RUEDA DE VEHÍCULO REVESTIDA Y PROCEDIMIENTO DE REVESTIMIENTO.
Un método para el tratamiento de una rueda de vehículo que comprende áreas de alojamiento del talón del neumático (17,
23), cada una de las cuales incluye un reborde de retención del talón del neumático correspondiente (16, 24) y un alojamiento del talón del neumático adyacente (18, 22), caracterizado por la aplicación de un revestimiento localizado resistente al desgaste y a la corrosión en dicha área de alojamiento del talón (17, 23) de la rueda, en donde el grosor del revestimiento aplicado es de 0,1-0,25 mm (0,004-0,01 pulgadas)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2003/030526.
Solicitante: ALCOA INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: ALCOA CORPORATE CENTER 201 ISABELLA STREET PITTSBURGH, PA 15212-5858 ESTADOS UNIDOS DE AMERICA.
Inventor/es: PAJERSKI, A. VICTOR, KAUFOLD,Roger,W.Alcoa Inc, WHITTLE,Neville,C.Alcoa Inc, PATRICK,Edward,P.
Fecha de Publicación: .
Fecha Solicitud PCT: 25 de Septiembre de 2003.
Clasificación Internacional de Patentes:
- C23C24/04 QUIMICA; METALURGIA. › C23 REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO QUIMICO DE LA SUPERFICIE; TRATAMIENTO DE DIFUSION DE MATERIALES METALICOS; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL; MEDIOS PARA IMPEDIR LA CORROSION DE MATERIALES METALICOS, LAS INCRUSTACIONES, EN GENERAL. › C23C REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO DE MATERIALES METALICOS POR DIFUSION EN LA SUPERFICIE, POR CONVERSION QUIMICA O SUSTITUCION; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL (fabricación de productos revestidos de metal por extrusión B21C 23/22; revestimiento metálico por unión de objetos con capas preexistentes, ver las clases apropiadas, p. ej. B21D 39/00, B23K; metalización del vidrio C03C; metalización de piedras artificiales, cerámicas o piedras naturales C04B 41/00; esmaltado o vidriado de metales C23D; tratamiento de superficies metálicas o revestimiento de metales mediante electrolisis o electroforesis C25D; crecimiento de monocristales C30B; mediante metalización de textiles D06M 11/83; decoración de textiles por metalización localizada D06Q 1/04). › C23C 24/00 Revestimiento a partir de polvos inorgánicos (pulverización en estado fundido del material de revestimiento C23C 4/00; difusión en estado sólido C23C 8/00 - C23C 12/00). › Deposición de partículas por impacto.
- C23C28/00 C23C […] › Revestimiento para obtener al menos dos capas superpuestas, bien por procesos no previstos en uno solo de los grupos principales C23C 2/00 - C23C 26/00, bien por combinaciones de procesos previstos en las subclases C23C y C25D.
- C23C30/00 C23C […] › Revestimiento con materiales metálicos, caracterizado solamente por la composición del material metálico, es decir, no caracterizado por el proceso de revestimiento (C23C 26/00, C23C 28/00 tienen prioridad).
- C23C4/02 C23C […] › C23C 4/00 Revestimiento por pulverización del material de revestimiento en estado fundido, p. ej. por pulverización a la llama, con plasma o por descarga eléctrica (soldadura de recarga B23K, p. ej. B23K 5/18, B23K 9/04). › Pretratamiento del material a revestir, p. ej. por revestimiento de partes determinadas de la superficie.
- C23C4/06 C23C 4/00 […] › Materiales metálicos.
- C23C4/08 C23C 4/00 […] › que contienen únicamente elementos metálicos (C23C 4/073 tiene prioridad).
- C23C4/10 C23C 4/00 […] › Óxidos, boruros, carburos, nitruros, siliciuros; Sus mezclas.
Clasificación PCT:
- B05D1/36 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B05 PULVERIZACION O ATOMIZACION EN GENERAL; APLICACION DE MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL. › B05D PROCEDIMIENTOS PARA APLICAR MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL (transporte de objetos en los baños de líquidos B65G, p. ej.. B65G 49/02). › B05D 1/00 Procedimientos para aplicar líquidos u otras materias fluidas a las superficies (B05D 5/00, B05D 7/00 tienen prioridad). › Aplicaciones sucesivas de líquidos u otros materiales fluidos, p. ej. sin tratamientos intermedios.
