PROCEDIMIENTO PARA LA FABRICACIÓN DE UNA CINTA DE SIERRA.
Procedimiento para la fabricación de una cinta de sierra (1), en el que, como mínimo, a una fila de dientes (11) de la cinta de sierra (1) se aplica un recubrimiento de un material duro mediante un proceso de recubrimiento en vacío, de manera que la cinta de sierra es arrollada de forma espiral en una bobina (8) y dotada de recubrimiento en esta forma, caracterizado porque, como mínimo, la fila de dientes (11) de la cinta de sierra (1) arrollada en la bobina (8) antes de la aplicación del recubrimiento de material duro es sometida a cepillado para la eliminación de virutas, que el recubrimiento se lleva a cabo con un grosor de 0,5 a 3 μ
m, y que el material que constituye el recubrimiento es aplicado mediante un procedimiento PVD o un procedimiento paCVD o una combinación de ambos a una temperatura comprendida entre 450 y 550 ºC
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/001669.
Solicitante: OERLIKON TRADING AG, TRUBBACH.
Nacionalidad solicitante: Suiza.
Dirección: HAUPTSTRASSE 9477 TRÜBBACH SUIZA.
Inventor/es: Balint,Michael.
Fecha de Publicación: .
Fecha Solicitud PCT: 23 de Febrero de 2006.
Clasificación PCT:
- B23D61/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23D CEPILLADO; MORTAJADO; CIZALLADO; BROCHADO; ASERRADO; LIMADO; RASPADO; OPERACIONES ANALOGAS NO PREVISTAS EN OTRO LUGAR, PARA EL TRABAJO DE METALES CON ARRANQUE DE MATERIAL (fabricación de ruedas dentadas o de órganos similares B23F; corte del metal por calentamiento localizado B23K; dispositivos para copiar o controlar B23Q). › B23D 61/00 Herramientas de las máquinas de aserrar o de los dispositivos de aserrado (herramientas para máquinas de taladrar B23B 51/04 ); Dispositivos de fijación para estas herramientas. › Hojas de sierra rectas; Hojas de sierra en forma de cinta.
- B23D65/00 B23D […] › Fabricación de herramientas para las máquinas de aserrar o los dispositivos de aserrado que sirvan para cortar cualquier clase de material.
- C23C14/00 QUIMICA; METALURGIA. › C23 REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO QUIMICO DE LA SUPERFICIE; TRATAMIENTO DE DIFUSION DE MATERIALES METALICOS; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL; MEDIOS PARA IMPEDIR LA CORROSION DE MATERIALES METALICOS, LAS INCRUSTACIONES, EN GENERAL. › C23C REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO DE MATERIALES METALICOS POR DIFUSION EN LA SUPERFICIE, POR CONVERSION QUIMICA O SUSTITUCION; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL (fabricación de productos revestidos de metal por extrusión B21C 23/22; revestimiento metálico por unión de objetos con capas preexistentes, ver las clases apropiadas, p. ej. B21D 39/00, B23K; metalización del vidrio C03C; metalización de piedras artificiales, cerámicas o piedras naturales C04B 41/00; esmaltado o vidriado de metales C23D; tratamiento de superficies metálicas o revestimiento de metales mediante electrolisis o electroforesis C25D; crecimiento de monocristales C30B; mediante metalización de textiles D06M 11/83; decoración de textiles por metalización localizada D06Q 1/04). › Revestimiento por evaporación en vacío, pulverización catódica o implantación de iones del material que constituye el revestimiento.
- C23C16/00 C23C […] › Revestimiento químico por descomposición de compuestos gaseosos, no quedando productos de reacción del material de la superficie en el revestimiento, es decir, procesos de deposición química en fase vapor (pulverización catódica reactiva o evaporación reactiva en vacío C23C 14/00).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
PDF original: ES-2361708_T3.pdf

Fragmento de la descripción:
La invención hace referencia a un procedimiento para la fabricación de una cinta de sierra, de acuerdo con la parte introductoria de la reivindicación 1.
Se conoce por el documento GB-A-1 513 667 un procedimiento de este tipo. En dicho procedimiento se aplica sobre la cinta de sierra un metal con alto punto de fusión y finalmente se endurece por impulsos.
El documento US 4 337 300 da a conocer un procedimiento de vaporización a una temperatura comprendida entre 300ºC y 600ºC para la fabricación de una herramienta de corte a base de un sustrato metálico de un acero rápido con un recubrimiento superficial con un grosor de 0,5 a 10 m, por ejemplo por vaporización en vacío (PVD) o por vaporización química bajo una corriente de plasma (paCVD).
