CABEZAL FRESADOR MULTIFUNCIONAL PARA TUBOS Y PROCEDIMIENTO.
Un cabezal fresador (10) para una herramienta rotativa (90), que comprende:
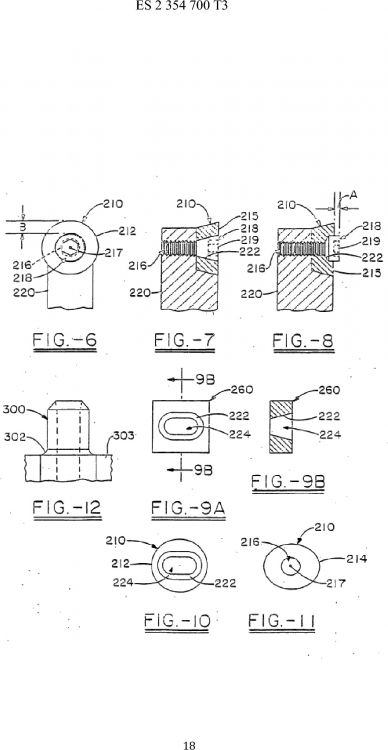
a) un cuerpo (12) sustancialmente cilíndrico que tiene un eje central (20) y un taladro adaptado para recibir una porción extrema de un tubo (100; 300), teniendo dicho cuerpo (12) un conector (18) para el montaje a una herramienta adaptado para ser conectado a la herramienta rotativa (90), en el cual el taladro se extiende a través de los extremos axiales del cuerpo (12) y está adaptado para que un árbol de la herramienta rotativa (90) se extienda a través del mismo; b) un elemento de fresado interior (30) para tubos para fresar una superficie interior (108) del tubo (100; 300) hasta una profundidad desde el extremo del tubo (100), estando conectado dicho elemento de fresado interior (30) para tubos al cuerpo (12) y teniendo una superficie de corte (34) situada en el taladro; y c) al menos dos elementos de fresado exteriores (40) para tubos para fresar una superficie exterior (102) del tubo (100; 300) hasta una profundidad desde el extremo del tubo (100), estando conectados los mencionados al menos dos elementos de fresado exteriores (40) para tubos a un soporte (46) para el elemento de fresado del cuerpo (12) y teniendo cada uno de los mismos una superficie de corte (44) situada a una distancia radial mayor con respecto al eje central (20) que la superficie de corte (34) del elemento de fresado interior (30) para tubos, en el cual la superficie de corte (44) de al menos uno de los elementos de fresado exteriores (40) para tubos se extiende más allá de uno de los extremos axiales del cuerpo (12); y d) un elemento (50) de fresado en bisel para fresar un bisel en el extremo del tubo (100; 300), estando conectado dicho elemento (50) de fresado en bisel al cuerpo (12) y teniendo una superficie de corte (54) situada en la superficie interior, estando una porción de la superficie de corte (54) del elemento (50) de fresado en bisel situada a una distancia radial mayor con respecto al eje central que la superficie de corte (34) del elemento de fresado interior (30) para tubos
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2005/015440.
Solicitante: H & S TOOL, INC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: P.O. BOX 393 WADSWORTH, OHIO 44281 ESTADOS UNIDOS DE AMERICA.
Inventor/es: HALL,J.,RANDALL.
Fecha de Publicación: .
Fecha Solicitud PCT: 4 de Mayo de 2005.
Clasificación Internacional de Patentes:
- B23B5/16B1
- B23B5/16F
Clasificación PCT:
- B23B5/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23B TORNEADO; TALADRADO (usando un electrodo en lugar de una herramienta B23H, p.ej. haciendo agujeros B23H 9/14; trabajando con un haz de laser B23K 26/00; dispositivos para copiar o controlar B23Q). › B23B 5/00 Máquinas o dispositivos para tornear especialmente concebidos para realizar un trabajo particular; Accesorios correspondientes especialmente concebidos con este fin. › para biselar, achaflanar, o desbarbar las extremidades de barras o tubos.
- B23C5/20 B23 […] › B23C FRESADO (brochado B23D; para la fabricación de engranajes B23F; dispositivos para copiar o controlar B23Q). › B23C 5/00 Herramientas de fresado (para tallar dientes de engranaje B23F 21/12). › con elementos cortantes o dientes amovibles.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania.
