SISTEMA DE SUMINISTRO DE FLUIDO REFRIGERANTE PARA HERRAMIENTAS DE RECTIFICACIÓN.
Una herramienta de rectificación abrasiva que comprende: una muela de rectificación (10) que tiene una frente anular de rectificación (12) suspendida de un cuerpo sustancialmente circular;
estando configurado dicho cuerpo para ser embragado operativamente por un husillo de la máquina para rotación alrededor de un eje central (19); teniendo dicho cuerpo una pared interior tubular que define un orificio axial (40) configurado para transportar un fluido refrigerante en una dirección descendente a su través desde un extremo proximal a un extremo distal del mismo; estando acoplada dicha pared interior a una porción cóncava del cuerpo (48) que termina en una periferia interior del frente anular de rectificación (12); un reborde (52) dispuesto dentro de la porción cóncava del cuerpo, en orientación superpuesta con el mismo; teniendo dicho reborde una periferia exterior dispuesta dentro de aproximadamente 20 mm de la periferia interior de dicho frente de rectificación; definiendo dicho reborde y dicha porción cóncava del cuerpo un conducto de flujo de fluido (49) entre ellos, encontrándose el conducto de flujo de fluido (49) en comunicación fluida con dicho orificio axial y con dicho frente de rectificación; en donde durante la rotación operativa de la muela de rectificación, el fluido refrigerante que fluye aguas abajo a través del orificio es transportado radialmente hacia fuera dentro de dicho conducto de flujo de fluido para suministro a el frente de rectificación; caracterizado por una pluralidad de canales (34) dispuestos en comunicación fluida con dicho frente de rectificación (12) y dicho conducto de flujo de fluido (49), en donde dichos canales están dispuestos dentro de dicho frente de rectificación (12)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07010244.
Solicitante: SAINT-GOBAIN ABRASIVES, INC.
SAINT-GOBAIN ABRASIFS TECHNOLOGIE ET SERVICES.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 1 NEW BOND STREET BOX NO. 15138 WORCESTER, MA 01615-0138 ESTADOS UNIDOS DE AMERICA.
Inventor/es: RUTKIEWICZ,BRIAN P, HART,KEN J.
Fecha de Publicación: .
Fecha Solicitud PCT: 23 de Mayo de 2007.
Fecha Concesión Europea: 11 de Agosto de 2010.
Clasificación Internacional de Patentes:
- B24D7/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24D HERRAMIENTAS PARA TRABAJAR CON MUELA, PULIR O AFILAR (cuerpos abrasivos especialmente concebidos para el trabajo en tambor, p. ej. bolas abrasivas B24B 31/14; herramientas de acabado B24B 33/08; herramientas de afinado B24B 37/11). › B24D 7/00 Muelas aglomeradas, o muelas dotadas de segmentos abrasivos incorporados, concebidas para trabajar de otra manera que por su periferia, p. ej. por el costado; Anillos o accesorios para el montaje de estas muelas. › provistas de medios de enfriamiento.
Clasificación PCT:
- B24D7/10 B24D 7/00 […] › provistas de medios de enfriamiento.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Sistema de suministro de fluido refrigerante para herramientas de rectificación.
Antecedentes de la invención
Esta invención se refiere a herramientas abrasivas, y más particularmente a muelas de rectificación y métodos adaptados para reemplazar las operaciones de fresado utilizadas para la eliminación de grandes cantidades de material de la superficie de piezas de trabajo, como se conoce por ejemplo por el documento US-A-5993297.
Los componentes propuestos para ensamblajes de precisión complejos tales como automóviles y otros productos industriales tienen que fabricarse a menudo conforme a estándares de calidad severos, con inclusión de tolerancias dimensionales y requisitos de acabado de superficie estrictos. Algunos de los estándares más estrictos están asociados con la fabricación de componentes de vehículos. En el paso de acabado inicial, estos componentes se mecanizan generalmente por procesos comunes tales como fresado de un solo corte o rectificación de alta velocidad utilizando cabezales de fresado que tienen inserciones cerámicas endurecidas, tales como nitruro de silicio, carburo de wolframio, o diamante policristalino (PCD). Para ayudar a asegurar que la superficie acabada es adecuadamente lisa y plana después del mecanizado, se utiliza a menudo un método multietápico, que incluye una pasada de desbaste y una o más pasadas de acabado con herramientas de rectificación de precisión. Con los nuevos centros de mecanizado de alta velocidad, se suministra un fluido refrigerante a presión relativamente alta y de volumen bajo mediante el husillo (a través de un orificio axial) al centro del cabezal de corte. Dado que los procesos de corte mecánicos son muy lentos, comparados con los procesos de rectificación, la naturaleza del sistema de suministro de fluido refrigerante no es crítica para la eficacia de la operación de corte.
