PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR PIEZAS ESTAMPADAS.
Procedimiento para la fabricación de piezas estampadas (1.1) en una herramienta (P),
especialmente una herramienta de corte fino, mediante al menos un punzón (5), con el cual se presiona la pieza estampada (1.1) para salir de una tira de material (7), en cuyo caso se conduce la pieza estampada (1.1) después de haber sido extraída de la tira de material (7) hacia la descarga (25), caracterizado por que, en la pieza estampada (1.1) se utiliza una fracción 22 saliente o se moldea adicionalmente, con la cual la tira de material (7) arrastra la pieza estampada (1.1)
Tipo: Resumen de patente/invención. Número de Solicitud: W05007180EP.
Solicitante: FEINTOOL INTERNATIONAL MANAGEMENT AG.
Nacionalidad solicitante: Suiza.
Dirección: INDUSTRIERING 8,3250 LYSS.
Inventor/es: GRIMM,WILLI, TAKAHASHI,SHIN.
Fecha de Publicación: .
Fecha Concesión Europea: 9 de Septiembre de 2009.
Clasificación Internacional de Patentes:
- B21D45/00B
Clasificación PCT:
- B21D45/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › Dispositivos de eyección o de arranque previstos en las máquinas o herramientas tratadas en la presente subclase.
Clasificación antigua:
- B21D45/00 B21D […] › Dispositivos de eyección o de arranque previstos en las máquinas o herramientas tratadas en la presente subclase.
Fragmento de la descripción:
Procedimiento y dispositivo para fabricar piezas estampadas.
El presente invento se refiere a un procedimiento para la fabricación de piezas estampadas en una herramienta, especialmente una herramienta de corte fino, mediante al menos un punzón, con el cual se presiona la pieza estampada para extraerla de una tira de material, en cuyo caso se conduce la pieza estampada para la descarga, después de haber sido extraída de la tira de material.
Estado de la tecnología
En la actualidad, generalmente se fabrican piezas estampadas con máquinas de estampado en una herramienta que consiste de una parte inferior y una parte superior de la herramienta, entre las cuales se sujeta una tira de material. Los punzones correspondientes presionan entonces una pieza estampada hasta que se extrae de la tira de material. Al abrir la herramienta se expulsan las piezas estampadas.
Una sub-especie del estampado es el corte fino. En la DE 3576129 A1 se representa por ejemplo un dispositivo correspondiente para el corte fino. En la DE 19751238 A1 se encuentra una herramienta para el corte fino.
Entre los problemas que se presentan se encuentra el de la evacuación de las piezas estampadas. Dicha evacuación se realiza por ejemplo mediante soplado o bien mediante un dispositivo de extracción especial. Generalmente, la extracción no se lleva a cabo de forma clasificada o resulta muy costosa.
En algunos casos también se vuelve a presionar la pieza estampada dentro de la tira de material y junto con la tira de material extraído. Sin embargo, realizar esta presión presenta la desventaja de que la pieza estampada sufre frecuentemente daños en las superficies funcionales. De la JP 02046936 A se conoce el estampado de una tira de material, por detrás de la cual sobresalen dos salientes que arrastran la pieza estampada hacia la descarga. Algo parecido se publica en la US-A-2790499, en la cual se estampa una sección en forma de puente por detrás de la pieza estampada, en cuyo caso en esta área también se eleva la tira de material que hay detrás de la pieza estampada, y esta sección en forma de puente arrastra la pieza estampada hacia la descarga.
Objetivo
El presente invento tiene como objetivo desarrollar un procedimiento y un dispositivo de la manera anteriormente descrita, con los cuales se pueda evacuar la pieza estampada de forma sencilla, clasificada y libre de daños.
Consecución del objetivo
La consecución de dicho objetivo conlleva la utilización de uno de los salientes de la pieza estampada o bien que se moldee algún saliente adicional a la pieza estampada, con lo cual se arrastraría la tira de material.
