PROCEDIMIENTO PARA CONSTRUIR UN ANILLO DE SOPORTE EN UNA PARED CURVA.
Procedimiento para construir un anillo de soporte en una pared curva,
en particular alrededor de una abertura en una pared curva de una estufa con tiro de aire caliente o de un alto horno, comprendiendo el procedimiento las etapas siguientes: (a) proporcionar una pluralidad de ladrillos normalizados en forma de cuña, presentando los ladrillos: - una cara anterior y una cara posterior opuesta, - una base interior y una base exterior opuesta, siendo la base interior de un tamaño inferior al de la base exterior y estando dirigida hacia el centro del anillo de soporte, - dos caras laterales para unir los ladrillos contiguos, presentando las caras laterales unos perfiles de ranura y lengüeta para cooperar con las caras laterales de los ladrillos contiguos, - una dirección axial que atraviesa las caras anteriores y posteriores, siendo la dirección axial paralela al eje del anillo de soporte una vez se ha dispuesto la pluralidad de ladrillos para formar el anillo de soporte, - una dirección radial que atraviesa las bases interiores y exteriores, siendo la dirección radial perpendicular al eje del anillo de soporte una vez se ha dispuesto la pluralidad de ladrillos para formar el anillo de soporte y extendiéndose desde el centro del anillo de soporte hacia el ladrillo, - un espesor de los ladrillos en la dirección axial, superando dicho espesor al espesor final deseado para el ladrillo; (b) determinar la posición prevista de cada ladrillo específico en la pared curva; (c) determinar, basándose en la posición prevista de un ladrillo específico en la pared curva, - la posición de una línea de corte anterior para conformar la cara anterior del ladrillo, y - la posición de una línea de corte posterior para conformar la cara posterior del ladrillo; (d) configurar las caras anterior y posterior del ladrillo, en función de las líneas de corte anterior y posterior determinadas mediante una herramienta de corte
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/055357.
Solicitante: PAUL WURTH REFRACTORY & ENGINEERING GMBH.
Nacionalidad solicitante: Alemania.
Dirección: PETER-SANDER-STRASSE 32 55252 MAINZ-KASTEL ALEMANIA.
Inventor/es: BARNOWSKI,Wolfgang, MÖLLER,Manfred, ROTH,Gabriele.
Fecha de Publicación: .
Fecha Solicitud PCT: 30 de Abril de 2008.
Clasificación Internacional de Patentes:
- C21B7/06 QUIMICA; METALURGIA. › C21 METALURGIA DEL HIERRO. › C21B FABRICACION DEL HIERRO O DEL ACERO (tratamiento preliminar de mineral de hierro o de chatarra C22B 1/00). › C21B 7/00 Altos hornos. › Revestimientos para hornos.
- C21B9/06 C21B […] › C21B 9/00 Calentadores de aire en los altos hornos. › Revestimientos.
- F27B1/14 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F27 HORNOS; APARATOS DE DESTILACIÓN. › F27B HORNOS, ESTUFAS, HOGARES O RETORTAS DE DESTILACION, EN GENERAL; APARATOS DE SINTERIZACION A CIELO ABIERTO O APARATOS SIMILARES (aparatos de combustión F23; calefacción eléctrica H05B). › F27B 1/00 Hornos de cuba u hornos verticales similares o con un predominio vertical (para el precalentamiento, la cocción, la calcinación o el enfriamiento de la cal, magnesia o dolomita C04B 2/12). › Disposición de los revestimientos refractarios (revestimientos en general F27D 1/00).