- C23C4/06 C23C 4/00 […] › Materiales metálicos.
- C23C4/08 C23C 4/00 […] › que contienen únicamente elementos metálicos (C23C 4/073 tiene prioridad).
- C23C4/10 C23C 4/00 […] › Óxidos, boruros, carburos, nitruros, siliciuros; Sus mezclas.
- C23C4/12 C23C 4/00 […] › caracterizado por el método de pulverización.
Clasificación antigua:
- B05D1/36 B05D 1/00 […] › Aplicaciones sucesivas de líquidos u otros materiales fluidos, p. ej. sin tratamientos intermedios.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2359405_T3.pdf
Fragmento de la descripción:
Antecedentes de la invención
Campo de la invención
La presente invención se refiere a ruedas de vehículos y, en particular, a ruedas para camiones, como ruedas de aluminio para camiones, que incluyen un revestimiento dispuesto en las áreas de desgaste de las ruedas de los camiones y a un método para el revestimiento de las mismas.
Descripción de técnicas relacionadas
Las ruedas de vehículos se ven sometidas a un uso prolongado y riguroso durante el funcionamiento de un vehículo de motor. Como resultado del uso prolongado y del severo desgaste, es corriente que haya que reemplazar las ruedas de vehículos con frecuencia. Durante su uso, las ruedas de vehículos están en contacto permanente con los neumáticos del vehículo de motor, lo que causa el desgaste de la rueda de vehículo debido a los mecanismos de desgaste por deslizamiento como la abrasión y la adhesión. Las ruedas de vehículos también pueden estar fabricadas de acero, como alternativa económica a las aleaciones de aluminio, sin embargo, el uso de acero no mitiga el desgaste de la rueda de vehículo. En los últimos años, las ruedas de aluminio han sido sustituidas por ruedas de acero dado su menor peso y su aspecto atractivo, sin reducir por ello su resistencia. Las ruedas de aluminio se han convertido en la opción preferente para coches, camiones, vehículos utilitarios deportivos e incluso para grandes camiones pesados como remolques-tractores. Por desgracia, el desgaste también se produce en vehículos muy cargados con ruedas de aluminio.
Bajo ciertas condiciones específicas de servicio, las ruedas de camiones, como las ruedas de aluminio forjado de camiones, presentan un estado de desgaste particular. Específicamente, una zona del reborde de la llanta de la rueda de aluminio del camión se desgasta localmente formando una ranura de una anchura de 6-12 mm (0,25-0,5 pulgadas) y una profundidad de 3-6 mm (0,125-0,250 pulgadas) de media. Las dimensiones de esta ranura de desgaste dependen normalmente de las condiciones de servicio de la rueda como, por ejemplo, la carga soportada, el estado de las carreteras y/o las condiciones meteorológicas, el número total de horas en servicio, la velocidad a la que esas horas se acumularon, la marca del neumático, la presión del neumático y el tamaño del neumático. El estado de esta “ranura de desgaste” puede influir potencialmente en la integridad estructural tanto de la rueda como del neumático del vehículo, lo cual es un asunto de especial preocupación en el caso de los camiones pesados dado su gran tamaño y sus aplicaciones corrientes de conducción interestatal a alta velocidad.
La resistencia a la corrosión de las ruedas de camiones también representa un factor en la cantidad de desgaste que la rueda de vehículo presentará bajo condiciones prácticas en carretera. Esto es digno de ser tenido especialmente en cuenta en el caso de las ruedas de aluminio utilizadas en los camiones. Son varios los factores que pueden acelerar la corrosión bajo condiciones de servicio. Entre estos “aceleradores” cabe mencionar la vibración de las llantas de los neumáticos y las elevadas temperaturas en el interior de los neumáticos durante la conducción del camión o de otro tipo de vehículos. La corrosión normalmente reduce la resistencia mecánica de la llanta del neumático y puede llevar a la destrucción del neumático y de la rueda. Ante un desgaste y una corrosión prolongados, la ranura antedicha aumenta de tamaño y pueden formarse unos bordes afilados en la misma que pueden cortar el neumático y, en caso de llegar a alcanzar un tamaño considerable, puede que haya que volver a trabajar a máquina la llanta para recuperar su forma. La presencia de esta “ranura de desgaste” también puede llegar a ser peligrosa si llega a afectar la integridad estructural de la rueda y el servicio del neumático montado en la misma.