Estos procesos de rectificación se han utilizado para fabricar motores de vehículos, componentes de la transmisión, alojamientos de bombas, válvulas de solenoide, componentes de servodirección, frentes de cojinetes y frentes de coincidencia para uso en automóviles y otros vehículos, aparatos eléctricos, máquinas y otros artículos de fabricación. En general, los procesos de corte con herramientas mecánicas (conocidos también como "mecanizado" o "fresado" han sido utilizados en cualquier aplicación u operación en la que la pieza de trabajo deba tener una superficie de precisión plana y paralela. En prácticamente la totalidad de estas aplicaciones y operaciones, el proceso de fresado debe ir seguido por un proceso de rectificación para reducir la rugosidad superficial a un nivel más fino que el que puede alcanzarse con un proceso de fresado.
En muchas operaciones, las piezas de trabajo han tenido que procesarse ulteriormente, por ejemplo con una muela de rectificación con frente de tipo cubeta en una máquina de rectificación convencional, para satisfacer estos estándares. Desventajosamente, este paso de rectificación adicional, con inclusión del cambio y montaje adicionales de la herramienta, tiende a aumentar el tiempo y el coste de fabricación de las piezas de trabajo.
Un intento para reducir el número de pasos discretos de fabricación ha implicado equipar las máquinas fresadoras con muelas de rectificación en lugar de cuchillas de fresado para realizar un paso de rectificación de la superficie en lugar de un paso de fresado del frente. De esta manera, se anticipó que ambas operaciones de fresado basto y de acabado podrían eliminarse en favor de una o más operaciones de rectificación, para eliminar de este modo la necesidad de cambios adicionales de herramienta, montajes de herramienta múltiples, etc. Un inconveniente de este enfoque, sin embargo, es que el flujo de fluido refrigerante alimentado centralmente (es decir, husillo) a presión relativamente alta, proporcionado por máquinas de fresado tiende a ser incompatible con las muelas de rectificación, que típicamente están basadas en un flujo de fluido refrigerante a baja presión, alimentado periféricamente. US-A 5 993 297 describe una herramienta de rectificación abrasiva que comprende una muela abrasiva que tiene una cara abrasiva anular que depende de un cuerpo sustancialmente circular, configurada para ser embragada operativamente por un husillo de la máquina para rotación alrededor de un eje central. El cuerpo tiene una pared tubular interior que define un orificio axial configurado para transportar a su través un fluido refrigerante en dirección aguas abajo desde un extremo proximal a un extremo distal del mismo, y la pared interior está acoplada a una porción cóncava del cuerpo que termina en una periferia interior de la cara abrasiva anular. Está dispuesto un reborde en el interior de la porción cóncava del cuerpo en orientación superpuesta a la misma. El reborde y la porción cóncava del cuerpo definen un conducto de flujo de fluido entre ambos, estando el conducto de flujo de fluido en comunicación fluida con el orificio axial y con la cara abrasiva. Durante la rotación operativa de la muela abrasiva, el fluido refrigerante que fluye aguas abajo a través del orificio es transportado radialmente hacia fuera en el interior del conducto de flujo de fluido para suministro a la cara abrasiva.
Existe por tanto necesidad de una herramienta y/o método mejorados para efectuar operaciones de rectificación utilizando máquinas fresadoras convencionales refrigeradas por husillo.
Sumario de la invención
Los problemas arriba mencionados se resuelven al menos parcialmente por una herramienta de rectificación como la expuesta en la reivindicación 1, y un método como se expone en la reivindicación 25. Aspectos, detalles, características y realizaciones adicionales son evidentes a partir de las reivindicaciones subordinadas, la descripción y los dibujos que se acompañan.