En un ejemplo de ejecución preferido el punzón actúa junto con el contrafuerte en una placa fresadora, en cuyo caso al estampar la pieza estampada, ésta será presionada en la placa fresadora contra la fuerza del contrafuerte. Si a continuación se quita la placa fresadora del punzón, se presiona entonces el contrafuerte sobre la pieza estampada saliendo ésta de la placa fresadora, de tal modo que termina preferiblemente de forma acostada sobre la placa fresadora. Encima de esta superficie se conducirá entonces la pieza estampada mediante la tira de material hasta la descarga.
Para que la pieza estampada pueda ser llevada sin problemas hasta la superficie de la placa fresadora por la tira de material, dicha tira de material debe de encontrarse elevada con respecto a la placa fresadora. Con este fin se ha previsto un dispositivo, el cual determina la posición relativa de la tira de material con respecto a la placa fresadora y, siempre y cuando esté previsto, también con respecto al plato de prensado, dentro del cual es conducido el punzón. Para este dispositivo pueden estar previstos numerosos ejemplos de ejecución. En el caso de un ejemplo de ejecución sencillo se aprovechan las guías de la tira, las cuales ya sujetan entre sí la tira de material, según el estado de la tecnología, y la conducen a través de la herramienta de estampado. Estas guías de tira serán realizadas entonces de tal modo que formen una recepción, con la cual será posible mover relativamente la tira de material con respecto a la placa fresadora y/o al plato de prensado. Con este fin parece aconsejable que la recepción pueda ser desplazada paralelamente con respecto al punzón o bien al contrafuerte.
Si se eleva la tira de material hasta alcanzar una distancia definida con respecto a la placa fresadora se garantiza que la pieza estampada pueda ser expulsada de la placa fresadora, y que dicha pieza estampada esté colocada debajo de la tira de material por encima de la superficie de la placa fresadora.
Para que la tira de material pueda empujar entonces la pieza estampada durante el siguiente transporte, es necesario que esté previsto en la pieza estampada un estribo correspondiente. Esto significa que hay que moldear una elevación a la pieza estampada sobre la cual golpea un listón de control en la tira de material.
Como descarga se ofrece una simple pendiente de descarga, la cual está prevista en el dispositivo de transporte de la tira de material. Por ello no se verá impedido todo el proceso del estampado.
Por supuesto, en una herramienta correspondiente conforme al invento también pueden estar previstas otras herramientas internas, con las cuales se realizan procesos para dar pasos previos o bien formas internas. Esto ocurre en dirección paralela al punzón, es decir, generalmente de forma vertical a la dirección de empuje hacia delante de la tira de material.
El procedimiento conforme al invento y el correspondiente dispositivo tiene la gran ventaja de que las piezas estampadas, especialmente las piezas de corte fino, salen de la cámara de la herramienta separadamente de los desechos internos y del pase previo. Esto ocurre sin que se produzcan daños debido a que no existe el peligro de que se queden entre las dos mitades de la herramienta y que serían dañados en el caso de que tuviera lugar otro nuevo proceso de estampado.
Para la descarga de las piezas estampadas no son necesarios otros componentes de manejo adicionales. Debido a la descarga obligatoria de las piezas estampadas con la tira de material se puede reducir el recorrido del empujador de la prensa en su totalidad. De este modo es posible aumentar sustancialmente el número de la cadencia.
Descripción de figuras
Otras ventajas, características y detalles del presente invento resultan de la siguiente descripción de ejemplos preferidos de ejecución, así como también del dibujo; el cual muestra en
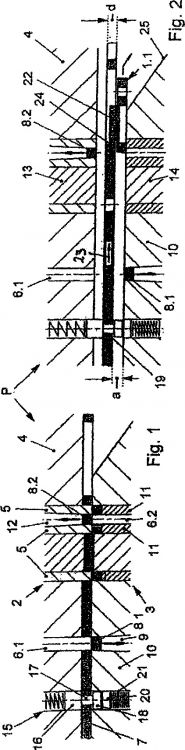
- Figura 1 una sección longitudinal parcial, representada esquemáticamente a través de un dispositivo conforme al invento para la fabricación de piezas estampadas;
- Figura 2 la sección longitudinal conforme a la figura 1 en otra posición de uso.
