PROCEDIMIENTO PARA EL CONTROL AUTOMATICO DE HERRAMIENTAS MANUALES ELECTRO-HIDRAULICAS Y DISPOSITIVO PARA ELLO.
Procedimiento para el control automático de herramientas de mano electro-hidráulicas,
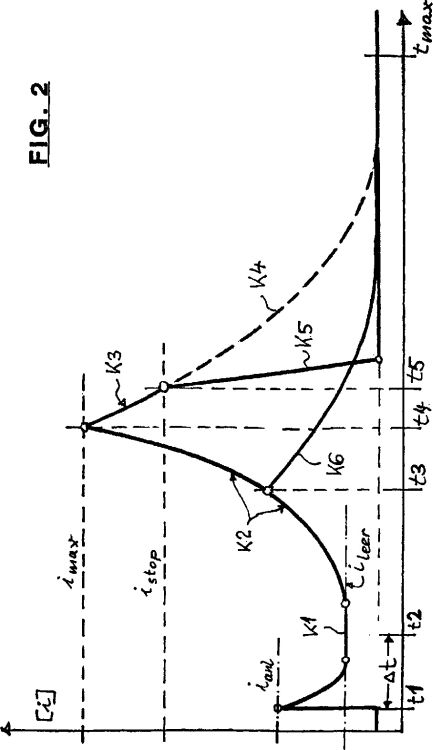
en especial, para realizar uniones de tubo mediante la deformación plástica de los materiales del tubo, en el que la herramienta de mano presenta un cilindro de accionamiento (1) con un émbolo de trabajo (2) que actúa por un solo lado y que retorna a su posición inicial mediante un muelle de retorno (3) al descargar la presión, y presenta también una bomba (5) alimentada desde un depósito (7) para impulsar el cilindro de accionamiento (1) y un tubo de reflujo (8) para el reflujo del líquido hidráulico al depósito (7), estando en dicho tubo dispuesta una válvula de sobrepresión servopilotada (9) que provoca un efecto de histéresis, siendo la bomba (5) accionada por un motor eléctrico (12) en cuya línea de alimentación (13) está dispuesto un interruptor automático (14), caracterizado porque el motor (12) de la bomba está controlado por un microprocesador (15) en función de la corriente de tal manera que la absorción de corriente del motor (12) y la caída de corriente tras la apertura de la válvula de sobrepresión (9) son detectadas por el microprocesador (15), y porque la corriente del motor queda interrumpida por el interruptor automático (14) al caer ésta por debajo de un valor de corriente almacenado (istop)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E02000190.
Solicitante: ROTHENBERGER WERKZEUGE AKTIENGESELLSCHAFT.
Nacionalidad solicitante: Alemania.
Dirección: INDUSTRIESTRASSE 7,65779 KELKHEIM / TS.
Inventor/es: WALTERSDORF, MANFRED, GOLDBACH,GERHARD, LANGHOLZ,RALPH.
Fecha de Publicación: .
Fecha Solicitud PCT: 10 de Enero de 2002.
Fecha Concesión Europea: 21 de Octubre de 2009.
Clasificación Internacional de Patentes:
- B25B27/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B25 HERRAMIENTAS MANUALES; HERRAMIENTAS DE MOTOR PORTATILES; MANGOS PARA UTENSILIOS MANUALES; UTILLAJE DE TALLER; MANIPULADORES. › B25B HERRAMIENTAS O UTILLAJE DE BANCO NO PREVISTOS EN OTRO LUGAR, PARA FIJAR, UNIR, DESENGANCHAR O MANTENER. › B25B 27/00 Herramientas manuales o utillaje de banco, especialmente concebidas para ensamblar o separar piezas u objetos, causando o no cierta deformación, no previstos en otro lugar (máquinas limitadas al montaje o separación de piezas u objetos metálicos B23P 19/00). › para revestir racores en tubos flexibles o mangos.
Clasificación PCT:
- B21D39/04 B […] › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 39/00 Utilización de procedimientos que permitan el ensamblaje de objetos o de partes de objetos, p. ej. revestimiento con chapas, que no sea por chapado (remachado B21J; ensamblado de elementos por forjado o prensado al objeto de que formen una sola pieza B21K 25/00 ); Dispositivos de mandrinaje de tubos. › de tubos con tubos; de tubos con barras.
- B25B27/10 B25B 27/00 […] › para revestir racores en tubos flexibles o mangos.