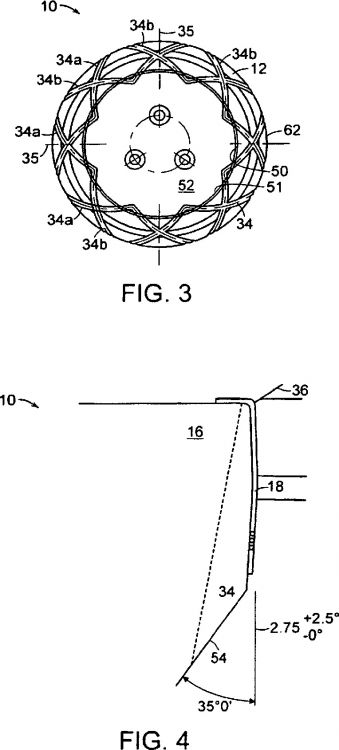
En un aspecto de la invención, una herramienta de rectificación abrasiva incluye una muela de rectificación que tiene una frente anular de rectificación suspendida de un cuerpo sustancialmente circular configurado para ser embragado operativamente por un husillo mecánico para rotación alrededor de un eje central. El cuerpo tiene una pared tubular interior que define un orificio axial configurado para transportar el fluido refrigerante en dirección aguas abajo a su través desde un extremo proximal a un extremo distal. La pared interior está acoplada a una porción cóncava de cuerpo que termina en una periferia interior del frente anular de rectificación. Un reborde que tiene una periferia exterior dispuesta dentro de aproximadamente 20 mm de la periferia interior del frente de rectificación, está dispuesto dentro de la porción cóncava del cuerpo, en orientación superpuesta al mismo, para definir un conducto de flujo de fluido entre el reborde y la porción cóncava del cuerpo. El conducto de flujo de fluido está en comunicación fluida con el orificio axial y con el frente de rectificación, de tal modo que durante la rotación operativa de la muela de rectificación, el fluido refrigerante que fluye aguas abajo a través del orificio es transportado radialmente hacia fuera en el interior del conducto de flujo de fluido para suministro a el frente de rectificación. Realizaciones de la patente de invención están provistas de canales 34, tal como se muestran en líneas imaginarias en las Figuras 2A y 2B, y en Fig. 3, para aumentar adicionalmente el flujo de fluido refrigerante. Como se muestra mejor en las Figs. 2A y 2B, los canales 34 se extienden a lo largo de, o definen, una superficie nocional troncocónica dispuesta en ángulo agudo respecto al eje 19. Los canales proporcionan comunicación fluida entre el frente de rectificación 12 y el conducto de flujo de fluido 49. Está dispuesta una pluralidad de canales en comunicación fluida con la cara abrasiva y el conducto de flujo de fluido, estando dispuestos los canales en el interior de la cara de molienda.
En otro aspecto de la invención, un método para rectificar una pieza de trabajo a fin de formar una superficie plana, incluye proporcionar una muela de rectificación con frente abrasiva, como la descrita, que tiene una frente anular de rectificación suspendida de un cuerpo sustancialmente circular, estando configurado el cuerpo para ser embragado operativamente por un husillo de máquina herramienta, y teniendo una pared interna tubular que define un orificio axial configurado para transportar fluido refrigerante en dirección aguas...
Reivindicaciones:
1. Una herramienta de rectificación abrasiva que comprende:
una muela de rectificación (10) que tiene una frente anular de rectificación (12) suspendida de un cuerpo sustancialmente circular;
estando configurado dicho cuerpo para ser embragado operativamente por un husillo de la máquina para rotación alrededor de un eje central (19);
teniendo dicho cuerpo una pared interior tubular que define un orificio axial (40) configurado para transportar un fluido refrigerante en una dirección descendente a su través desde un extremo proximal a un extremo distal del mismo;
estando acoplada dicha pared interior a una porción cóncava del cuerpo (48) que termina en una periferia interior del frente anular de rectificación (12);
un reborde (52) dispuesto dentro de la porción cóncava del cuerpo, en orientación superpuesta con el mismo;
teniendo dicho reborde una periferia exterior dispuesta dentro de aproximadamente 20 mm de la periferia interior de dicho frente de rectificación;
definiendo dicho reborde y dicha porción cóncava del cuerpo un conducto de flujo de fluido (49) entre ellos, encontrándose el conducto de flujo de fluido (49) en comunicación fluida con dicho orificio axial y con dicho frente de rectificación;
en donde durante la rotación operativa de la muela de rectificación, el fluido refrigerante que fluye aguas abajo a través del orificio es transportado radialmente hacia fuera dentro de dicho conducto de flujo de fluido para suministro a el frente de rectificación; caracterizado por una pluralidad de canales (34) dispuestos en comunicación fluida con dicho frente de rectificación (12) y dicho conducto de flujo de fluido (49),
en donde dichos canales están dispuestos dentro de dicho frente de rectificación (12).