- F27D1/04B
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
PDF original: ES-2358065_T3.pdf
Fragmento de la descripción:
INTRODUCCIÓN
La presente invención se refiere a un procedimiento para construir un anillo de soporte en una pared curva y más particularmente a un procedimiento para construir un anillo de soporte de material refractario alrededor de una abertura en una pared curva de una estufa con tiro de aire caliente o de un alto horno. 5
El precalentamiento del aire para los altos hornos se realiza convencionalmente en calentadores adyacentes con cámaras de regeneración conocidos como estufas con tiro de aire caliente. Dichas estufas comprenden generalmente, en el caso de una estufa con cámara de combustión interior, una pared refractaria cilíndrica y un tabique vertical interior que divide la estufa en una cámara de combustión y una cámara de regeneración de calor que comprende ladrillos de apilamiento o, en el caso de una estufa con cámara de 10 combustión exterior, dos cámaras cilíndricas con recubrimiento refractario con una cúpula de conexión. Se introducen el aire y el combustible a través de una o más aberturas en el denominado quemador de boquilla cerámica o quemador metálico en la cámara de combustión para la cocción y los gases de la combustión resultantes circulan en dirección ascendente desde la cámara de combustión hacia la cámara de combustión en dirección descendente a través de la cámara regeneradora de calor hasta que por último se expulsan en la base de 15 dicha cámara. Una vez que los ladrillos de apilamiento han alcanzado una temperatura suficientemente elevada, se invierte la dirección del flujo del fluido en la estufa. Se introduce viento frío en la base de la cámara de regeneración de calor y, tras absorber el calor de los ladrillos de apilamiento, dicho aire pasa por encima del tabique y a través de la cámara de combustión, donde abandona la estufa a través de un orificio de descarga de aire caliente de la cubierta de la estufa para alimentar el alto horno. 20
Debido a las altas temperaturas presentes en el orificio de descarga de aire caliente, la salida del gas de descarga o los orificios de admisión del quemador, dichas aberturas están rodeadas generalmente periféricamente por un anillo de soporte refractario constituido por uno o más anillos de ladrillos refractarios.
Debido a la curvatura de la pared exterior de las estufas con tiro de aire caliente, se requiere una gran variedad de formas de ladrillo para construir dicho anillo de soporte. La construcción de dichos anillos de soporte 25 es, por lo tanto, generalmente costosa y lenta.
Se ha propuesto un cierto número de soluciones para producir dicho anillo de soporte.
Un procedimiento comprende llenar moldes de madera o de plástico con un material hiperaluminoso y a continuación, proceder a apisonar a mano y al caldeo. El principal inconveniente del cual adolece dicho procedimiento es que los ladrillos resultantes son generalmente de una calidad inferior. 30
Otro procedimiento comprende la formación de secciones enteras del anillo en un molde, en el que unas placas de acero delimitan los ladrillos específicos. Con dicho procedimiento, se realiza un anillo de soporte con juntas de mortero gruesas entre los ladrillos, que no se pretende. Además, las placas de acero se pueden doblar comprometiendo de este modo la resistencia de toda la estructura. Además, si se rompe un ladrillo, se debe reemplazar toda la sección del anillo de soporte, lo cual provoca la generación de residuos innecesarios. 35
Otro procedimiento adicional comprende presionar hidráulicamente los ladrillos en moldes de acero específicos. Aunque dicho procedimiento permite producir ladrillos de alta calidad, los costes son muy elevados.
Puesto que con la producción de una gran variedad de formas de ladrillo se obtiene una calidad inferior o resulta demasiado costosa, resulta necesario proporcionar un procedimiento, en el que se pueda reducir el número de formas distintas de ladrillo. 40
Según un procedimiento propuesto en la patente US nº 4.478.575, se utiliza únicamente un tipo de ladrillo en la construcción del anillo de soporte. Dicho procedimiento utiliza ladrillos que presentan una forma y un montaje particulares de dichos ladrillos para construir el anillo de soporte. El ladrillo presenta una sección transversal en forma de cuña en más de una dirección. Con dicho procedimiento, los distintos ángulos de la cuña de los ladrillos son decisivos para obtener el anillo de soporte pretendido. Aunque el procedimiento permite una construcción 45 rápida y sencilla de un anillo de soporte, ello es únicamente cierto si los ladrillos utilizados presentan la forma correcta. Se necesita una forma particular de ladrillo para los diámetros de abertura y curvaturas de la pared de la estufa particulares. Antes de que se pueda construir el anillo de soporte, los ladrillos en forma de cuña se han de disponer y producir en función del diámetro de abertura y la curvatura de la estufa particulares de la abertura a reforzar. La disposición de los ladrillos es una tarea bastante compleja y cualquier error en el ángulo de la cuña 50 significa que los ladrillos no se pueden utilizar para dicho anillo de soporte particular. Por lo tanto se han de descartar y todo el procedimiento se ha de iniciar de nuevo. El potencial de producción de residuos es, por consiguiente, muy elevado.