- B25F5/00 B25 […] › B25F HERRAMIENTAS COMBINADAS O PARA TRABAJOS MULTIPLES NO PREVISTAS EN OTRO LUGAR; DETALLES O PARTES CONSTITUTIVAS DE HERRAMIENTAS PORTATILES CON MOTOR NO RELACIONADAS PARTICULARMENTE CON LAS OPERACIONES EFECTUADAS Y NO PREVISTAS EN OTRO LUGAR. › Detalles o partes constitutivas de herramientas portátiles con motor no relacionadas particularmente con las operaciones efectuadas y no previstas en otro lugar.
Clasificación antigua:
- B21D39/04 B21D 39/00 […] › de tubos con tubos; de tubos con barras.
- B25B27/10 B25B 27/00 […] › para revestir racores en tubos flexibles o mangos.
- B25F5/00 B25F […] › Detalles o partes constitutivas de herramientas portátiles con motor no relacionadas particularmente con las operaciones efectuadas y no previstas en otro lugar.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento para el control automático de herramientas manuales electro-hidráulicas y dispositivo para ello.
La invención se refiere a un procedimiento para el control automático de herramientas manuales electro-hidráulicas de acuerdo con la parte introductoria de la reivindicación 1, y a un dispositivo para ello de acuerdo con la parte introductoria de la reivindicación 3. Un procedimiento y un dispositivo de este tipo se conocen por el documento DE 195 35 691 C1.
En muchos procesos de preparación de piezas de trabajo, en especial al unir tuberías en los sectores de calefacción y sanitario, es necesario seguir una evolución en el tiempo y de esfuerzos con la máxima precisión posible. Por un lado, la fuerza máxima ha de ser suficientemente alta para conseguir un resultado seguro, por ejemplo, una unión de tubos estanca de forma duradera, por otro lado, la fuerza máxima no ha de ser superior a la resistencia de la pieza de trabajo, ni de la herramienta. Estos requisitos son difíciles de cumplir conjuntamente. Además, las exigencias de poder controlar las operaciones y la función de las herramientas, en su caso, también aumentan en relación con las condiciones de mantenimiento, inspección y garantía.
Por el documento DE 21 36 782 C2 se conoce una herramienta manual accionada neumática o hidráulicamente que tiene un émbolo de trabajo y un cabezal de prensado para realizar uniones de tubos. Tras cada proceso de prensado un muelle de retorno hace volver al émbolo de trabajo a su posición inicial. Sin embargo, la generación y el control de la presión no forman parte de la herramienta de mano, ni tampoco están descritos.
Por el documento US-A-2 254 613 se conoce una prensa hidráulica con una bomba de mano, un émbolo de trabajo y un cabezal de prensa, en la que asimismo un muelle de retorno hace retornar el émbolo de trabajo a su posición inicial tras cada proceso de prensado. El movimiento de retorno se realiza hasta el final de forma automática mediante una válvula de sobrepresión servopilotada y dispuesta en un bypass, presentando dicha válvula una punta cónica y un plato de válvula más grande dispuesto detrás, que empieza a actuar una vez que se ha abierto la punta cónica. Debido a ello, la válvula tiene un comportamiento con histéresis, es decir, se mantiene abierta por el líquido hidráulico incluso cuando disminuye la presión. La prensa de mano también está dotada de una tecla de emergencia. Debido a la bomba de mano, un control eléctrico o electrónico del sistema hidráulico ni está previsto, ni es posible.
Por el documento DE 195 35 691 C1 de la misma solicitante se conoce una herramienta manual electro-hidráulica que asimismo tiene un émbolo de trabajo y está destinada a ser dotada de un cabezal de prensa. Asimismo, tras cada proceso de prensado, el muelle de retorno retorna el émbolo de trabajo a su posición inicial. El movimiento de retorno se realiza hasta el final de forma automática mediante un sistema de válvulas dispuesto en un bypass. No está previsto un control eléctrico o electrónico del sistema hidráulico. Por lo contrario, se lleva a cabo un bloqueo hidráulico-mecánico del interruptor de funcionamiento hasta que el proceso de prensado haya acabado. Un cabezal de prensa para ello está descrito en el documento DE 44 46 504 C1.
Por el documento EP 0 445 084 A2, de tipo distinto, se conoce el hecho de iniciar el paro del motor al alcanzar la absorción máxima de corriente e invertir automáticamente el sentido de giro en un destornillador eléctrico, no hidráulico, para tacos huecos expansionables. Esto sucede cuando la absorción de corriente sobrepasa un valor predeterminado y configurado previamente. Mediante un circuito de retardo se garantiza que se alcanza realmente el estado final de fijación o expansión.