2. La herramienta de rectificación de la reivindicación 1, en donde dicha periferia exterior de dicho reborde está dispuesta dentro de aproximadamente 10 mm de la periferia interior de dicho frente de rectificación.
3. La herramienta de rectificación de la reivindicación 1, en donde dicha periferia exterior de dicho reborde está dispuesta dentro de aproximadamente 5 mm de la periferia interior de dicho frente de rectificación.
4. La herramienta de rectificación de la reivindicación 1, que comprende un conducto de flujo de fluido central que acopla de modo comunicable dicho orificio axial con dicho conducto de flujo de fluido.
5. La herramienta de rectificación de la reivindicación 4, en donde dicho conducto de flujo de fluido central comprende una porción de dicha pared interior que se extiende radialmente hacia fuera y aguas abajo del extremo distal de dicho orificio.
6. La herramienta de rectificación de la reivindicación 4, en donde dicho conducto de flujo de fluido central comprende una pluralidad de caminos que se extienden a través de dicho cuerpo.
7. La herramienta de rectificación de la reivindicación 4, en donde dicho conducto de flujo de fluido central comprende una porción de aguas arriba de dicha porción cóncava del cuerpo.
8. La herramienta de rectificación de la reivindicación 4, en donde dicho conducto de flujo de fluido comprende un área de corte transversal mínima menor que o igual a aproximadamente 300% de dicho orificio.
9. La herramienta de rectificación de la reivindicación 8, en donde dicho conducto de flujo de fluido central está dispuesto entre dicho orificio y dicha área de corte transversal mínima, teniendo dicho conducto de flujo de fluido central un área de corte transversal mayor que dicha área de corte transversal mínima.
10. La herramienta de rectificación de la reivindicación 1, que comprende un acoplamiento sujeto a dicho cuerpo, estando configurado dicho acoplamiento para ser embragado operativamente con un husillo de la máquina de rectificación.
11. La herramienta de rectificación de la reivindicación 1, en donde dicho cuerpo y dicho frente de rectificación forman un componente unitario.
12. La herramienta de rectificación de la reivindicación 1, en donde dicho frente de rectificación comprende una pluralidad de segmentos dispuestos en relación espaciada alrededor de una periferia de dicha muela de rectificación.
13. La herramienta de rectificación de la reivindicación 1, en donde la porción cóncava del cuerpo comprende una pared troncocónica dispuesta en un ángulo agudo con respecto al eje central.
14. La herramienta de rectificación de la reivindicación 13, en donde el reborde comprende una pared troncocónica dispuesta en ángulo agudo con respecto al eje central, siendo el ángulo agudo paralelo al ángulo de la pared troncocónica de la porción cóncava del cuerpo.
15. La herramienta de rectificación de la reivindicación 13, en donde el reborde comprende una pared troncocónica dispuesta en ángulo agudo respecto al eje central, siendo el ángulo de la pared del reborde mayor que el ángulo de la pared troncocónica de la porción cóncava del cuerpo, en donde la pared del reborde y la pared troncocónica de la porción cóncava del cuerpo no son paralelas y convergen en la porción de aguas abajo del conducto de flujo de fluido sin bloquear el conducto de flujo de fluido.
16. La herramienta de rectificación de la reivindicación 1, en donde dicha pluralidad de canales se prolonga en el conducto de flujo de fluido.
17. La herramienta de rectificación de la reivindicación 1, en donde dicha pluralidad de canales se prolongan radialmente hacia el interior de la periferia de dicho reborde.
