SISTEMA DE TORCIDO DE HILO EN MAQUINAS RETORCEDORAS E HILADORAS.
Sistema de torcido de hilo en máquinas retorcedoras e hiladoras que está provisto de medios para medir y/o calcular directa o indirectamente la velocidad angular del cursor,
en el que los movimientos y parámetros de trabajo de la máquina cumplen y mantienen constante a lo largo del proceso de llenado de la bobina la relación en la que la torsión por metro real es directamente proporcional a la velocidad angular del cursor e indirectamente proporcional a la velocidad de alimentación de hilo
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200701435.
Solicitante: TWISTECHNOLOGY, S.L.
Nacionalidad solicitante: España.
Provincia: BARCELONA.
Inventor/es: GALAN LLONGUERAS,JORDI.
Fecha de Solicitud: 18 de Mayo de 2007.
Fecha de Publicación: .
Fecha de Concesión: 12 de Enero de 2010.
Clasificación Internacional de Patentes:
- D01H13/32 TEXTILES; PAPEL. › D01 FIBRAS O HILOS NATURALES O FABRICADOS POR EL HOMBRE; HILATURA. › D01H HILATURA O RETORCIDO (devanado, desenrollado, accionamiento, bobinado o enrollamiento de materiales filamentosos no asociados expresamente a la hilatura o al retorcido B65H; núcleos-soportes, gálibos de formación, soportes para enrollamiento, p. ej. bobinas, B65H; retorcido de la estopa D01G 35/00; rizado u ondulaciones de fibras, filamentos o hilos D02G 1/00; producción de chenillas D03D, D04D 3/00; ensayos de hilos, mechas, cintas, fibras o velos de fibras G01). › D01H 13/00 Otras características estructurales comunes, partes constitutivas, o accesorios (para la hilatura de cabo abierto D01H 4/00). › Dispositivos de computación, de medida, de registro (en general, ver la subclase apropiada de la sección G, p. ej. G01B).
Clasificación PCT:
- D01H13/32 D01H 13/00 […] › Dispositivos de computación, de medida, de registro (en general, ver la subclase apropiada de la sección G, p. ej. G01B).
Fragmento de la descripción:
Sistema de torcido de hilo en máquinas retorcedoras e hiladoras.
Objeto de la invención
El objeto de la presente invención se refiere a un nuevo sistema de torcido de hilo en máquinas retorcedoras e hiladoras.
Antecedentes de la invención
En el sector del torcido de hilos, una de las máquinas más tradicional que da torsión a uno o más hilos o fibras es la retorcedora y la hiladora.
El proceso de torcido y enrollado o plegado en la bobina de estas máquinas se realiza mediante el sistema de huso giratorio y el anillo que guía el cursor, el balancín que reparte el hilo a lo largo del huso, llenando la bobina, y alimentación del hilo. La relación de velocidades del huso respecto la velocidad de alimentación del hilo es constante durante todo el proceso de llenado de la bobina y corresponde a la torsión teórica del hilo programada.
Estas máquinas convencionales trabajan (entre otros) con unos parámetros de trabajo como son torsiones por metro del hilo, velocidad de alimentación de hilo y revoluciones por minuto del huso, y que cumplen la expresión teórica:
Es decir, que en el caso de querer aumentar o disminuir la velocidad lineal del hilo, la velocidad de rotación de los husos aumenta o disminuye en la misma proporción, sin variar la torsión, con la finalidad de mantener constante el valor de la torsión teórica programada.
Por tanto, a pesar de ser conocido en estas máquinas que se pueden variar las velocidades de trabajo a lo largo del llenado de bobina con la finalidad de reducir las roturas de hilos, siempre han cumplido con esta fórmula y han variado con la misma proporción y a la vez la velocidad angular del huso y la velocidad lineal del hilo y han mantenido siempre el valor constante de las Torsiones por metro (teórica).
Debido al imperfecto principio de funcionamiento del sistema, durante este proceso de torcido y llenado de bobina, realmente se producen una serie de desviaciones de torsión sobre el hilo con respecto a la torsión teórica programada. Es decir, que habiendo una torsión teórica programada en la máquina, la torsión real sobre el hilo una vez torcido es siempre distinta y variable dependiendo de la porción de hilo escogida de la bobina.
Estas variaciones de torsión dependen del cursor, que se desplaza a una velocidad de rotación distinta a la del huso y que es variable a lo largo del llenado de la bobina. Dicha velocidad angular del cursor depende y está básicamente relacionada con la velocidad del huso, la velocidad de alimentación del hilo, la velocidad y sentido (subida-bajada) del movimiento del balancín y el diámetro de arrollamiento del hilo en un instante determinado.
Esta variación de velocidad angular del cursor, provoca que el hilo a lo largo de la formación de bobina con un valor de torsiones por metro reales distinto que el teórico programado, ya que en las máquinas convencionales siempre se cumple la expresión:
Con este sistema de trabajo convencional, en realidad cuando el operador de la máquina programa las torsiones por metro de un hilo a procesar, en gran parte se desconoce que realmente las torsiones reales sobre el hilo serán distintas a las programadas (teóricas). Este desconocimiento y la necesidad cada vez más de procesar hilos con más calidad de torcido, menos variabilidad de torsión, y en consecuencia mejores propiedades mecánicas resultantes una vez torcido, han provocado el desarrollo de la invención que se describe a continuación.
