LAMINADO DE CORONAS A PARTIR DE PIEZAS EN TOSCO METALICAS.
Un procedimiento de laminado de una corona a partir de una pieza en tosco metálica (2) que comprende el montaje de la pieza en tosco sobre un mandril (4) entre dos rodillos de conformación (6) situados en lados opuestos del eje (8) del mandril,
con un par de rodillos inferiores (12) de control del crecimiento situados por debajo y con sus ejes paralelos a y situados sobre lados opuestos del eje (8) del mandril, y un par de rodillos superiores (16) de control del crecimiento dispuestos por encima y con sus ejes paralelos y sobre lados opuestos del eje del mandril, y el laminado de la corona entre los rodillos de conformación (6) trabando los rodillos de control del crecimiento la corona caracterizado porque la separación entre el par de rodillos superiores (16) de control del crecimiento es diferente de la separación entre el par de rodillos inferiores (12) de control del crecimiento
Tipo: Resumen de patente/invención. Número de Solicitud: W06002937GB.
Solicitante: HOERBIGER ANTRIEBSTECHNIK GMBH.
Nacionalidad solicitante: Alemania.
Dirección: BERNBEURENER STRASSE 13,86956 SCHONGAU.
Inventor/es: HARRISON,ANDREW,J.,L, HANNIS,JASON,MICHAEL,PAUL, WILDING,DAVID,ALEXANDER.
Fecha de Publicación: .
Fecha Concesión Europea: 30 de Septiembre de 2009.
Clasificación Internacional de Patentes:
- B21H1/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21H FABRICACION DE ARTICULOS METALICOS ESPECIALES POR LAMINADO, p. ej. TORNILLOS, RUEDAS, ANILLOS, CILINDROS, BOLAS (principalmente a partir de chapas B21D). › B21H 1/00 Fabricación de artículos en forma de sólidos de revolución (laminado de tubos B21B 17/00 - B21B 25/00). › de anillos para cojinetes de bolas o de rodillos.
Clasificación PCT:
Descripción:
Laminado de coronas a partir de piezas en tosco metálicas.
La presente invención se refiere a un procedimiento de laminado de una corona a partir de una pieza en tosco metálica, de acuerdo con el preámbulo de la reivindicación 1. Un ejemplo de dicho procedimiento se divulga en el documento GB 1 329 251 A.
Las piezas en toscos son típicamente de acero estándar, como por ejemplo aceros forjados, pero podrían comprender otros metales o aleaciones. Pueden ser laminadas para constituir coronas que se apliquen a muchos usos, especialmente a componentes de cojinetes. La invención puede así mismo aplicarse a piezas en toscos metálicas en polvo.
En los procesos de laminado del tipo descrito con anterioridad, la pieza en tosco metálica es montada sobre un mandril situado entre dos rodillos de conformación situados a uno y otro lado del eje del mandril. Unos rodillos de control del crecimiento están dispuestos por encima y por debajo del eje del mandril para trabar la pieza en tosco a medida que gira entre los rodillos de conformación. Se utilizan cuatro rodillos de control del crecimiento; uno directamente encima del otro entre el eje del mandril y cada rodillo de conformación. Este procedimiento ha obtenido resultados satisfactorios con una redondez de muy buena calidad en el producto final. Sin embargo, el proceso genera lóbulos. La presente invención pretende reducir en mayor medida la generación de lóbulos y, de esta forma, mejorar en mayor medida la redondez del producto laminado de corona.
Esto se consigue mediante las características distintivas de la reivindicación 1. En las reivindicaciones dependientes se describen formas de realización preferentes. De acuerdo con la invención, los rodillos de control del crecimiento están dispuestos por encima, por debajo y a uno y otro lado del eje del mandril para generar una pauta de fuerzas menos simétrica que actúa sobre la pieza en tosco de corona aplicándose una mayor parte de fuerzas horizontales entre los rodillos de control superiores o inferiores y los rodillos de conformación. La disposición preferente tiene un par de rodillos de control del crecimiento superiores con sus ejes paralelos pero más cercanos que los de los rodillos inferiores. Sin embargo, para algunas aplicaciones de la invención, el par inferior de rodillos de control del crecimiento puede estar más próximo que el par superior.