18. La herramienta de rectificación de la reivindicación 17, en donde dicha periferia exterior de dicho reborde es colindante con la periferia interior de dicho frente de rectificación.
19. La herramienta de rectificación de la reivindicación 1, en donde dicho frente de rectificación comprende una sola capa de abrasivo dispuesta dentro de un material aglomerante.
20. La herramienta de rectificación de la reivindicación 1, en donde dicho frente de rectificación comprende granos abrasivos seleccionados del grupo constituido por alúmina, sílice, carburo de silicio, circonia-alúmina, granate, esmeril, diamante, y nitruro de boro cúbico (CBN), dispuestos dentro de un aglomerante seleccionado del grupo constituido por aglomerante orgánico, resinoso y vitrificado, bronce, latón, cobre, estaño, cinc, cobalto, hierro, níquel, plata, aluminio, indio, antimonio, titanio, circonio, cromo, wolframio, y sus aleaciones, y mezclas de los mismos.
21. La herramienta de rectificación de la reivindicación 20, en donde dichos granos abrasivos tienen un tamaño de grano comprendido dentro del intervalo de
al menos aproximadamente 1 micrómetro; y
hasta aproximadamente 1181 micrómetros.
22. La herramienta de rectificación de la reivindicación 21, en donde dichos granos abrasivos tienen un tamaño de grano comprendido dentro del intervalo de
al menos aproximadamente 3 micrómetros; y
hasta aproximadamente 710 micrómetros.
23. La herramienta de rectificación de la reivindicación 1, en donde durante la rotación operativa de la muela de rectificación, el fluido refrigerante que fluye aguas abajo a través del orificio es transportado radialmente hacia fuera en dicho conducto de flujo de fluido para suministro a el frente de rectificación en un flujo sustancialmente laminar.
24. La herramienta de rectificación de la reivindicación 1, en donde dicho reborde es unitaria con dicho cuerpo.
25. Un método para rectificar una pieza de trabajo a fin de formar una superficie plana, comprendiendo dicho método:
(a) proporcionar una muela de rectificación de frente abrasiva de acuerdo con la reivindicación 1, que tiene una frente anular de rectificación suspendida de un cuerpo sustancialmente circular, estando configurado el cuerpo para ser embragado operativamente por un husillo de la máquina herramienta para rotación alrededor de un eje central, teniendo el cuerpo una pared interior tubular que define un orificio axial configurado para transportar el fluido refrigerante en dirección aguas abajo a través del mismo desde un extremo proximal a un extremo distal del mismo, estando acoplada la pared interior a un porción cóncava del cuerpo que termina en una periferia interior del frente anular de rectificación, un reborde dispuesto dentro de la porción cóncava del cuerpo, en orientación superpuesta con el mismo, teniendo dicho reborde una periferia exterior dispuesta dentro de aproximadamente 20 mm de una periferia interior de dicho frente de rectificación; definiendo dicho reborde y dicha porción cóncava del cuerpo un conducto de flujo de fluido entre ellos, estando dicho conducto de flujo de fluido en comunicación fluida con dicho orificio axial y con dicho frente de rectificación, en donde dicha muela de rectificación de frente abrasiva tiene una pluralidad de canales dispuestos en comunicación fluida con dicho frente de rectificación y dicho conducto de flujo de fluido, y en donde dichos canales están dispuestos dentro de dicho frente de rectificación;
(b) orientar el eje central en un ángulo α predeterminado con relación a la pieza de trabajo;
(c) hacer girar la muela de rectificación alrededor del eje central;
(d) suministrar flujo de fluido refrigerante aguas abajo a través del orificio, para transporte radial hacia fuera a través del conducto de flujo de fluido para suministro a el frente de rectificación en un flujo sustancialmente laminar;
(e) trasladar la muela de rectificación hacia la pieza de trabajo a lo largo de un camino de la herramienta paralelo a ella, en donde dicho frente de rectificación captura y elimina material de la pieza de trabajo.
26. El método de la reivindicación 25, en donde un conducto de flujo de fluido central acopla de manera comunicante el orificio axial con el conducto de flujo de fluido.
27. El método de la reivindicación 26, en donde dicho conducto de flujo de fluido comprende un área de corte transversal mínima menor que o igual a aproximadamente 300% de la de dicho orificio.