Por el documento DE 295 02 032.6 U1 se conoce el paro del motor eléctrico al alcanzar una presión de prensado predeterminada, que se detecta indirectamente a través de la medición de la absorción de corriente, en una herramienta de prensado accionada electro-hidráulicamente. De este modo se quiere facilitar al usuario el comprobar visualmente si las mordazas de la herramienta de prensado realmente están cerradas y si una unión de tubos ha quedado totalmente prensada. Sin embargo, un control visual sólo será posible si el usuario abandona la posición ergonómica desde la que manipula la máquina. Luego el usuario ha de invertir manualmente el sentido de giro del motor para poder retirar la herramienta de la unión de tubos. No se prevé limitación de la presión mediante una válvula de sobrepresión hidráulica ni el seguimiento automático de la corriente de motor tomando en consideración valores de corriente predeterminados. Dado que no existe ninguna válvula de sobrepresión, tampoco se puede detectar la caída de corriente tras la respuesta de una válvula de este tipo ni evaluarla para fines de control.
Por el documento EP 0 824 979 A1 se conoce el hecho de disponer entre las mordazas de un cabezal de prensa un transductor electromagnético en forma de sensor de distancia, que reduce automáticamente la potencia del motor cuando se aproximan las mordazas, a efectos de reducir la energía cinética del sistema de accionamiento tras recorrer la carrera en vacío y antes de alcanzar la posición final de las mordazas y, debido a ello, tener en cuenta las diferentes fuerzas de deformación de diferentes uniones de tubos (comportamiento de flujo del material, grosor de pared y diámetro). De esta manera, se pretende evitar una sobrecarga de las mordazas y un desgaste demasiado rápido de los puntos de apoyo en el cabezal de prensado y de su sistema de accionamiento, a pesar de que la unión de tubos quede totalmente prensada. No está previsto un seguimiento automático de la corriente de motor teniendo en cuenta valores de corriente predeterminados. Ciertamente se da a conocer una válvula de sobrepresión, pero sólo para los fines de limitar la fuerza final y no para controlar y dirigir el paro del motor.
Por el resumen de la patente JP 11198058 A se conoce el hecho de observar la evolución de la corriente del motor mediante un sensor de corriente en una herramienta accionada sólo eléctricamente para realizar acanaladuras. Al sobrepasar un valor predeterminado para la corriente del motor, se pone en marcha un microordenador con un temporizador. Cuando pasan dos segundos y la corriente del motor aumenta un poco, se enciende un diodo luminoso para indicar al usuario que el proceso de prensado ha terminado. No se da a conocer el hecho de controlar la respuesta de una válvula de sobrepresión (que tampoco se da a conocer) mediante la medición de la corriente, ni tampoco el paro automático del motor cuando la corriente es inferior a un valor más bajo almacenado.
La presente invención se basa, en cambio, en el objetivo de dar a conocer una herramienta de mano del tipo indicado anteriormente, en la que el motor de la bomba es controlado, al menos esencialmente, por la evolución de la presión en el sistema hidráulico.
El problema planteado se resuelve con el procedimiento, según la parte introductoria de la reivindicación 1, mediante las características indicadas en la parte caracterizante de la reivindicación 1 y con un dispositivo, según la parte introductoria de la reivindicación 3, mediante las características indicadas en la parte caracterizante de la reivindicación 3.
Con estas soluciones se resuelve plenamente el problema planteado, en especial, se indica una herramienta de mano del tipo descrito anteriormente en la que el motor de la bomba es controlado, al menos esencialmente, por la evolución de la presión en el sistema hidráulico. La invención se basa en la consideración de que la corriente del motor de la bomba proporciona una imagen suficientemente exacta o proporcional de la evolución de la presión en el sistema hidráulico y, por lo tanto, de la evolución de esfuerzos durante la operación y que, tras la conversión de la corriente del motor en señales eléctricas o electrónicas, esta característica puede ser utilizada para controlar la operación por medio de un microprocesador con memoria de datos y sitios de almacenamiento para valores teóricos y parámetros de funcionamiento predeterminables y, en su caso, modificables. La evaluación de señales puede ser desarrollada en combinación con señales y parámetros de proceso almacenados que dependen del tiempo. Otras ventajas se indican en la descripción detallada.
En relación con otra realización del procedimiento resulta muy ventajoso que, de forma individual o combinada:
- que el inicio...