Fragmento de la descripción:
La presente solicitud es una continuación en parte de la solicitud Estadounidense con Nº de Serie 10/894.831, presentada el 20 de Julio de 2004 y titulada “Cabezal Fresador Multifuncional para Tubos”.
CAMPO DE LA INVENCIÓN
La presente invención se refiere a un cabezal fresador para una herramienta rotativa, que se utiliza preferiblemente para procesar, preparar, o de otra forma dar un acabado deseado a una pieza de trabajo, 5 preferiblemente una porción extrema de un tubo. El cabezal fresador incluye al menos tres diferentes superficies de recorte o fresado, pudiendo cada una de las mismas llevar a cabo una operación distinta sobre una pieza de trabajo. El cabezal fresador incluye a) un elemento fresador de membranas y/o un elemento de eliminación de una película de la cara exterior de un tubo; b) un elemento de biselado capaz de dar un biselado al extremo del tubo; y c) un elemento de eliminación de una película de la cara interior de un tubo. Las superficies de fresado del cabezal 10 fresador son preferiblemente ajustables para alojar tubos con diferentes caras y grosores de pared. El cabezal fresador está preferiblemente sujeto a una maquina fresadora rotativa, es decir, un taladro. En una realización, se proporcionan los elementos o cuchillas de eliminación de la película de la cara exterior de un tubo con un borde de corte o fresado curvado o redondeado, que puede utilizarse especialmente en operaciones de fresado sobre regiones cerradas. En una realización adicional, se proporcionan unas cuchillas de corte para cara exterior del 15 cabezal fresador que son ajustables. En una realización preferida, se proporcionan unas cuchillas de corte para la cara exterior del cabezal fresador que son alargadas y tienen un taladro ranurado. Se describen procedimientos para llevar a cabo operaciones en piezas de trabajo con el cabezal fresador.
ANTECEDENTES DE LA INVENCIÓN
Las plantas generadoras de energía, o de otro tipo, hacen circular fluidos, tales como agua o vapor, a través de 20 tubos o grupos de tubos. A menudo se calienta y se usa el fluido, por ejemplo, para accionar turbinas que generan electricidad.
Los tubos están generalmente situados en extensos paneles o grupos de tubos paralelos que a menudo están conectados entre sí por medio de una membrana o alma metálica que está interpuesta de manera continua entre cada par de tubos adyacentes del grupo para formar una pared tubular. El alma o membrana que conecta los tubos 25 adyacentes entre sí generalmente tiene un grosor más o menos igual al grosor de la pared de los tubos, oscilando generalmente la anchura del alma desde unos 0,63 cm (0,25 pulgadas) hasta unos 1,90 cm (0,75 pulgadas). Las almas o membranas están generalmente soldadas a las paredes exteriores de los tubos adyacentes para formar los grupos de tubos. En algunos casos existe un recrecimiento con soldadura que comprende un metal o una aleación en algunas porciones del grupo de tubos para intentar evitar la corrosión o el deterioro. En algunas realizaciones, el 30 recrecimiento con soldadura está presente en ambos lados de un grupo de tubos. Debido a el deterioro causada por la corrosión y similares, ocasionalmente los tubos requieren ser reemplazados. Normalmente, la reparación de tubos dañados o desgastados implica el corte y la retirada de secciones relativamente grandes de los grupos de tubos, y el reemplazo por un nuevo panel de tubos. Las secciones de los grupos generalmente se reemplazan en amplias secciones rectangulares que típicamente tienen un tamaño que oscila desde aproximadamente un metro hasta 3,04, 35 6,09, 30,48 o incluso 60,96 metros (10, 20, 100, 200 pies) de longitud.
Las secciones de grupos de tubos que han de ser reemplazadas generalmente se cortan usando una sierra mecánica o un soplete de corte.