El documento JP 03 032516 describe un procedimiento para la aplicación de un recubrimiento a una cinta de sierra mediante un proceso de recubrimiento en vacío.
Por el documento JP 61 044 171 A es conocido, el disponer sobre una herramienta a base de titanio una capa de mitruro, óxido o carbón.
El documento WO 01/90436 A1 define un procedimiento de recubrimiento en el que el objeto a recubrir es limpiado mediante un chorro de bolas antes de su recubrimiento.
Una cinta de sierra del estado de la técnica es conocida, por ejemplo, por el documento DE 102 02 770 A1. Se utiliza en máquinas de sierra de cinta tal como por ejemplo las descritas en el documento DE 25 38 718 A1 y en especial para aserrar piezas grandes que no se pueden mecanizar con sierras de disco. A pesar de los grandes esfuerzos realizados para conseguir composiciones de materiales mejorados para estas sierras de cinta, éstas están previstas o bien solamente son apropiadas, para velocidades de corte relativamente reducidas y avances pequeños y muestran tiempos de vida útil reducidos, es decir, se embotan muy rápidamente, y de forma correspondiente deben ser cambiadas frecuentemente.
Es conocido, además, disponer en herramientas y componentes para el aumento de la resistencia al desgaste y como protección a la corrosión, recubrimientos superficiales. Para ello se utilizan en muchos casos procedimientos PVD (depósito físico de vapor) o paCVD (depósito químico de vapor asistido por plasma) o bien combinaciones de ambos.
La publicación WO 2005/014877 A1 da a conocer el recubrimiento de una banda de acero en un procedimiento rodillo a rodillo de manera que sobre la banda preferentemente fabricada a base de acero laminado en frío, se aplica una capa de diferentes materiales duros en un cara o en ambas caras en etapas sucesivas del proceso. A continuación, se puede fabricar una cinta de sierra partiendo de esta banda.
Constituye un inconveniente, en este caso, que el recubrimiento tiene lugar desde un lado. De esta manera se aplica sobre las superficies con mayores solicitaciones funcionales (superficies libres y superficies de desprendimiento) la capa de recubrimiento más reducida y sobre las superficies menos solicitadas funcionalmente se plica el mayor grosor de la capa, por lo que el material de recubrimiento, que es costoso, resulta mal utilizado. Frecuentemente el recubrimiento se aplica además sobre aceros laminados en frío que solamente son endurecidos posteriormente, lo cual puede ser un inconveniente para la unión capa-sustrato. Por otra parte, dichos aceros laminados en frío no pueden ser recubiertos fácilmente después del endurecimiento, puesto que los procesos habituales PVD sobrepasan en mucho las temperaturas de revenido de dichos materiales. Los procedimientos PVD de baja temperatura tienen además el inconveniente de generar capas con mala adherencia, lo cual constituye un serio inconveniente en el caso de cargas elevadas tales como tienen lugar en las sierras y por desgaste abrasivo. Otro inconveniente se presenta por el procedimiento previsto, según el estado de la técnica, llamado rodillo a rodillo. En este caso, no se puede escoger cualquier geometría de la sierra, por ejemplo, no es posible una geometría de dientes cruzados ya que dichas bandas no pueden ser dobladas o lo son solamente con gran dificultad. Puesto que los grosores de capa conocidos en el estado de la técnica son sustancialmente mayores de 5 m, éstos son caros en la fabricación y no aportan mejoras sustanciales con respeto a las sierras sin recubrimiento puesto que existe la tendencia de que la capa se rompe en el inicio del trabajo en la punta de los dientes y por lo tanto no se puede aprovechar en estas zonas la ventaja de los recubrimientos.
Por lo tanto, es objetivo de la presente invención dar a conocer un procedimiento para la fabricación de una cinta de sierra del tipo mencionado, mediante el cual se pueda conseguir una cinta de sierra que posibilite una elevada capacidad funcional en la mecanización, especialmente con materiales metálicos. Además, se mejorará la economía de fabricación y también de la utilización de dichas cintas de sierra.
**(Ver fórmula)**
De acuerdo con la invención, este objetivo se consigue con las características de la reivindicación 1.
De acuerdo con la presente invención, se prevé también que, como mínimo, la fila de dientes, antes de la aplicación del recubrimiento, reciba un cepillado para la eliminación de las rebabas. Esta eliminación de las rebabas en la fila de dientes impide que se rompan las rebabas en la posterior utilización de la cinta de sierra, por lo que se generaría una superficie de la cinta de sierra sin recubrimiento.