A la vista de lo anterior, existe la necesidad de proteger las ruedas nuevas o usadas de vehículos contra el desgaste y contra la corrosión. También existe la necesidad de conseguir una rueda de aluminio para vehículos resistente al desgaste y a la corrosión, sobre todo una rueda de aluminio para camiones, resistente al desgaste y a la corrosión mejores que las ruedas corrientes de hoy día hechas de aluminio. Además, también existe la necesidad de contar con un método sencillo para mejorar la resistencia al desgaste y a la corrosión de las ruedas de vehículos, por ejemplo, revistiendo la rueda de vehículo con una capa protectora.
Resumen de la invención
En líneas generales, la presente invención se refiere a un método de revestimiento de ruedas de vehículos para aumentar su resistencia al desgaste y a la corrosión. El método consiste por lo general en aplicar un revestimiento localizado resistente al desgaste y a la corrosión sobre la superficie de la rueda de vehículo conforme a la reivindicación 1 de la presente invención. El método también puede consistir además en pulir mecánicamente el revestimiento. Opcionalmente, la superficie de la rueda de vehículo también puede prepararse mediante una abrasión mecánica, lo cual puede consistir en rugosificar, moletear y decapar con abrasivo, por medios mecánicos, la superficie de la rueda de vehículo. La superficie de la rueda de vehículo también se puede preparar atacándola químicamente o proyectando agua a muy alta presión sobre la superficie de la rueda de vehículo.
El revestimiento se aplica preferentemente en un área de alojamiento del talón del neumático que incluye un reborde de retención del talón del neumático y/o alojamiento del talón del neumático de la rueda de vehículo. La rueda de vehículo puede estar hecha de aluminio forjado o de aluminio fundido. El revestimiento puede incluir carburo de tungsteno, y/o cobalto y cromo, una superaleación a base de níquel, aluminio y carburo de silicio, o acero inoxidable. El revestimiento también puede estar hecho de una composición que incluye níquel, cromo, hierro, silicio y boro, y, opcionalmente, carburo de cromo o carburo de tungsteno. El grosor del revestimiento aplicado será de unos 0,10,25 mm (0,004 – 0,01 pulgadas) aproximadamente.
El revestimiento se puede aplicar mediante una pulverización en frío, pulverización térmica y pulverización cinética por descarga triboeléctrica. El revestimiento también se puede aplicar mediante una combustión a alta velocidad, una combustión a baja velocidad, pulverización por plasma y pulverización por doble arco. Opcionalmente, el revestimiento se puede aplicar mediante cualquier método capaz de mejorar las condiciones de desgaste a temperaturas de hasta 650 °C (1200 °F) aproximadamente.
La presente invención también se refiere en líneas generales a un método de revestimiento de una rueda de vehículo usada para aumentar su resistencia al desgaste y a la corrosión. Según esta realización, el método consiste en líneas generales en los pasos de contar con una rueda de vehículo usada, preparar la superficie de la rueda de vehículo usada y aplicar un revestimiento resistente a la corrosión y al desgaste sobre la superficie de la rueda de vehículo, aplicando el revestimiento en una zona de alojamiento del talón del neumático de la rueda de vehículo por lo menos.