El documento US-A-2 253 028 da a conocer un cabezal fresador para una herramienta rotativa que comprende:
a) un cuerpo que tiene un eje central, teniendo dicho cuerpo una conexión para el montaje de una herramienta 40 adaptada para ser conectada a la herramienta rotativa;
b) un elemento de fresado interior de tubos para fresar la superficie de la cara interior de un tubo hasta una profundidad desde el extremo del tubo, estando dicho elemento de fresado interior de tubos conectado al cuerpo y teniendo una superficie de corte;
y 45
c) un elemento de fresado exterior de tubos para fresar la superficie de la cara exterior de un tubo hasta una profundidad desde el extremo del tubo, estando conectado dicho elemento de fresado exterior de tubos a un soporte del elemento de fresado del cuerpo y teniendo una superficie de corte situada a una distancia radial mayor que la distancia desde el eje central hasta la superficie de corte del elemento de fresado interior de tubos; y 50
d) un elemento de fresado en bisel para fresar un bisel en el extremo del tubo, estando dicho elemento de fresado en bisel conectado al cuerpo y teniendo una superficie de corte con una porción de una superficie de corte del elemento de fresado en bisel situada a una distancia radial mayor que la distancia desde el eje central hasta la superficie de corte del elemento de fresado interior de tubos.
El documento US-A-2 253 028 da a conocer adicionalmente un procedimiento para preparar un tubo que 5 comprende las etapas de:
proporcionar un cabezal fresador para una herramienta rotativa de fresado; comprendiendo el cabezal fresador
un cuerpo que tiene un eje central, teniendo dicho cuerpo una conexión para el montaje de una herramienta adaptada para ser conectada a la herramienta rotativa;
un elemento de fresado interior de tubos, para fresar la superficie de la cara interior de un tubo hasta una 10 profundidad desde el extremo del tubo, el cual está conectado al cuerpo y tiene una superficie de corte;
un elemento de fresado exterior de tubos, para fresar la superficie de la cara exterior de un tubo hasta una profundidad desde el extremo del tubo, el cual está conectado a un soporte para el elemento de fresado en el cuerpo y tiene una superficie de corte situada a una distancia radial mayor que la distancia desde el eje central hasta la superficie de corte del elemento de fresado interior de tubos; 15
y
un elemento de fresado en bisel para fresar un bisel en el extremo del tubo, el cual está conectado al cuerpo y tiene una superficie de corte con una porción de la superficie de corte situada a una distancia radial mayor que la distancia desde el eje central hasta la superficie de corte del elemento de fresado interior de tubos; y;
fresar un porción extrema de un tubo con el cabezal fresador, eliminar de esta manera material del interior del 20 tubo hasta una profundidad desde el extremo del tubo, eliminar material del exterior del tubo hasta una profundidad desde el extremo del tubo, y fresar un bisel en el extremo del tubo.
En la Patente Estadounidense Nº 5.033.347 se ilustra y se describe un procedimiento y un aparato para cortar una sección de una pared tubular de caldera.
Una vez que se ha cortado y eliminado la sección dañada o desgastada de la pared tubular que ha de 25 reemplazarse, es necesario preparar de manera apropiada los extremos de tubo expuestos por la retirada de la sección anterior antes de colocar la nueva sección del banco de tubos en la abertura de la pared tubular. La preparación apropiada de los extremos expuestos de tubo de la pared tubular de caldera existente requiere achaflanar o biselar los extremos de tubo expuestos para facilitar una buena soldadura entre la nueva sección de pared tubular y la pared tubular de caldera existente. Más específicamente, los extremos de tubo adyacentes de la 30 pared tubular existente y de la sección de pared tubular nueva o de reemplazo deberán estar provistos de un bisel troncocónico de manera que cuando se coloquen alineados los extremos de tubo adyacentes, se forme un surco circunferencial para recibir el metal fundido de la varilla de soldar. La sección de reemplazo de la pared tubular es normalmente fabricada, y preparada para la soldadura, en unas instalaciones exteriores antes de retirar la sección dañada o desgastada de la pared tubular existente. Sin embargo, los extremos de tubo expuestos de la pared 35 tubular existente deben se preparados para la soldadura en las propias instalaciones, a menudo en un espacio confinado. Es altamente deseable que todo el trabajo realizado en la pared tubular existente sea llevado a cabo de la manera...