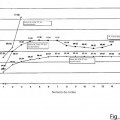
Mediante el recubrimiento objeto de la invención, resulta posible un tiempo de utilización mucho más prolongado o, como mínimo, de la fila de dientes de la cinta de sierra al aplicar el procedimiento objeto de la presente invención, lo cual además del tiempo más largo de la utilización de la cinta de sierra posibilita también mayores intervalos en el cambio de las cintas de sierra gastadas.
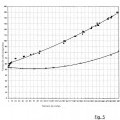
Otra ventaja de las cintas de sierra fabricadas de acuerdo con el procedimiento de la invención, consiste en las mayores velocidades de corte que son posibles así como en algunos casos un mayor avance de trabajo. Además, el recubrimiento puede conducir, a causa de un menor rozamiento, a un trabajo suave y regular de la cinta de sierra, por lo que son necesarios esfuerzos sustancialmente menores para producir el avance.
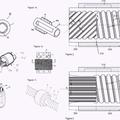
Una manipulación muy simple de la cinta de sierra durante el recubrimiento se consigue cuando la banda de la sierra es dotada del recubrimiento adoptando forma de bobina formando, para lo que antes del recubrimiento es arrollada, una espiral y es manipulada en la instalación de recubrimiento de esta forma, de manera que todas las filas de cintas están dirigidas en la misma dirección. Esta manera de proceder conduce además a una sustancial reducción de costes del procedimiento, puesto que se puede recubrir simultáneamente una longitud relativamente grande de la cinta de sierra.
Una cinta de sierra, según la invención, es decir, una banda de sierra correspondiente, consiste en un material básico HSS (acero rápido) sobre el cual se aplica una capa dura mediante procedimientos PVD o paCVD. Los aceros HSS son apropiados a causa de su elevada resistencia a la temperatura para recubrimiento con procesos PVD o paCVD, puesto que las temperaturas de revenido de estos aceros se encuentran normalmente sensiblemente por encima de 500ºC y por lo tanto es posible sin problema alguno un recubrimiento a 500ºC, lo que garantiza con respecto a los procesos de baja temperatura una unión de la capa de recubrimiento/material de base sensiblemente mejorada.
Son materiales especialmente apropiados para capas de recubrimiento de sierras de cinta las capas TiAlN así como AlCrN, tal como se pueden fabricar por ejemplo con sistemas industriales de recubrimiento de los tipos BAI1200 o RCS. Otras capas que facilitaron, como mínimo, combinaciones especiales de capa/material de trabajo, un aumento sensible del rendimiento de corte fueron combinaciones de TiAlN, AlCrN, CrN, así como los carbonitruros y carburos de las correspondientes capas, por ejemplo también capas múltiples o con gradiente con contenido de carbono creciente, combinadas con capas de recubrimiento metálicas o bien no metálicas DLC (diamond like carbon) (carbono similar a diamante), así como diferentes capas que contienen Si, por ejemplo, TiAlSiN, AlCrSiN y los correspondientes carbonitruros con un contenido de Si comprendido entre 1 y 12% en proporción con respecto al contenido total de metal.
Otros sistemas de capas especialmente apropiadas comprenden también... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de una cinta de sierra (1), en el que, como mínimo, a una fila de dientes (11) de la cinta de sierra (1) se aplica un recubrimiento de un material duro mediante un proceso de recubrimiento en vacío, de manera que la cinta de sierra es arrollada de forma espiral en una
5 bobina (8) y dotada de recubrimiento en esta forma, caracterizado porque, como mínimo, la fila de dientes
(11) de la cinta de sierra (1) arrollada en la bobina (8) antes de la aplicación del recubrimiento de material duro es sometida a cepillado para la eliminación de virutas, que el recubrimiento se lleva a cabo con un grosor de 0,5 a 3 m, y que el material que constituye el recubrimiento es aplicado mediante un procedimiento PVD o un procedimiento paCVD o una combinación de ambos a una temperatura
10 comprendida entre 450 y 550 ºC.
2. Procedimiento, según la reivindicación 1, caracterizado porque la cinta de sierra es soldada en forma de anillo después del recubrimiento.