En el procedimiento de la invención los rodillos de control del crecimiento superiores e inferiores estarán normalmente dispuestos con sus ejes equidistantes a ambos lados del plano vertical que contiene el eje del mandril. En una variante de la invención, los dos controles del crecimiento superiores pueden ser sustituidos por un solo control del crecimiento con su eje dispuesto directamente sobre el eje del mandril. En esta variante, el control del crecimiento superior se aplica por supuesto solo a las fuerzas verticales aplicadas sobre la pieza en tosco de corona resolviéndose todas las fuerzas horizontales entre los rodillos de control del crecimiento inferiores y los rodillos de conformación. La disposición de los rodillos de control del crecimiento se selecciona de modo preferente para reducir al mínimo la longitud de la pieza en tosco no soportada entre los rodillos adyacentes en sentido periférico (rodillos de conformación y rodillos de control del crecimiento).
En los procedimientos de la invención, los ejes del mandril los rodillos de conformación están en el mismo plano horizontal. Sin embargo, en algunas aplicaciones de la invención puede haber alguna ventaja en la colocación del eje del mandril por debajo de los ejes de los rodillos de conformación, de manera que haya un componente vertical de las fuerzas entre los rodillos de conformación y la pieza en tosco de corona.
A continuación se describirá la invención a modo de ejemplo y con referencia a los dibujos esquemáticos que se acompañan, en los cuales:
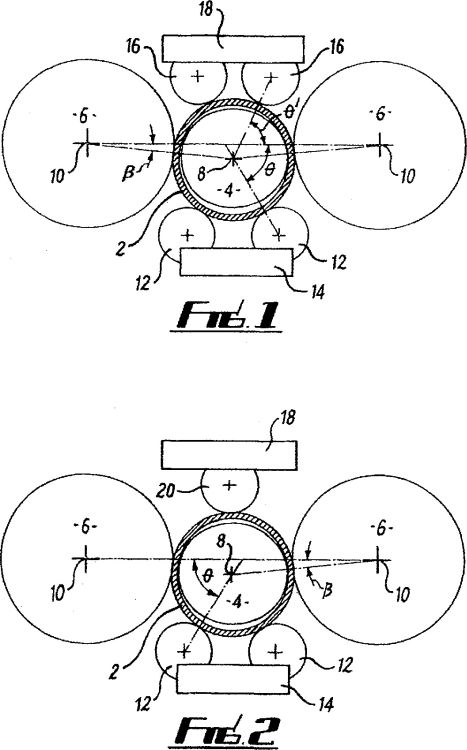
La Figura 1 muestra una sección transversal a través del aparato de laminado de coronas adaptado para llevar a la práctica el procedimiento de la invención; y
la Figura 2 muestra un aparato alternativo al de la Figura 1, en el cual los controles del crecimiento superiores son sustituidos por un rodillo único.
Como se muestra en la Figura 1 una pieza en tosco metálica (2) está montada sobre un mandril (4) dispuesto entre dos rodillos de conformación (6). El eje (8) del mandril (4) está situado por debajo del plano horizontal que contiene los ejes (10) de los rodillos de conformación, subtendiendo la línea entre el eje (8) y cada eje (10) de los rodillos de conformación un ángulo ß con la horizontal. El ángulo ß no es normalmente mayor de 10º, y típicamente no será mayor de 5º. Se han obtenido resultados eficaces con un ángulo ß de alrededor de 1º.
Dos rodillos inferiores (12) de control del crecimiento están dispuestos por debajo del mandril (4) para trabar la pieza en tosco metálica (2) desde abajo. Los rodillos (12) están dispuestos de forma simétrica a uno y otro lado del plano vertical que contiene el mandril (8); separados por igual de ese plano vertical. Los rodillos (12) están montados sobre una estructura (14) que permite que su separación se ajuste. Debe apreciarse que el diámetro de los rodillos inferiores de control del crecimiento puede requerir que se modifique dependiendo de la separación entre ellos, para evitar su interferencia mutua o con los rodillos de conformación. El factor crítico es, por supuesto, la línea de traba con la pieza en tosco situada sobre el mandril, y el ángulo ? subtendido entre la línea de traba y el eje del mandril y la horizontal. Este ángulo ? oscila típicamente entre 50º y 70º, y normalmente es de al menos 60º.