Breve descripción de los dibujos
[La Fig. 1 es una vista en sección transversal de una rueda de vehículo en la que pueden verse las áreas interior y exterior de contacto con el neumático sobre las que se ha aplicado un revestimiento conforme a la presente invención;
La Fig. 2 es una vista en sección transversal de una porción de la rueda de vehículo mostrada en la Fig. 1;
La Fig. 3 es un gráfico de la resistencia al desgaste de un extremo cerrado de una rueda de vehículo sin revestir;
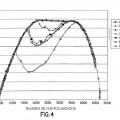
La Fig. 4 es un gráfico de la resistencia al desgaste de un extremo abierto de la rueda de vehículo sin revestir de la Fig. 3;
La Fig. 5 es un gráfico de la resistencia al desgaste de la rueda de vehículo que tiene un revestimiento de Al-Si aplicado en el extremo cerrado de la rueda de vehículo;
La Fig. 6 es un gráfico de la resistencia al desgaste de una rueda de vehículo que tiene un revestimiento de Al-Si aplicado en el extremo abierto de la rueda de vehículo;
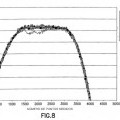
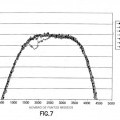
La Fig. 7 es un gráfico de la resistencia al desgaste de la rueda de vehículo que tiene un revestimiento de una superaleación a base de níquel aplicado en el extremo cerrado de la rueda de vehículo;... [Seguir leyendo]
Reivindicaciones:
1. Un método para el tratamiento de una rueda de vehículo que comprende áreas de alojamiento del talón del neumático (17, 23), cada una de las cuales incluye un reborde de retención del talón del neumático correspondiente (16, 24) y un alojamiento del talón del neumático adyacente (18, 22), caracterizado por la aplicación de un revestimiento localizado resistente al desgaste y a la corrosión en dicha área de alojamiento del talón (17, 23) de la rueda, en donde el grosor del revestimiento aplicado es de 0,1-0,25 mm (0,004-0,01 pulgadas).
2. El método de la Reivindicación 1, en donde dicho revestimiento localizado resistente al desgaste y a la corrosión se aplica al reborde de retención del talón del neumático (16, 24) de dicha área de alojamiento del talón del neumático (17, 24).
3. El método de la Reivindicación 1, en donde dicho revestimiento localizado resistente al desgaste y a la corrosión se aplica al alojamiento del talón del neumático (18, 22) de dicha área de alojamiento del talón del neumático (17, 23).
4. El método de la Reivindicación 1, en donde la rueda de vehículo está hecha de aluminio forjado.
5. El método de la Reivindicación 1, en donde la rueda de vehículo está hecha de aluminio fundido.
6. El método de la Reivindicación 1, en donde el revestimiento consta de carburo de tungsteno.
7. El método de la Reivindicación 6, en donde el revestimiento consta de además uno de cobalto y cromo.
8. El método de la Reivindicación 1, en donde el revestimiento consta de una superaleación a base de níquel.
9. El método de la Reivindicación 1, en donde el revestimiento consta de aluminio y carburo de silicio.
10. El método de la Reivindicación 1, en donde el revestimiento consta de acero inoxidable.
11. El método de la Reivindicación 1, en donde el revestimiento consta de níquel, cromo, hierro, silicio y boro, y, opcionalmente, carburo de cromo o carburo de tungsteno.
12. El método de la Reivindicación 1, en donde el revestimiento se aplica mediante un método seleccionado de grupo que consiste en la pulverización en frío, pulverización térmica y pulverización cinética por descarga triboeléctrica.
13. El método de la Reivindicación 1, en donde el revestimiento se aplica mediante un método seleccionado del grupo que consiste en la combustión de alta velocidad, combustión de baja velocidad, pulverización por plasma y pulverización por doble arco.
14. El método de la Reivindicación 1, en donde el revestimiento se aplica mediante un método para mejorar las condiciones de desgaste a temperaturas de hasta 650 °C (1200 °F) aproximadamente.
15. El método de la Reivindicación 1, que además consiste en el paso de pulir mecánicamente el revestimiento.
16. El método de la Reivindicación 1, que además consiste en el paso de preparar la superficie de la rueda de vehículo mediante una abrasión mecánica de la superficie de la rueda de vehículo.
17. El método de la Reivindicación 16, en donde el paso de preparar la superficie de la rueda de vehículo mediante una abrasión mecánica consiste en uno de los pasos de rugosificación, moleteado y decapado con abrasivo de la superficie de la rueda de vehículo.
18. El método de la Reivindicación 1, que además consiste en el paso de preparar la superficie de la rueda de vehículo mediante un ataque químico de la superficie de la rueda de vehículo.
19. El método de la Reivindicación 1, que además consiste en el paso de preparar la superficie de la rueda de vehículo proyectando un chorro de agua a muy alta presión sobre la superficie de la rueda de vehículo.