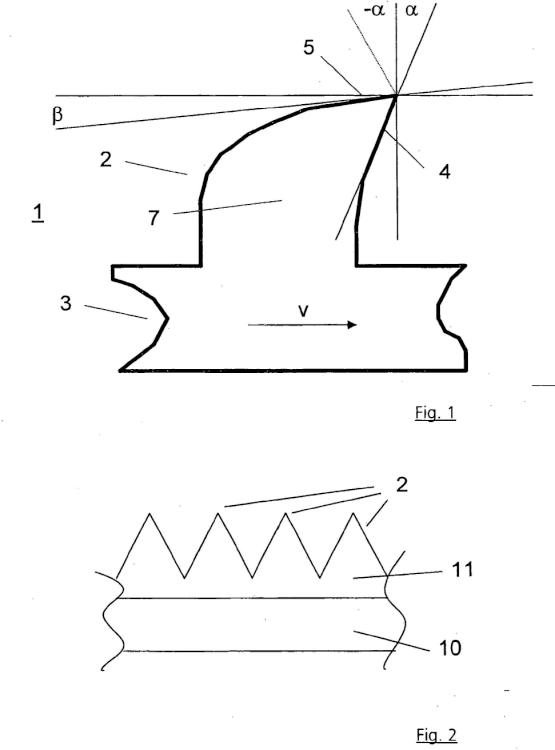
3. Procedimiento, según una de las reivindicaciones 1 ó 2, caracterizado porque el recubrimiento
de material duro es aplicado sustancialmente sólo en las superficies de incidencia (5) y en las superficies 15 de desprendimiento de virutas (4) de la fila de dientes (11).
4. Procedimiento, según una de las reivindicaciones 1 a 3, caracterizado porque el recubrimiento contiene uno o varios metales de los subgrupos IV, V, o VI del sistema periódico o bien aluminio o silicio.
5. Procedimiento, según la reivindicación 4, caracterizado porque el recubrimiento contiene
nitruros, óxidos, carburos, carbonitruros, boruros de los metales antes mencionados o mezclas de los 20 mismos.
6. Procedimiento, según la reivindicación 5, caracterizado porque el recubrimiento contiene TiAlN, AlCrN, DLC, TiAlSiN, TiAlCN, WC/C metálicos o no metálicos.
Patentes similares o relacionadas:
Bucle de cordón de sierra y un método para la producción de tal bucle, del 1 de Julio de 2020, de NV BEKAERT SA: Método para la producción de un bucle de cordón de sierra que comprende las etapas de: - proporcionar un cordón de acero que tiene una hebra de núcleo y hebras […]
 Manguito metálico para soportar la capa abrasiva de una perla de sierra en un cable de sierra y método para su producción, del 27 de Junio de 2019, de NV BEKAERT SA: Un manguito metálico para utilizar como un soporte para la capa abrasiva de una perla de sierra en un cable de sierra, teniendo dicho manguito metálico […]
Manguito metálico para soportar la capa abrasiva de una perla de sierra en un cable de sierra y método para su producción, del 27 de Junio de 2019, de NV BEKAERT SA: Un manguito metálico para utilizar como un soporte para la capa abrasiva de una perla de sierra en un cable de sierra, teniendo dicho manguito metálico […]
Perlas de aserrado y método para fabricarlas, del 5 de Junio de 2019, de NV BEKAERT SA: Un método para producir una perla de aserrado, comprendiendo dicha perla de aserrado una capa abrasiva sobre un manguito de metal, comprendiendo dicha capa […]
Método de fabricación de un elemento de sierra y elemento de sierra, del 30 de Enero de 2019, de NV BEKAERT SA: Método de fabricación de un elemento de sierra que comprende un sustrato metálico y una capa abrasiva, que comprende las etapas de: • proporcionar un sustrato metálico; […]
Método para fabricar una sierra circular con puntas, del 16 de Enero de 2019, de KANEFUSA KABUSHIKI KAISHA: Método para fabricar una hoja de sierra circular con puntas, que comprende una primera etapa de formar una base de metal con forma de disco de […]
Manguito para perla de sierra obtenido por moldeo por inyección de metal, del 21 de Febrero de 2018, de NV BEKAERT SA: Un método para producir un manguito de metal para su uso como un soporte de una capa abrasiva de una perla de sierra, teniendo dicho manguito una pared interior axial […]
Perla de sierra, del 8 de Febrero de 2017, de NV BEKAERT SA: Una perla para su uso en una cuerda de sierra, dicha perla teniendo un manguito tubular metálico rodeado por una capa abrasiva que comprende […]
Método para producir un perla de aserrado, del 28 de Diciembre de 2016, de NV BEKAERT SA: Método para producir una perla para su uso con un cable de aserrado que comprende las etapas de: - sujetar un tubo metálico en al menos uno de sus extremos; […]