8. Procedimiento según la reivindicación 7, caracterizado porque dicho adhesivo se selecciona de entre PPgMAH (polipropileno injertado con anhídrido maleico) y LDPEgMAH (polietileno de baja densidad injertado con anhídrido maleico) .
9. Procedimiento según la reivindicación 1, caracterizado porque antes de insertar dicha segunda parte, se aplica un adhesivo a la primera capa.
10. Procedimiento según la reivindicación 9, caracterizado porque dicho adhesivo se selecciona de entre PPgMAH
50 (polipropileno injertado con anhídrido maleico) y LDPEgMAH (polietileno de baja densidad injertado con anhídrido maleico) .
Patentes similares o relacionadas:
Tapón y su método de producción, del 22 de Julio de 2020, de PELLICONI & C. S.P.A.: Tapón para la fermentación en botella de vinos espumosos, que comprende una cápsula metálica y un elemento de estanqueidad , que se encuentra dentro […]
Método para revestir un cuerpo hueco con un cuerpo moldeado prensado, del 6 de Mayo de 2020, de MS-Schramberg Holding GmbH & Co. KG: Método para revestir la superficie interior de un cuerpo hueco con un cuerpo moldeado prensado de material en polvo, en donde el material en polvo […]
Procedimiento de realización de preformas tridimensionales mediante el conformado de preformas iniciales con velos, del 26 de Febrero de 2020, de Coriolis Group: Procedimiento de realización de una preforma tridimensional que comprende - la realización de una preforma inicial que comprende varias capas superpuestas, […]
Método y dispositivo para la fabricación de plástico reforzado con fibra, del 19 de Febrero de 2020, de TORAY INDUSTRIES, INC.: Un método de producción para un plástico reforzado con fibra, en el que una preforma hecha de un sustrato de fibra de refuerzo y que tiene una forma tridimensional y […]
Método y aparato para obtener un cuerpo en forma de copa, del 15 de Enero de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un método que comprende las etapas de: - proporcionar un cuerpo en forma de copa , teniendo dicho cuerpo una pared lateral , que se extiende […]
Procedimiento para fabricar una barra conductora, del 27 de Noviembre de 2019, de GE Renewable Technologies: Procedimiento para la fabricación de una barra conductora compuesta de filamentos apilados con las siguientes etapas, proporcionar un […]
Material de suministro de resina, preforma y método para producir resina reforzada con fibra, del 27 de Noviembre de 2019, de TORAY INDUSTRIES, INC.: Un material de suministro de resina que se usa para el moldeo a presión o el moldeo por vacío y presión de una resina reforzada con fibra, comprendiendo […]
Estructura intercalada y artículo moldeado integrado que la utiliza, y procedimientos para producirlos, del 13 de Noviembre de 2019, de TORAY INDUSTRIES, INC.: Estructura intercalada formada a partir de un componente de núcleo, que comprende una fibra de refuerzo discontinua, una resina termoplástica y huecos, y un elemento […]