OBJETIVO DE LA INVENCIÓN
Por consiguiente, el objetivo de la presente invención es proporcionar un procedimiento más rápido y 55 económico para construir un anillo de soporte en una pared curva. Dicho objetivo se alcanza mediante un procedimiento según la reivindicación 1.
DESCRIPCIÓN GENERAL DE LA INVENCIÓN
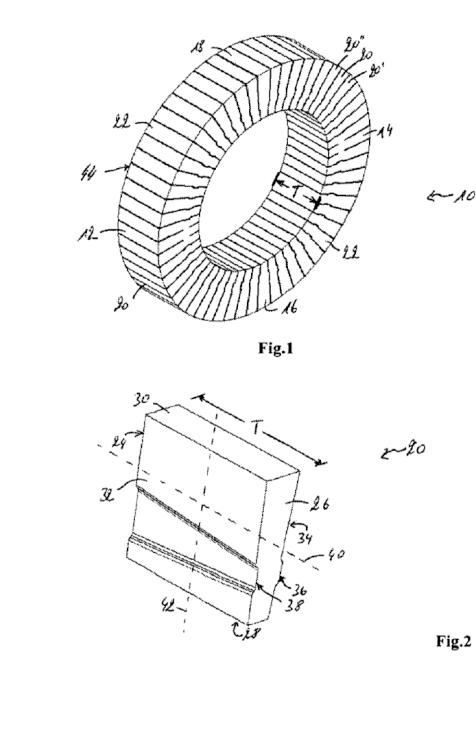
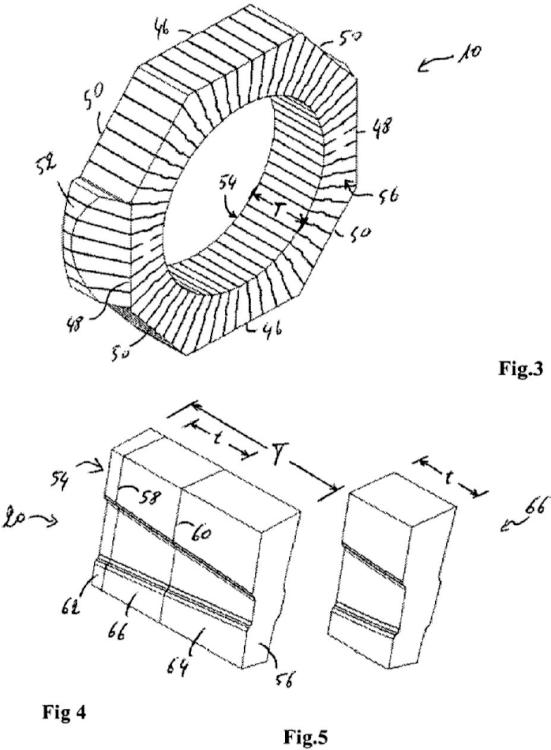
Para alcanzar dicho objetivo, la presente invención propone un procedimiento para construir un anillo de soporte en paredes curvas, en particular, alrededor de una abertura de una pared curva de una estufa con tiro de aire caliente. Según la presente invención, el procedimiento comprende las etapas siguientes: (a) proporcionar una pluralidad de ladrillos normalizados en forma de cuña, (b) determinar la posición prevista de cada ladrillo específico 5 en la pared curva; (c) determinar, basándose en la posición prevista de un ladrillo específico en la pared curva, la posición de una línea de corte anterior para conformar la cara anterior del ladrillo y la posición de una línea de corte posterior para conformar la cara posterior del ladrillo, y (d) conformar la cara anterior y posterior del ladrillo según las líneas de corte anterior y posterior determinadas anteriormente mediante una herramienta de corte. Los ladrillos normalizados en forma de cuña proporcionados en la etapa (a) presentan una cara anterior y una cara posterior 10 opuesta; una base interior y una base exterior opuesta, siendo la base interior más pequeña que la base exterior y dirigiéndose hacia el centro del anillo de soporte; y dos caras laterales destinadas a unir los ladrillos contiguos, presentando las caras laterales unos perfiles de lengüeta y ranura para cooperar con las caras laterales de los ladrillos contiguos. Se define una dirección axial de un ladrillo al pasar a través de las caras anterior y posterior y al ser paralela al eje del anillo de soporte una vez que la pluralidad de ladrillos se ha dispuesto para formar el anillo de 15 soporte. Se define una dirección radial de un ladrillo al pasar a través de las bases interior y exterior y al ser perpendicular al eje del anillo de soporte una vez que la pluralidad de ladrillos se ha dispuesto para formar el anillo de soporte y se extiende desde el centro del anillo de soporte hacia el ladrillo. Según un aspecto importante de la presente invención, el ladrillo presenta un espesor en la dirección axial que supera el espesor final previsto del ladrillo. 20