Reivindicaciones:
1. Un cabezal fresador (10) para una herramienta rotativa (90), que comprende:
a) un cuerpo (12) sustancialmente cilíndrico que tiene un eje central (20) y un taladro adaptado para recibir una porción extrema de un tubo (100; 300), teniendo dicho cuerpo (12) un conector (18) para el montaje a una herramienta adaptado para ser conectado a la herramienta rotativa (90), en el cual el taladro se extiende a través de 5 los extremos axiales del cuerpo (12) y está adaptado para que un árbol de la herramienta rotativa (90) se extienda a través del mismo;
b) un elemento de fresado interior (30) para tubos para fresar una superficie interior (108) del tubo (100; 300) hasta una profundidad desde el extremo del tubo (100), estando conectado dicho elemento de fresado interior (30) para tubos al cuerpo (12) y teniendo una superficie de corte (34) situada en el taladro; y 10
c) al menos dos elementos de fresado exteriores (40) para tubos para fresar una superficie exterior (102) del tubo (100; 300) hasta una profundidad desde el extremo del tubo (100), estando conectados los mencionados al menos dos elementos de fresado exteriores (40) para tubos a un soporte (46) para el elemento de fresado del cuerpo (12) y teniendo cada uno de los mismos una superficie de corte (44) situada a una distancia radial mayor con respecto al eje central (20) que la superficie de corte (34) del elemento de fresado interior (30) para tubos, en el cual la 15 superficie de corte (44) de al menos uno de los elementos de fresado exteriores (40) para tubos se extiende más allá de uno de los extremos axiales del cuerpo (12); y
d) un elemento (50) de fresado en bisel para fresar un bisel en el extremo del tubo (100; 300), estando conectado dicho elemento (50) de fresado en bisel al cuerpo (12) y teniendo una superficie de corte (54) situada en la superficie interior, estando una porción de la superficie de corte (54) del elemento (50) de fresado en bisel situada a una 20 distancia radial mayor con respecto al eje central que la superficie de corte (34) del elemento de fresado interior (30) para tubos.
2. El cabezal fresador (10) de acuerdo con la reivindicación 1, en el cual el elemento de fresado interior (30) para tubos tiene una porción de base que está conectada de manera ajustable al cuerpo (12), en el cual la superficie de corte (34) está sustancialmente encarada radialmente hacia fuera desde el eje central (20), y en el cual el elemento 25 de fresado interior (30) para tubos puede fijarse a un rango de distancias del eje central (20).
3. El cabezal fresador (10) de acuerdo con la reivindicación 2, en el cual la superficie de corte (34) del elemento de fresado interior (30) para tubos tiene una longitud que está dispuesta con un ángulo de 0º a 60º medido con respecto a un eje paralelo al eje central (20).
4. El cabezal fresador (10) de acuerdo con la reivindicación 3, en el cual la superficie de corte (34) del elemento de 30 fresado interior de tubos tiene una longitud que está dispuesta con un ángulo de 10º a 37º medido con respecto a un eje paralelo al eje central (20), y en el cual la superficie de corte (34) del elemento de fresado interior de tubos tiene una longitud de 0,63 cm a 5,08 cm.
5. El cabezal fresador (10) de acuerdo con la reivindicación 1, en el cual el elemento de fresado en bisel y las superficies (34, 54) del elemento de fresado interior de tubos pueden ser fijados cada uno de manera independiente 35 a un rango de distancias desde el eje central (20).
6. El cabezal fresador (10) de acuerdo con la reivindicación 1, en el cual al menos una porción de la superficie (54) del elemento de fresado en bisel está situada a una distancia radial desde el eje central (20) menor que la distancia radial de la superficie de corte (44) de los al menos dos elementos de fresado exteriores (40) para tubos.
7. El cabezal fresador (10) de acuerdo con la reivindicación 6, en el cual el cuerpo (12) comprende una sección 40 superior conectada a una sección inferior, en el cual los al menos dos elementos de fresado exteriores (40) para tubos están conectados a la sección superior y el elemento (50) de fresado en bisel y el elemento de fresado interior (30) para tubos están conectados a la sección inferior.
8. El cabezal fresador (10) de acuerdo con la reivindicación 7, en el cual al menos uno de los al menos dos elementos de fresado exteriores (40) para tubos tiene un filo de corte (45) fijado en un ángulo de 10º a 45º con 45 respecto a un eje perpendicular al eje central (20).
9. El cabezal fresador (10) de acuerdo con la reivindicación 6 en el cual las superficies de corte (44) de los al menos dos elementos de fresado exteriores para tubos están separadas a una distancia mayor de un extremo inferior del cuerpo (12) en comparación con la superficie (54) del elemento de fresado en bisel.