En la figura 1 se ha mostrado una parte de una herramienta P y en particular de una parte de herramienta superior 2 y de una parte de herramienta inferior 3 de un dispositivo conforme al invento para la fabricación de piezas estampadas 1.1.
De una parte de una herramienta superior 2 está parcialmente representado un plato de prensado 4, en el cual un punzón 5 es guiado para el recorte de la pieza estampada. A mayores se pueden reconocer otros punzones internos 6.1 y 6.2, con los cuales se recortan desechos internos y de pases previos de una tira de material 7 utilizando el procedimiento de corte. Un desecho correspondiente 8.1 cae a través de un taladro 9 aumentado cónicamente en una placa fresadora 10.
Un contrafuerte 11 está asignado al punzón 5 en la placa fresadora 10, en cuyo caso en el contrafuerte 11 está guiado otro punzón interno 6.2, mediante el cual un desecho 8.2 será presionado en un taladro 12 que se abre cónicamente en el punzón 5 siendo eliminado a través de este taladro.
En el punzón 5 y en el contrafuerte 11 también están guiados en cada uno de ellos un contrasello 13 y un vástago de compresión (véase figura 2).
Además, a la tira de material 7 está asignado un dispositivo 15 para elevar dicha tira de material 7. El dispositivo 15 presenta un pistón 16 conducido en la placa fresadora 4, al cual está asignada una sección de perno 17 con menor diámetro y a continuación un pistón de guía 18 de mayor diámetro. De este modo, y en el área de la sección del perno 17, entre el pistón 16 y el pistón de guía 18, se forma una recepción 19, en la que se guía y se sujeta la tira de material 7.
El funcionamiento del presente invento...
Reivindicaciones:
1. Procedimiento para la fabricación de piezas estampadas (1.1) en una herramienta (P), especialmente una herramienta de corte fino, mediante al menos un punzón (5), con el cual se presiona la pieza estampada (1.1) para salir de una tira de material (7), en cuyo caso se conduce la pieza estampada (1.1) después de haber sido extraída de la tira de material (7) hacia la descarga (25), caracterizado por que, en la pieza estampada (1.1) se utiliza una fracción 22 saliente o se moldea adicionalmente, con la cual la tira de material (7) arrastra la pieza estampada (1.1).
2. Procedimiento conforme a la reivindicación 1, caracterizado en que la tira de material (7), al abrir la herramienta (P), será elevada por encima de la placa fresadora (10) hasta alcanzar una distancia definida (a) que corresponde al menos al grosor (d) de la pieza estampada (1.1).
3. Procedimiento conforme a la reivindicación 1 ó 2, caracterizado en que la tira de material (7) después de abrir la herramienta (P) será transportada en una posición aproximadamente horizontal y al mismo tiempo arrastrará la pieza estampada (1.1).
4. Dispositivo para la fabricación de piezas estampadas (1.1) en una herramienta (P), especialmente una herramienta de corte fino, mediante al menos un punzón (5), con el cual se presiona la pieza estampada (1.1) para salir de una tira de material (7) y una descarga (25), hacia donde se puede empujar la pieza estampada (1.1) mediante la tira de material (7), en cuyo caso a la tira de material (7) en la herramienta (P) se ha asignado un dispositivo (15) con el fin de elevar horizontalmente la tira de material.
5. Dispositivo conforme a la reivindicación 4, caracterizado en que el dispositivo (15) para elevar la tira de material (7) está colocado al lado de la tira de material (7) y presenta al menos un pistón de guía (18) para enganchar por debajo la tira de material (7), el cual actúa conjuntamente con el pistón (16) colocado por encima de la tira de material (7).