El presente procedimiento permite utilizar ladrillos normalizados en la construcción del anillo de soporte, independientemente de la curvatura de la pared de la estufa. Los ladrillos, que se pueden prefabricar y almacenar preparados para su utilización, presentan una sección transversal en forma de cuña que define un diámetro de abertura del anillo de soporte. Inicialmente, no se considera la curvatura de la pared de la estufa. Al proporcionar ladrillos que presentan un espesor en la dirección axial que es superior a su espesor final pretendido, los ladrillos se 25 pueden conformar cortando. El presente procedimiento propone conformar por separado cada ladrillo basándose en su posición prevista en el anillo de soporte. La conformación de los bloques específicos permite la adaptación del anillo de soporte a la curvatura de la pared de... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para construir un anillo de soporte en una pared curva, en particular alrededor de una abertura en una pared curva de una estufa con tiro de aire caliente o de un alto horno, comprendiendo el procedimiento las etapas siguientes:
(a) proporcionar una pluralidad de ladrillos normalizados en forma de cuña, presentando los ladrillos: 5
- una cara anterior y una cara posterior opuesta,
- una base interior y una base exterior opuesta, siendo la base interior de un tamaño inferior al de la base exterior y estando dirigida hacia el centro del anillo de soporte,
- dos caras laterales para unir los ladrillos contiguos, presentando las caras laterales unos perfiles de ranura y lengüeta para cooperar con las caras laterales de los ladrillos contiguos, 10
- una dirección axial que atraviesa las caras anteriores y posteriores, siendo la dirección axial paralela al eje del anillo de soporte una vez se ha dispuesto la pluralidad de ladrillos para formar el anillo de soporte,
- una dirección radial que atraviesa las bases interiores y exteriores, siendo la dirección radial perpendicular al eje del anillo de soporte una vez se ha dispuesto la pluralidad de ladrillos para formar 15 el anillo de soporte y extendiéndose desde el centro del anillo de soporte hacia el ladrillo,
- un espesor de los ladrillos en la dirección axial, superando dicho espesor al espesor final deseado para el ladrillo;
(b) determinar la posición prevista de cada ladrillo específico en la pared curva;
(c) determinar, basándose en la posición prevista de un ladrillo específico en la pared curva, 20
- la posición de una línea de corte anterior para conformar la cara anterior del ladrillo, y
- la posición de una línea de corte posterior para conformar la cara posterior del ladrillo;
(d) configurar las caras anterior y posterior del ladrillo, en función de las líneas de corte anterior y posterior determinadas mediante una herramienta de corte.
2. Procedimiento según la reivindicación 1, en el que, tras la etapa (d), el procedimiento comprende la 25 etapa de disponer y fijar los ladrillos específicos en su posición prevista determinada anteriormente en la pared curva.
3. Procedimiento según la reivindicación 1 ó 2, en el que, en la etapa (b), la posición prevista de un ladrillo específico en la pared curva se calcula con la ayuda de un programa informático.