Los dos rodillos superiores (16) de control del crecimiento están montados en una estructura (18) sobre el eje del mandril para trabar la pieza en tosco (2) desde arriba. Estos rodillos (16) están situados más próximos entre sí que los rodillos inferiores (12) de control del crecimiento pero de nuevo su separación puede ser alterada mediante el desplazamiento de sus ejes dentro de la estructura (18). Los rodillos (16) están también dispuestos de forma simétrica a uno y otro lado del plano vertical que contiene el eje del mandril, y el ángulo ?' subtendido por la línea de traba del rodillo (16) y de la pieza en tosco (2) y del eje del mandril con respecto a la horizontal será, por supuesto, mayor que el ángulo ? definido en el emplazamiento de los rodillos inferiores de control del crecimiento. El ángulo ?' oscila típicamente entre 50º y 80º, normalmente oscila entre 65º y 70º.
Como se indicó con anterioridad pueden utilizarse rodillos de control del crecimiento de diferentes tamaños dependiendo de la geometría de la disposición de rodillos deseadas y, por supuesto, del tamaño de la corona que va a ser laminada sobre los rodillos de conformación. Debido a las fuerzas implicadas, el diámetro de los rodillos de control del crecimiento debe ajustarse lo más posible a lo que permita la geometría. El emplazamiento de los rodillos de control del crecimiento con respecto a la pieza en tosco se selecciona normalmente de tal manera que la separación entre las líneas de traba de los rodillos superiores (16) es sustancialmente superior a la separación entre cada rodillo superior y la línea de traba del rodillo de conformación adyacente (6). Los rodillos inferiores (12) de control del crecimiento están situados en una disposición simétrica similar.
La Figura 2 muestra una modificación de la disposición de la Figura 1 en la cual los rodillos superiores (16) de control del crecimiento son sustituidos por un rodillo único (20). En otros aspectos en la disposición de conformación y de los rodillos de control del crecimiento es la misma que la de la Figura 1.
Reivindicaciones:
1. Un procedimiento de laminado de una corona a partir de una pieza en tosco metálica (2) que comprende el montaje de la pieza en tosco sobre un mandril (4) entre dos rodillos de conformación (6) situados en lados opuestos del eje (8) del mandril, con un par de rodillos inferiores (12) de control del crecimiento situados por debajo y con sus ejes paralelos a y situados sobre lados opuestos del eje (8) del mandril, y un par de rodillos superiores (16) de control del crecimiento dispuestos por encima y con sus ejes paralelos y sobre lados opuestos del eje del mandril, y el laminado de la corona entre los rodillos de conformación (6) trabando los rodillos de control del crecimiento la corona caracterizado porque la separación entre el par de rodillos superiores (16) de control del crecimiento es diferente de la separación entre el par de rodillos inferiores (12) de control del crecimiento.
2. Un procedimiento de acuerdo con la reivindicación 1 en el que la separación entre el par de rodillos superiores (16) de control del crecimiento es inferior a la separación entre el par de rodillos inferiores (12) de control del crecimiento.
3. Un procedimiento de acuerdo con las reivindicaciones 1 o 2, en el que los rodillos inferiores (12) de control del crecimiento están situados con respecto al eje (8) del mandril con sus ejes dispuestos en un ángulo que oscila entre 50º y 70º por debajo del plano horizontal que contiene el eje del mandril
4. Un procedimiento de acuerdo con la reivindicación 3, cuando dicho ángulo es al menos de 60º.
5. Un procedimiento de acuerdo con cualquier reivindicación precedente, en el que los rodillos superiores (16) de control del crecimiento están situados con respecto al eje (8) del mandril con sus ejes dispuestos en un ángulo que oscila entre 50º y 80º por encima del plano horizontal que contiene el eje del mandril.