20. El método de la Reivindicación 1, en donde el revestimiento consta de carburo de tungsteno y cromo y, opcionalmente, puede incluir cobalto.
21. Un método de revestimiento de una rueda de vehículo conforme a cualquiera de las Reivindicaciones 1 a 22, en donde la rueda de vehículo es una rueda de vehículo usada y el método que además consiste en el paso de:
preparar una superficie de la rueda de vehículo usada antes de aplicar dicho revestimiento.
22. Una rueda de vehículo que comprende áreas de alojamiento del talón del neumático (17, 23), cada una de las
5 cuales incluye un reborde de retención del talón del neumático correspondiente (16, 24) y un alojamiento del talón del neumático adyacente (18, 22), que se caracteriza por la aplicación de un revestimiento localizado resistente al desgaste y a la corrosión en dicha área de alojamiento del talón de la rueda de vehículo, en donde el grosor del revestimiento aplicado es de 0,1-0.25 mm (0,004-0,01 pulgadas).
23. La rueda de vehículo de la Reivindicación 22, en donde el revestimiento consta de carburo de tungsteno.
24. La rueda de vehículo de la Reivindicación 22, en donde el revestimiento consta además de uno de cobalto y cromo.
25. La rueda de vehículo de la Reivindicación 22, en donde el revestimiento comprende una superaleación a base de níquel.
26. La rueda de vehículo de la Reivindicación 22, en donde el revestimiento se aplica al reborde de retención del 15 alojamiento del asiento del talón de dicha área de alojamiento del talón del neumático (17, 23).
27. La rueda de vehículo de la Reivindicación 22, en donde el revestimiento localizado resistente al desgaste y a la corrosión se aplica al alojamiento del talón del neumático (18, 22) de dicha área de alojamiento del talón del neumático (17, 23).
Patentes similares o relacionadas:
Recubrimiento pulverizado resistente a la corrosión y método para formar el mismo, del 3 de Junio de 2020, de Yoshikawa Kogyo Co., Ltd: Un recubrimiento pulverizado de aleación de Al-Mg resistente a la corrosión que cubre la superficie del sustrato, donde el recubrimiento pulverizado de […]
Elemento deslizante y método de producción de elemento deslizante, del 1 de Abril de 2020, de SENJU METAL INDUSTRY CO. LTD.: Un elemento deslizante caracterizado por que el elemento deslizante comprende: una capa de soporte compuesta de un primer material metálico basado en Fe; […]
Sistema de recubrimiento para el control de la holgura en maquinaria giratoria, del 12 de Febrero de 2020, de PRAXAIR S.T. TECHNOLOGY, INC.: Un sistema de sello de motores de turbina de gas que comprende un elemento giratorio que tiene una superficie de punta abrasiva que se dispone en relación […]
Método y aparato para aplicar un recubrimiento metálico, del 9 de Octubre de 2019, de Tata Steel Nederland Technology B.V: Método para aplicar un recubrimiento metálico o un recubrimiento a base de metal sobre una superficie de un sustrato o una parte de esa superficie, en donde la […]
Procedimiento de fabricación de una pieza de aeronave que incluye un substrato y una pieza que incluye un substrato cubierto con una capa de recubrimiento, del 14 de Agosto de 2019, de Safran Landing Systems: Procedimiento de fabricación de una pieza que incluye un substrato metálico (Sub) al menos parcialmente cubierto con una capa de recubrimiento […]
Polvo y recubrimiento resistentes a la corrosión, del 17 de Abril de 2019, de PRAXAIR S.T. TECHNOLOGY, INC.: Un polvo resistente a la corrosión útil para su deposición a través de dispositivos de pulverización térmica, consistiendo el polvo, en porcentaje en peso, en 30 a 50 % de […]
Miembro para el transporte de materiales a alta temperatura, del 3 de Diciembre de 2018, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un miembro de transferencia de materiales a alta temperatura, el cual incluye una película de recubrimiento, formada sobre una superficie de metal de base, mediante un […]
Polvo de metal, del 19 de Noviembre de 2018, de H.C. Starck Surface Technology and Ceramic Powders GmbH: Polvo de cermet que contiene 75-90% en peso de WC y de 10 a 25% en peso de uno o varios polvos de metal de matriz, así como hasta 3% en peso de agentes […]