10. El cabezal fresador (10) de acuerdo con la reivindicación 1, en el cual al menos una de las superficies de corte 50
(44) del elemento de fresado exterior de tubos es redondeada o comprende al menos un segmento circunferencial de 1/8 de círculo.
11. El cabezal fresador (10) de acuerdo con la reivindicación 10, en el cual al menos una de las superficies de corte (44) del elemento de fresado exterior de tubos es ovoidal o comprende al menos un segmento circunferencial de 1/2 de círculo. 5
12. El cabezal fresador (10) de acuerdo con la reivindicación 11, en el cual al menos una de las superficies de corte (44) del elemento de fresado exterior de tubos es anular, y en el cual el elemento de fresado exterior (40) para tubos tiene una cara de 0,63 cm a 1,26 cm.
13. El cabezal fresador (10) de acuerdo con la reivindicación 12, en el cual al menos un diámetro del elemento de fresado exterior (40) para tubos es de 0,79 cm a 0,95 cm. 10
14. El cabezal fresador (10) de acuerdo con la reivindicación 1 en el cual al menos uno de los al menos dos elementos de fresado exteriores (40) para tubos tienen una cara y una parte trasera con un taladro ranurado (22) que se extiende entre los mismos, en el cual el taladro ranurado (22) tiene una longitud mayor que la cara del elemento de fijación, y en el cual el taladro ranurado (22) permite que el elemento de fresado exterior (40) para tubos sea ajustado y asegurado en una pluralidad de diferentes posiciones con respecto al soporte (46) del elemento de 15 fresado.
15. El cabezal fresador (10) de acuerdo con la reivindicación 14, en el cual la ranura del taladro ranurado (22) tiene una longitud de 0,38 cm a 0,63 cm medida por la parte trasera del elemento de fresado.
16. El cabezal fresador (10) de acuerdo con la reivindicación 15, en el cual la longitud de la ranura está dispuesta sustancialmente perpendicular al eje central (20). 20
17. El cabezal fresador (10) de acuerdo con la reivindicación 16, en el cual la longitud de la ranura del elemento de fresado exterior de tubos es de 0,45 cm a 0,51 cm.
18. Un procedimiento para preparar un tubo (100; 300), que comprende las etapas de:
proporcionar un cabezal fresador (10) en una herramienta rotativa de fresado (90); comprendiendo el cabezal fresador (10) 25
un cuerpo (12) sustancialmente cilíndrico que tiene un eje central (20) y un taladro adaptado para recibir una porción extrema del tubo (100; 300), teniendo dicho cuerpo (12) un conector para el montaje en una herramienta adaptado para ser conectado a la herramienta rotativa (90), en el cual el taladro se extiende a través de unos extremos axiales del cuerpo (12) y está adaptado para que un árbol de la herramienta rotativa (90) se extienda a través del mismo;
un elemento de fresado interior (30) para tubos, para fresar una superficie interior (108) del tubo (100; 300) hasta 30 una profundidad desde el extremo del tubo (100; 300), conectado al cuerpo (12) y que tiene una superficie de corte (34) situada en la superficie interior;
al menos dos elementos de fresado exteriores (40) para tubos, para fresar una superficie exterior del tubo (100; 300) hasta una profundidad desde el extremo del tubo (100), conectados a un soporte (46) del elemento de fresado del cuerpo (12) y cada uno de ellos con una superficie de corte (44) situada a una mayor distancia radial del eje central 35 (20) que la superficie de corte (34) del elemento de fresado interior (30) para tubos, en el cual la superficie de corte (44) de al menos uno de los elementos de fresado exteriores (40) para tubos se extiende más allá de los extremos axiales del cuerpo (12); y
un elemento de fresado en bisel (50) para fresar un bisel en el extremo del tubo (100; 300), conectado al cuerpo (12) y que tiene una superficie de corte (54) situada en la superficie interior, con una porción de la superficie de corte (54) 40 situada a una mayor distancia radial del eje central (20) que la superficie de corte (34) del elemento de fresado interior (30) para tubos; y;
fresar un porción extrema de un tubo (100; 300) con el cabezal fresador (10) eliminando de esta manera material del interior del tubo hasta una profundidad desde el extremo del tubo, eliminar material del exterior del tubo hasta una profundidad desde el extremo del tubo, y fresar un bisel en el extremo del tubo. 45
19. El procedimiento de acuerdo con la reivindicación 18, que incluye eliminar de un 2% a un 25% del grosor radial de dicho tubo (100; 300) durante la etapa de eliminación de material del exterior del tubo.