6. Un procedimiento de acuerdo con la reivindicación 5, en el que dicho ángulo oscila entre 65º y 70º.
7. Una modificación de un procedimiento de acuerdo con cualquiera de las reivindicaciones 1 a 4, en la que la pieza en tosco es trabada solo con un único rodillo superior (20) de control del crecimiento con su eje dispuesto directamente sobre el eje (8) del mandril.
8. Un procedimiento de acuerdo con cualquier reivindicación precedente, en el que el eje (8) del mandril y el eje (10) de los rodillos de conformación (6) están en el mismo plano horizontal.
9. Un procedimiento de acuerdo con cualquiera de las reivindicaciones 1 a 7, en el que el eje (8) del mandril está dispuesto por debajo del plano horizontal que contiene los ejes (10) de los rodillos de conformación.
10. Un procedimiento de acuerdo con la reivindicación 8, en el que el eje (8) del mandril está dispuesto en un ángulo no superior a 10º por debajo del plano horizontal que contiene el eje (10) de los rodillos de conformación.
11. Un procedimiento de acuerdo con la reivindicación 9, en el que el ángulo no es mayor de 5º.
Patentes similares o relacionadas:
Dispositivo de laminación de anillos con rodamientos axialmente fijos, del 5 de Marzo de 2019, de HATEBUR UMFORMMASCHINEN AG: Dispositivo de laminación de anillos para el ensanchamiento de una pieza bruta de anillo , con un elemento de prensa , un mandril alojado […]
Dispositivo de laminación de anillos, del 4 de Enero de 2017, de HATEBUR UMFORMMASCHINEN AG: Dispositivo de laminación de anillos para el ensanchamiento de una pieza bruta de anillo , con un elemento de prensa , un mandril alojado de […]
MAQUINA DE RODADURA PARA PIEZA ANULAR A CONFORMAR., del 16 de Octubre de 2002, de ESCOFIER TECHNOLOGIE S.A.: Máquina de rodadura para piezas anulares a conformar, del tipo que comprende, por una parte, diversos elementos rotativos , a saber, un mandril de […]
Máquina y método para conformar elementos anulares, tal como una máquina de laminado y un método para elementos anulares de laminado circular, del 30 de Octubre de 2019, de Muraro S.r.l: Máquina para conformar al menos un elemento (AE) anular, que comprende: - un marco de soporte; - al menos un eje o mandril […]
Método para producir un producto de laminado de anillos contorneado, del 9 de Octubre de 2019, de OTTO FUCHS KOMMANDITGESELLSCHAFT: Método para producir de manera reproducible un producto de laminado de anillos contorneado para una aplicación giratoria, con una máquina de laminado de anillos […]
Laminador de anillos multicilindro de mesa así como procedimiento para laminar anillos en un laminador de anillos multicilindro de mesa, del 9 de Agosto de 2017, de SMS group GmbH: Laminador de anillos multicilindro de mesa que comprende al menos un cilindro principal y dos cilindros de mandril soportados en una mesa de cilindros de mandril […]
Laminador de anillo axial/radial y procedimiento para el funcionamiento de un laminador de anillo axial/radial de este tipo, del 14 de Marzo de 2013, de C. Groene Consulting, Unip LDA: Laminador de anillo axial/radial con accionamientos motrices y dispositivos de control y/o regulación para elcontrol de los procesos de laminación, […]
PROCEDIMIENTO Y DISPOSITIVO PARA LA SEPARACION CONTINUA, SIN ARRANQUEDE VIRUTAS, DE ANILLOS INDIVIDUALES DE PIEZAS CON FORMA DE TUBO., del 16 de Julio de 1998, de MANNESMANN AKTIENGESELLSCHAFT: LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA SEPARACION CONTINUA, SIN ARRANQUE DE VIRUTAS, DE ANILLOS IDENTICOS INDIVIDUALES A PARTIR DE PIEZAS DE TRABAJO DE FORMA […]