4. Procedimiento según cualquiera de las reivindicaciones anteriores, en el que, la etapa (b) comprende 30 disponer virtual y/o físicamente la pluralidad de ladrillos, de tal modo que formen una preforma del anillo de soporte.
5. Procedimiento según cualquiera de las reivindicaciones anteriores, en el que, en la etapa (c), las posiciones de la línea de corte anterior y la línea de corte posterior se calculan con la ayuda de un programa informático.
6. Procedimiento según cualquiera de las reivindicaciones anteriores, en el que las bases exteriores de 35 los ladrillos específicos forman un borde exterior de la preforma del anillo de soporte, comprendiendo además el procedimiento la etapa de cortar el borde exterior de la preforma del anillo de soporte con una forma predeterminada.
7. Procedimiento según la reivindicación 6, en el que el borde exterior de la preforma del anillo de soporte se corta antes de la etapa (d). 40
8. Procedimiento según cualquiera de las reivindicaciones anteriores, en el que los perfiles de ranura y lengüeta de las caras laterales son irregulares, preferentemente en forma de cuña y extendiéndose en una dirección sustancialmente axial.
9. Procedimiento según cualquiera de las reivindicaciones anteriores, en el que
está previsto por lo menos un ladrillo inicial, comprendiendo el ladrillo inicial unos perfiles de ranura en 45 ambas caras laterales; y
está previsto por lo menos un ladrillo terminal, comprendiendo el ladrillo terminal unos perfiles de lengüeta en ambas caras laterales.
10. Procedimiento según cualquiera de las reivindicaciones anteriores, en el que dicha preforma del anillo de soporte comprende: 50
- un primer ladrillo inicial y un segundo ladrillo inicial diametralmente opuesto;
- un primer ladrillo terminal y un segundo ladrillo terminal diametralmente opuesto, disponiéndose los ladrillos terminales a medio camino entre los ladrillos iniciales;
- una pluralidad de ladrillos en el sentido de las agujas del reloj dispuestos entre el primer ladrillo inicial y el primer ladrillo terminal y entre el segundo ladrillo inicial y el segundo ladrillo terminal: y 5
- una pluralidad de ladrillos en el sentido contrario al de las agujas del reloj dispuestos entre el primer ladrillo inicial y el segundo ladrillo terminal y entre el segundo ladrillo inicial y el primer ladrillo terminal.
11. Procedimiento según la reivindicación 10, en el que
- dichos ladrillos en el sentido de las agujas del reloj presentan un perfil de ranura en su primera cara lateral y un perfil de lengüeta en su segunda cara lateral; y 10
- dichos ladrillos en el sentido contrario al de las agujas del reloj con un perfil de lengüeta en su primera cara lateral y un perfil de ranura en su segunda cara lateral.
12. Procedimiento según cualquiera de las reivindicaciones anteriores, en el que un primer grupo de ladrillos presenta un primer ángulo de cuña y por lo menos un segundo grupo de ladrillos presenta un segundo ángulo de cuña distinto al primer ángulo de la cuña, obteniéndose diversos diámetros interiores del anillo de soporte 15 mediante diversas combinaciones de ladrillos del primer grupo y ladrillos de dicho por lo menos un segundo grupo.
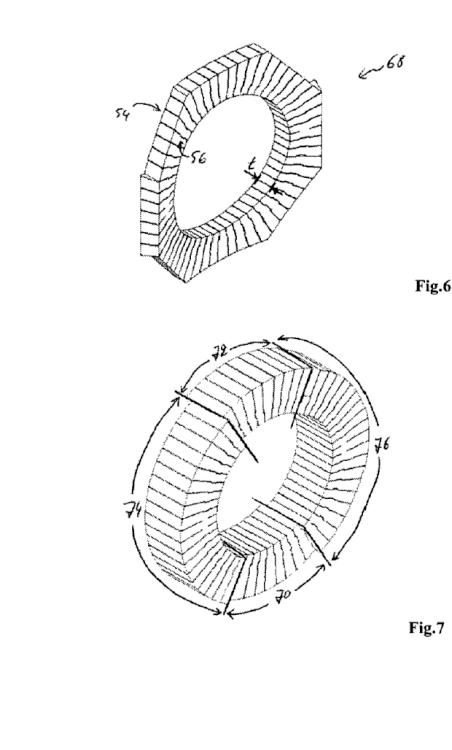
13. Procedimiento según cualquiera de las reivindicaciones anteriores, en el que la etapa de disponer virtual y/o físicamente la pluralidad de ladrillos, de tal modo que formen una preforma del anillo de soporte comprende:
- dividir la preforma del anillo de soporte en dos secciones inferiores diametralmente opuestas y dos 20 secciones superiores diametralmente opuestas,
- disponer los ladrillos de tal modo que las dos secciones superiores se encuentren en una relación elevada axial con respecto a las dos secciones inferiores.