28. El método de la reivindicación 27, en donde dicho conducto de flujo de fluido central está dispuesto entre dicho orificio y dicha área de corte transversal mínima, teniendo dicho conducto de flujo de fluido central un área de corte transversal mayor que dicha área de sección transversal mínima.
29. El método de la reivindicación 25, en donde dicho frente de rectificación comprende una sola capa de abrasivo dispuesta dentro de un material aglomerante.
30. El método de la reivindicación 25, en donde el frente de rectificación comprende abrasivo dispuesto dentro de una matriz vitrificada.
31. El método de la reivindicación 25, en donde dicho ángulo α es oblicuo.
Patentes similares o relacionadas:
Herramienta abrasiva para rectificar un bloque motor, del 18 de Septiembre de 2019, de TYROLIT SCHLEIFMITTELWERKE SWAROVSKI K.G.: Herramienta abrasiva para rectificar un bloque motor, que comprende - un cuerpo base que comprende una zona central de acoplamiento para sujetar […]
Procedimiento y sistema para alimentar un fluido de enfriamiento durante el mecanizado de una pieza de trabajo por medio de una muela abrasiva de copa y la muela abrasiva de copa utilizada en el mismo, del 27 de Marzo de 2019, de BIESSE S.P.A.: Un conjunto de muela abrasiva de copa, que comprende: - un cuerpo de soporte dentro del cual un husillo está soportado de manera rotativa […]
HERRAMIENTA DE CORTE DESTINADA A LA RETIRADA DE REVESTIMIENTOS SOBRE UNOS SUBSTRATOS MINERALES., del 1 de Abril de 2006, de CARBODIAM S.A.: Muela de refrentado en forma de cubeta constituida por un cuerpo perforado por orificios provisto de segmentos en forma de reja de arado que presenta […]
HERRAMIENTA DE AVELLANAR., del 1 de Marzo de 2006, de WENDT GMBH: Herramienta de avellanar para producir avellanados cónicos en taladros cilíndricos de lunas de vidrio , que comprende un cuello […]
DISCO ABRASIVO DE AMOLADO Y PROCEDIMIENTO DE REALIZACION DE ESTE DISCO., del 16 de Enero de 2002, de S.A. CARBODIAM: LA INVENCION SE REFIERE A UN DISCO ABRASIVO DE ESMERILADO CONSTITUIDO POR UN SOPORTE QUE COMPRENDE UNA ZONA PERIFERICA EN FORMA DE CORONA , UNA ZONA MEDIANA EN FORMA […]
PIEDRA ESMERILADORA PERFECCIONADA APLICABLE SOBRE ELEMENTOS DE PULIDO., del 16 de Abril de 2001, de LOZANO GINEL,ANTONIO: 1. Piedra esmeriladora perfeccionada aplicable sobre elementos de pulido caracterizada por estar constituida a partir de un elemento que adopta una configuración cilíndrica […]
DISPOSITIVO ABRASIVO, del 16 de Octubre de 1997, de DE BEERS INDUSTRIAL DIAMOND DIVISION (PROPRIETARY) LIMITED: EL DISPOSITIVO PULIDO ABRASIVO TIENE UN SOPORTE, NORMALMENTE A MODO DE CABEZA PULIDORA ROTATIVA Y UNAS ALMOHADILLAS PULIDORAS ABRASIVAS […]
 DISPOSITIVO DE PULIDO O FRESADO Y PROCEDIMIENTO PARA EL ACCIONAMIENTO DEL DISPOSITIVO DE PULIDO O FRESADO, del 27 de Mayo de 2009, de NOVOCERIC TRANSPORTANLAGEN GMBH: Dispositivo de pulido o fresado para el aplanado de piedras, con una herramienta rotativa que presenta un centro de giro así como al menos un elemento de corte […]
DISPOSITIVO DE PULIDO O FRESADO Y PROCEDIMIENTO PARA EL ACCIONAMIENTO DEL DISPOSITIVO DE PULIDO O FRESADO, del 27 de Mayo de 2009, de NOVOCERIC TRANSPORTANLAGEN GMBH: Dispositivo de pulido o fresado para el aplanado de piedras, con una herramienta rotativa que presenta un centro de giro así como al menos un elemento de corte […]