Descripción de la invención
Con el fin de subsanar las irregularidades anteriormente expuestas se ha desarrollado la presente invención aplicable a máquinas retorcedoras e hiladoras en las que se ha sustituido el parámetro tradicional de torsión teórica por el nuevo parámetro de torsión real, lo que permite producir y torcer el hilo realmente exactamente con la torsión real deseada y mantenida a lo largo del proceso de llenado de bobina.
El sistema consiste en obtener, mediante medios de detección y/o cálculo adecuados, la velocidad angular del cursor durante el proceso de mantener constante la relación siguiente:
Las torsiones por metro (REAL) es directamente proporcional a la velocidad angular del cursor e indirectamente proporcional a la velocidad de alimentación del hilo.
Siendo constante a lo largo de todo el proceso de llenado de bobina de una manera instantánea, a través de la modificación de la velocidad de alimentación del hilo o la velocidad del/los huso/s actuando dicha variación instantáneamente y dinámicamente sobre uno de estos dos movimientos o los dos en combinación a la vez con el objetivo de mantener la consigna de torsión real programada. A diferencia de otros sistemas existentes en el estado de la técnica, en la presente invención el hecho de actuar sobre la velocidad de los husos y/o la velocidad de alimentación, tiene como objeto provocar una corrección sobre la torsión teórica en el hilo y convertirla en real.
De esta manera, se obtienen mejoras en las propiedades mecánicas de los hilos torcidos al procesarse con una variabilidad de torsión mucho más pequeña (teóricamente nula) que en el sistema "convencional".
En el caso de querer variar la velocidad de trabajo a lo largo del llenado de bobina, con este sistema de trabajo objeto de la invención, se mantiene la relación descrita anteriormente, variando en la misma proporción y a la vez la velocidad angular del cursor y la velocidad lineal del hilo a fin de mantener el valor de consigna de torsiones por metro (reales).
Otras características y ventajas del sistema objeto de la presente invención resultarán evidentes a partir de la descripción de una realización preferida, pero no exclusiva, que se ilustra a modo de ejemplo no limitativo en los dibujos que se acompañan, en los cuales:
Breve descripción de los dibujos
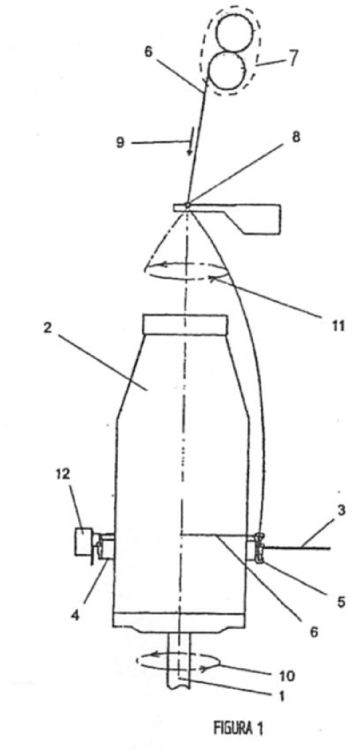
Figura 1.- Es una vista esquematizada de una máquina retorcedora e hiladora de acuerdo con la invención.
Descripción de una realización preferente
En una realización preferente, y haciendo particular referencia a la figura 1, se puede distinguir una máquina con las siguientes partes:
Un huso 1 provisto de una bobina 2 que giran respecto a su propio eje y con una velocidad angular, un balancín 3 con un anillo 4 y un cursor 5 que gira guiado por el anillo 4 a la velocidad angular del cursor 11 y traccionado por el hilo 6, incluyendo el sistema de alimentación de hilo con su cabestrante de alimentación 7 y una guía para el hilo 8.
En la máquina se introduce entre otros, el valor deseado correspondiente al grado de torsión real sobre el hilo a procesar así como la velocidad de alimentación indicada con la flecha 9. la velocidad angular del cursor indicada con la flecha 11 a la cual deberá girar el cursor 5 se calcula a partir de la expresión mencionada anteriormente que es la siguiente:
Dicha consigna de velocidad angular del cursor será la que deberá mantener a través del valor leído de la velocidad angular del cursor 11, señal que capta de la máquina por medios que se describen más adelante, y se envía directamente al procesador de la propia máquina o directamente al convertidor de frecuencia (no representado) que gobierna el motor en cuestión, que de forma dinámica e instantánea regula y varía la velocidad de los husos indicada con la flecha 10 y/o la velocidad de alimentación 9 del cabestrante 7 a través de sus correspondientes convertidores de frecuencia, con el objetivo de mantener dinámicamente dicha serial. El hecho de actuar sobre la velocidad de los husos 10 y/o la velocidad de alimentación 9, provoca una corrección sobre la torsión teórica y la convierte en real.