6. Dispositivo conforme a las reivindicaciones 4 ó 5, caracterizado en que el dispositivo (15) para elevar la tira de material (7) puede ser movido paralelamente al punzón (5).
Patentes similares o relacionadas:
Sujeción actuada por gas para dispositivos punzonadores con tal sujeción, del 13 de Noviembre de 2019, de SPECIAL SPRINGS SRL: Una sujeción actuada por gas para dispositivos punzonadores que comprende: -un cuerpo de contención tubular , -un elemento de sujeción adaptado […]
Dispositivo punzonador integrado operado por gas con prensador de planchas, del 4 de Mayo de 2016, de SPECIAL SPRINGS S.R.L.: Un dispositivo punzonador integrado operado por gas con prensador de plancha, que comprende un cuerpo de contención tubular que está cerrado […]
 Par de mordazas para troquelar agujeros, del 26 de Agosto de 2015, de GUSTAV KLAUKE GMBH: Par de mordazas apto para unirse con un aparato de preferencia hidráulicamente accionable y configurado como un par de mordazas basculantes para […]
Par de mordazas para troquelar agujeros, del 26 de Agosto de 2015, de GUSTAV KLAUKE GMBH: Par de mordazas apto para unirse con un aparato de preferencia hidráulicamente accionable y configurado como un par de mordazas basculantes para […]
Conjunto de guía y retención para un juego de matrices, del 25 de Marzo de 2015, de DADCO, INC: Un conjunto de guía y retención para unas primera y segunda placas enfrentadas separadas que comprende: una carcasa que tiene un manguito y un reborde […]
 Procedimiento y dispositivo para la eliminación de recortes de punzonado, del 6 de Noviembre de 2013, de MS Spaichingen GmbH: Procedimiento para la eliminación de recortes de punzonado en el punzonado por corte de cuchilla, en el que parala generación de un orificio […]
Procedimiento y dispositivo para la eliminación de recortes de punzonado, del 6 de Noviembre de 2013, de MS Spaichingen GmbH: Procedimiento para la eliminación de recortes de punzonado en el punzonado por corte de cuchilla, en el que parala generación de un orificio […]
 PRENSA DE ESTAMPACIÓN, del 25 de Octubre de 2012, de FINEBLANKING PRESS SYSTEMS, S.L: Prensa de estampación.
Comprende un cuerpo fijo inferior provisto de una bancada , un cuerpo móvil superior o carro de la prensa , un colchón inferior que […]
PRENSA DE ESTAMPACIÓN, del 25 de Octubre de 2012, de FINEBLANKING PRESS SYSTEMS, S.L: Prensa de estampación.
Comprende un cuerpo fijo inferior provisto de una bancada , un cuerpo móvil superior o carro de la prensa , un colchón inferior que […]
PROCEDIMIENTO PARA LA ELIMINACION DE UNA PIPA DE AGUJERO EN UNA HERRAMIENTA DE CONFORMACION A ALTA PRESION INTERNA Y DISPOSITIVO PARA LA REALIZACION DEL MISMO., del 1 de Enero de 2002, de DAIMLERCHRYSLER AG: LA INVENCION SE REFIERE A UN PROCEDIMIENTO Y UN DISPOSITIVO PARA RETIRAR UN TAPON PUNZONADO SEPARADO DE UN PERFIL HUECO MEDIANTE UNA ALTA PRESION FLUIDICA INTERIOR, […]
DISPOSITIVO DE CORTE CON PUNZON MOVIL., del 16 de Noviembre de 2000, de AMADA COMPANY, LTD.: UN PUNZON QUE TIENE UNA PARTE CENTRAL , DICHA PARTE CENTRAL ESTA EQUIPADA CON UNA MULTIPLICIDAD DE PROYECCIONES RADIALES Y CON UNA MULTIPLICIDAD DE […]