Reivindicaciones:
1. Procedimiento para el control automático de herramientas de mano electro-hidráulicas, en especial, para realizar uniones de tubo mediante la deformación plástica de los materiales del tubo, en el que la herramienta de mano presenta un cilindro de accionamiento (1) con un émbolo de trabajo (2) que actúa por un solo lado y que retorna a su posición inicial mediante un muelle de retorno (3) al descargar la presión, y presenta también una bomba (5) alimentada desde un depósito (7) para impulsar el cilindro de accionamiento (1) y un tubo de reflujo (8) para el reflujo del líquido hidráulico al depósito (7), estando en dicho tubo dispuesta una válvula de sobrepresión servopilotada (9) que provoca un efecto de histéresis, siendo la bomba (5) accionada por un motor eléctrico (12) en cuya línea de alimentación (13) está dispuesto un interruptor automático (14), caracterizado porque el motor (12) de la bomba está controlado por un microprocesador (15) en función de la corriente de tal manera que la absorción de corriente del motor (12) y la caída de corriente tras la apertura de la válvula de sobrepresión (9) son detectadas por el microprocesador (15), y porque la corriente del motor queda interrumpida por el interruptor automático (14) al caer ésta por debajo de un valor de corriente almacenado (istop).
2. Procedimiento, según la reivindicación 1, caracterizado porque el inicio de la operación es retardado por un tiempo de bloqueo (?t) almacenado y porque la duración total de conexión de la corriente de motor es limitada por un valor máximo de tiempo (tmax) almacenado.
3. Dispositivo para el control automático de herramientas de mano electro-hidráulicas, en especial, para realizar uniones de tubos mediante la deformación plástica de los materiales de los tubos, que comprende un cilindro de accionamiento (1) con un émbolo de trabajo (2) que actúa por un solo lado, que es cargado por un muelle de retorno (3) y que presenta un vástago de émbolo (4), una bomba (5) que está dispuesta en una tubería de alimentación(6) entre un depósito (7) y el cilindro de accionamiento (1); un tubo de reflujo (8) que une el cilindro de accionamiento (1) con el depósito (7) y en el que está dispuesta una válvula de sobrepresión servopilotada (9) que provoca un efecto de histéresis; y un motor eléctrico (12) de la bomba en cuya línea de alimentación (13) está dispuesto un interruptor automático (14); caracterizado porque el motor (5) de la bomba está controlado por un microprocesador (15) en función de la corriente, teniendo el microprocesador asociado, como mínimo, un conmutador (25) que puede ser accionado manualmente,
a) estando dispuesto en la línea eléctrica de alimentación (13) del motor (12) de la bomba un sensor de corriente (16) cuya salida está conectada al microprocesador (15) para fines de comparación con, como mínimo, un valor teórico almacenado para la corriente del motor,
b) estando la salida del microprocesador (15) conectada al interruptor automático (14) en la línea de alimentación (13), y
c) teniendo el microprocesador (15) asociada, como mínimo, una memoria de datos (19) en la que están dispuestos sitios de almacenamiento, concretamente:
- c1) para un período de tiempo (?t) como tiempo de bloqueo para un eventual error en la manipulación,
- c2) para un período de tiempo máximo (tmax) para apagar el aparato al producirse un error de funcionamiento tras el accionamiento de como mínimo un conmutador (25), así como
- c3) para, como mínimo, un valor límite de corriente (istop) para apagar la corriente del motor, siendo este valor límite de corriente (istop) inferior al valor límite de corriente (imax) para la apertura de la válvula de sobrepresión.
4. Dispositivo, según la reivindicación 3, caracterizado porque después de la fuente de corriente (20) para la corriente del motor está dispuesto un sensor de tensión (21) para medir la tensión de la fuente de corriente (20), y porque este sensor de tensión (21) está conectado al microprocesador (15).
5. Dispositivo, según la reivindicación 4, caracterizado porque entre el sensor de tensión (21) y el microprocesador (15) está dispuesto un regulador de tensión (23) para la tensión de funcionamiento del microprocesador (15).
6. Dispositivo, según las reivindicaciones 3 y 4, caracterizado porque el microprocesador (15) tiene asociado un convertidor analógico-digital (24) al que están conectadas las salidas del sensor de corriente (16) y del sensor de tensión (21).
7. Dispositivo, según la reivindicación 3, caracterizado porque al microprocesador (15) están conectados en paralelo, como mínimo, dos conmutadores (25) para poder manipular la herramienta de mano independientemente de su posición.
8. Dispositivo, según la reivindicación 7, caracterizado porque los conmutadores (25) pueden ser bloqueados una vez trascurrido el tiempo de bloqueo (?t).