14. Procedimiento según la reivindicación 13, en el que por lo menos una sección intermedia se encuentra entre las secciones inferiores y superiores. 25
15. Procedimiento según cualquiera de las reivindicaciones anteriores, en el que los ladrillos específicos se conforman en la prensa, preferentemente en la prensa hidráulica.
Patentes similares o relacionadas:
Dispositivo de transferencia de metal, del 19 de Febrero de 2020, de PYROTEK ENGINEERING MATERIALS LIMITED: Un dispositivo de transferencia de metal que comprende: a. un cuerpo del canal de colada que comprende un recipiente para recibir el metal líquido, […]
Dispositivo de transferencia de metal, del 27 de Febrero de 2019, de PYROTEK ENGINEERING MATERIALS LIMITED: Un dispositivo de transferencia de metal que comprende: a. un cuerpo del canal de colada que comprende un recipiente para recibir el metal líquido, […]
Control de desgaste de material refractario, del 25 de Abril de 2018, de XSTRATA QUEENSLAND LIMITED: Conjunto de control de desgaste de material refractario para su instalación en un horno refractario, incluyendo el conjunto: un sensor […]
 Combinación de ladrillos cerámicos refractarios, del 6 de Abril de 2016, de REFRACTORY INTELLECTUAL PROPERTY GMBH & CO. KG: Combinación de ladrillos cerámicos refractarios con las siguientes características:
a) una primera fila (R1) de al menos dos ladrillos cerámicos refractarios […]
Combinación de ladrillos cerámicos refractarios, del 6 de Abril de 2016, de REFRACTORY INTELLECTUAL PROPERTY GMBH & CO. KG: Combinación de ladrillos cerámicos refractarios con las siguientes características:
a) una primera fila (R1) de al menos dos ladrillos cerámicos refractarios […]
Portaviento, del 26 de Noviembre de 2014, de SAB S.àr.l: Portaviento para introducir viento caliente en un horno de cuba, que comprende al menos un compensador de articulación , un codo de tobera y una punta de tobera […]
Fundente que contiene coque y titanio y uso del mismo para reparar el revestimiento de recipientes metalúrgicos, del 9 de Julio de 2014, de SACHTLEBEN CHEMIE GMBH: Fundente que contiene coque y titanio para la introducción en recipientes metalúrgicos con el fin de aumentar la durabilidad y de reparar el revestimiento […]
ADITIVO QUE CONTIENE TITANIO Y SU USO PARA AUMENTAR LA DURABILIDAD DE UN REVESTIMIENTO REFRACTARIO DE HORNO O COMO FORMADOR DE ESCORIA., del 16 de Mayo de 2001, de METALLGESELLSCHAFT AKTIENGESELLSCHAFT: LA PRESENTE INVENCION DESCRIBE UN MATERIAL DE ARIDO QUE CONTIENE TITANIO, COMPUESTO DE LOS RESIDUOS PROCEDENTES DE LA ELABORACION DE TIO{SUB,2} […]
Un método para detectar un desgaste predeterminado de un revestimiento refractario metalúrgico de un recipiente metalúrgico y un revestimiento refractario correspondiente, del 26 de Febrero de 2020, de REFRACTORY INTELLECTUAL PROPERTY GMBH & CO. KG: Un método para detectar un desgaste predeterminado de un revestimiento refractario de un recipiente metalúrgico en el que se trata un metal fundido, en el que a) […]