20. El procedimiento de acuerdo con la reivindicación 18, en el cual la etapa de eliminación de material del interior del tubo produce en una sección del tubo (100; 300) una sección inclinada que tiene un ángulo de 0º a 60º medidos
con respecto al eje longitudinal del tubo (100; 300).
21. El procedimiento de acuerdo con la reivindicación 20, en el cual la etapa de eliminación de material del exterior del tubo se lleva a cabo hasta una profundidad de entre 0,63 cm y 3,81 cm medida desde el extremo del tubo (100; 300), y en el cual la etapa de eliminación de material del interior del tubo se lleva a cabo hasta una profundidad de entre 0,63 cm y 5,08 cm. 5
Patentes similares o relacionadas:
 CABEZAL DE FRESADO PARA ELIMINAR LOS ELEMENTOS DE DISIPACIÓN TÉRMICA DE UN TUBO, del 15 de Febrero de 2011, de H & S TOOL, INC: Un cabezal de fresado para una herramienta de fresado rotatorio, que comprende: un cuerpo que tiene una porción de montaje de una […]
CABEZAL DE FRESADO PARA ELIMINAR LOS ELEMENTOS DE DISIPACIÓN TÉRMICA DE UN TUBO, del 15 de Febrero de 2011, de H & S TOOL, INC: Un cabezal de fresado para una herramienta de fresado rotatorio, que comprende: un cuerpo que tiene una porción de montaje de una […]
 DISPOSITIVO RASPADOR PARA EL MECANIZADO DE TUBOS DE PLÁSTICO O TUBOS REVESTIDOS DE PLÁSTICO, del 26 de Abril de 2011, de GBZ MANNHEIM GMBH & CO. KG FRIATEC AKTIENGESELLSCHAFT: Dispositivo raspador para el mecanizado de tubos de plástico o tubos revestidos de plástico que están recubiertos de una capa de barrera u óxido, […]
DISPOSITIVO RASPADOR PARA EL MECANIZADO DE TUBOS DE PLÁSTICO O TUBOS REVESTIDOS DE PLÁSTICO, del 26 de Abril de 2011, de GBZ MANNHEIM GMBH & CO. KG FRIATEC AKTIENGESELLSCHAFT: Dispositivo raspador para el mecanizado de tubos de plástico o tubos revestidos de plástico que están recubiertos de una capa de barrera u óxido, […]
Fabricación de insertos de corte, del 29 de Julio de 2020, de ISCAR LTD.: Un método para fabricar un cuerpo verde de inserto de corte que comprende las etapas de: (i) proporcionar un conjunto de herramientas de cuerpo 5 […]
Accesorio de corte y fresadora de superficie que utiliza el mismo, del 27 de Mayo de 2020, de SUMITOMO ELECTRIC HARDMETAL CORP.: Accesorio de corte para una fresadora, comprendiendo el accesorio de corte dos superficies principales poligonales , una enfrente de la otra, y una pluralidad de superficies […]
Dispositivo para fresar una vía férrea, del 11 de Marzo de 2020, de LORAM MAINTENANCE OF WAY, INC: Placa de fresado para vía férrea destinada a montarse en un vagón de ferrocarril con el objeto de mantener una vía férrea, comprendiendo la placa […]
Fresa con inserto de corte intercambiable, del 22 de Enero de 2020, de TAEGUTEC LTD: Cortador de fresado que comprende una cavidad de inserto y un inserto de corte montado en la cavidad de inserto mediante un tornillo de retención; […]
INSERTO DE CORTE APLICABLE A HERRAMIENTAS DE MECANIZADO Y HERRAMIENTA QUE LO PORTA, del 2 de Enero de 2020, de HERRAMIENTAS PREZISS, S.L.: Inserto de corte aplicable a herramientas de mecanizado y herramienta que lo porta. El inserto posee un filo de corte que puede ser completamente […]
Un sistema de corte para el fresado de perfiles, del 11 de Diciembre de 2019, de LSAB Sverige AB: Un sistema de corte para el fresado de perfiles, el sistema de corte que comprende: un cabezal de corte cilíndrico proporcionado con una ranura (11, […]