9. Dispositivo, según como mínimo una de las reivindicaciones 3 a 8, caracterizado porque un dispositivo de señalización (26) está conectado al microprocesador (15) para la indicación del estado de funcionamiento de la herramienta de mano.
10. Dispositivo, según la reivindicación 9, caracterizado porque el dispositivo de señalización (26) está realizado como un indicador intermitente de múltiples colores.
11. Dispositivo, según la reivindicación 3, caracterizado porque el microprocesador (15) tiene asociada, como mínimo, una memoria de datos para el historial de funcionamiento de la herramienta de mano.
12. Dispositivo, según la reivindicación 3, caracterizado porque el microprocesador (15) tiene asociado, como mínimo, un contador de mantenimiento para almacenar e indicar los intervalos de mantenimiento y de inspección de la herramienta de mano.
13. Dispositivo, según la reivindicación 11, caracterizado porque el microprocesador (15) tiene asociada una interfaz (27) para la consulta del historial de funcionamiento.
14. Dispositivo, según la reivindicación 13, caracterizado porque la interfaz (27) tiene asociado un transmisor de infrarrojos (28).
15. Dispositivo, según la reivindicación 3, caracterizado porque en la memoria de datos (15) están depositados un tiempo máximo de marcha en vacío para el motor (12) de la bomba y un valor mínimo para la corriente del motor, y porque el dispositivo está realizado de tal manera que el motor (12) se vuelve a apagar cuando no se sobrepasa el valor mínimo para la corriente del motor dentro del tiempo de marcha en vacío.
Patentes similares o relacionadas:
 Mordaza de presión, procedimiento para fabricar una unión de tubos inseparable, una pieza de empalme, un sistema de una mordaza de presión y una pieza de empalme, del 29 de Julio de 2020, de Viega Technology GmbH & Co. KG: Pieza de empalme para una unión de obturación metálica con al menos un tubo metálico,
- con un cuerpo base de pieza de empalme , que consta de metal, y
[…]
Mordaza de presión, procedimiento para fabricar una unión de tubos inseparable, una pieza de empalme, un sistema de una mordaza de presión y una pieza de empalme, del 29 de Julio de 2020, de Viega Technology GmbH & Co. KG: Pieza de empalme para una unión de obturación metálica con al menos un tubo metálico,
- con un cuerpo base de pieza de empalme , que consta de metal, y
[…]
Herramienta manual para usar en la desconexión rápida de acoplamientos de conexión/desconexión rápida, del 8 de Julio de 2020, de Direct Source International, LLC: Una herramienta para la extracción de un conector de un tubo, dicha herramienta que tiene un cuerpo, dicho cuerpo que comprende: una […]
Abrazadera y herramienta de reparación, del 10 de Junio de 2020, de Timberline Tool, L.L.C: Una herramienta de sujeción de tubo para proporcionar un tratamiento a una pieza de trabajo tubular , que comprende: un conjunto de abrazadera , […]
Procedimiento para el control automático de una herramienta de prensado electrohidráulica, del 12 de Junio de 2019, de NOVOPRESS GMBH PRESSEN UND PRESSWERKZEUGE & CO. KG.: Procedimiento para el control automático de una herramienta de prensado electrohidráulica, en particular para producir uniones de tubos, en el que, […]
Herramienta de prensar para la unión de piezas mediante conformado, del 22 de Mayo de 2019, de ROTHENBERGER AG: Herramienta de prensar para la unión de piezas mediante el conformado, con al menos dos mordazas de prensar (2, 2'; 3, 3'; 3''), movibles […]
Dispositivo de detección de tope posterior en un accionador lineal, del 6 de Mayo de 2019, de VIRAX: Accionador lineal que consta de medios de accionamiento de un equipo móvil entre una posición de reposo y una posición activa, y un módulo electrónico […]
Herramienta para moldeo por presión para una pieza de empalme con lengüeta de presión, del 24 de Octubre de 2018, de GEBERIT INTERNATIONAL AG: Herramienta para moldeo por presión para una pieza de empalme de montaje a presión con una parte cilíndrica y con una lengüeta de presión que sobresale de la […]
Procedimiento para el funcionamiento de una prensa manual activada por motor y prensa manual, del 14 de Marzo de 2018, de GUSTAV KLAUKE GMBH: Procedimiento para el funcionamiento de una prensa manual activada por motor , en el que mediante una activación del interruptor se mueven una o varias mordazas de […]