Hacer mención de que existen diferentes maneras dentro del estado de la técnica para calcular, medir u obtener la velocidad angular del cursor 11 en la máquina mientras está llenando la bobina 2. Sea cual sea el sistema para medir o calcular la velocidad angular del cursor, éste no es una parte esencial y puede ser empleado en cualquier realización práctica de la presente invención.
Reivindicaciones:
1. Sistema de torcido de hilo en máquinas retorcedoras e hiladoras que comprende husos (1) con su/s correspondiente/s motor/es los cuales traccionan uno o varios husos a la vez, cabestrantes alimentadores (7) de hilo (6) alimentados por su/s correspondiente/s motor/es, caracterizado por el hecho de que la máquina retorcedora e hiladora comprende medios para medir y/o calcular de forma directa o indirecta la velocidad angular del cursor (11),
y en el que los movimientos y parámetros de trabajo de la máquina retorcedora e hiladora cumplen y mantienen constante a lo largo de todo un proceso de llenado de bobina la relación:
las torsiones de hilo por metro (real) es directamente proporcional a la velocidad angular del cursor e inversamente proporcional a la velocidad de alimentación del hilo,
tal que el valor de la torsión teórica del hilo es convertido en un valor de torsión real.
Patentes similares o relacionadas:
 Nuevo sistema de torcido de hilo para máquinas retorcedoras e hiladoras, del 23 de Abril de 2013, de FRIMAL TRADING S.L: Sistema de torcido de hilo en máquinas retorcedoras e hiladoras que comprende medios para medir y/o calcular directa o indirectamente la velocidad […]
Nuevo sistema de torcido de hilo para máquinas retorcedoras e hiladoras, del 23 de Abril de 2013, de FRIMAL TRADING S.L: Sistema de torcido de hilo en máquinas retorcedoras e hiladoras que comprende medios para medir y/o calcular directa o indirectamente la velocidad […]
DISPOSITIVO Y PROCEDIMIENTO PARA LA MEDICION DE LA MASA Y LA HUMEDAD DEL MATERIAL DE FIBRA EN UNA MAQUINA DE PREPARACION DE HILATURA., del 1 de Mayo de 2005, de TEWS ELEKTRONIK DIPL.-ING. MANFRED TEWS: Dispositivo para la medición de la masa y/o de la humedad de un material que pasa por una máquina de preparación de hilatura, caracterizado […]
PROCEDIMIENTO PARA REGULAR LA DEPRESION EN UNA INSTALACION DE AIRE DE ASPIRACION DE UNA MAQUINA TEXTIL., del 1 de Noviembre de 2003, de W. SCHLAFHORST AG & CO.: PARA OPTIMIZAR EL RENDIMIENTO DE UN GRUPO EXTRACTOR INTEGRADO EN EL EQUIPAMIENTO DE UNA MAQUINA TEXTIL DESDE EL PUNTO DE VISTA ENERGETICO Y CUANTITATIVO, […]
MEJORAS EN EL OBJETO DE LA PATENTE PRINCIPAL, N- 9003029 POR SISTEMA PARA LA DETECCION DE LA ROTURA O FALTA DE TENSION EN LAS MECHAS DE LAS MAQUINAS DE HILATURAS., del 16 de Diciembre de 1998, de PINTER, S.A.: LAS MEJORAS COMPRENDEN LA DISPOSICION EN EL CIRCUITO IMPRESO EN EL QUE ESTAN INCORPORADOS LOS ORGANOS DE CONTROL, DE MEDIOS PARA LA TOTALIZACION DE LAS AVERIAS OCURRIDAS […]
APARATO SUPERVISOR EN UNA MAQUINA TEXTIL, del 1 de Octubre de 1998, de SIPRA PATENTENTWICKLUNGS- UND BETEILIGUNGSGESELLSCHAFT MBH: LA INVENCION SE REFIERE A UN APARATO SUPERVISOR EN UNA MAQUINA TEXTIL QUE TIENE POR LO MENOS DOS ESTACIONES (1A, 1B...1N), LAS CUALES CUANDO SE PRESENTAN LOS ESTADOS […]
SISTEMA PARA EL AUMENTO DE PRODUCCION DE MAQUINAS DE HILADO, del 16 de Diciembre de 1997, de ZELLWEGER LUWA AG: EL SISTEMA CONTIENE UNA REGULACION PARA LA DERIVACION A PARTIR DE LA DIMENSION DE REGULACION DE LOS PARAMETROS, QUE INFLUYEN LA PRODUCTIVIDAD DE LA MAQUINA […]
PROCEDIMIENTO PARA EL AJUSTE DEL LIMITE DE REACCION DEL LIMPIADOR ELECTRONICO DE HILO Y DISPOSITIVO PARA LLEVAR A CABO EL PROCEDIMIENTO, del 16 de Enero de 1997, de ZELLWEGER LUWA AG: EN EL AJUSTE DEL LIMPIADOR DE HILO, PARA EL CONTROL DE FINEZA, SE FIJA LA CIFRA DE ALARMAS DE ERROR, PERMITIDA PARA UNA LONGITUD DE HILO DADA. DURANTE EL PROCESO DE […]