PROCEDIMIENTO Y DISPOSITIVO DE DETECCION DE PLANEIDAD.
Procedimiento de detección de planeidad de un producto en banda metálica que se desliza siguiendo una dirección longitudinal y que se encuentra a una temperatura elevada,
en la cual la banda (2) se pone bajo tensión y se aplica sobre un sector angular de un rodillo medidor de planeidad (1) montado en rotación alrededor de un eje perpendicular a la dirección longitudinal de desplazamiento de la banda (2) y que tiene una cara externa cilíndrica (13) que comprende un sector angular de contacto con la banda y un sector libre,
caracterizado porque,
se realiza un enfriamiento forzado del rodillo medidor de planeidad (1) por la circulación de un fluido refrigerante por lo menos a lo largo de una parte del sector libre de la cara externa (13) del rodillo (1) y se determinan los parámetros que determinan la eficacia del enfriamiento como la abertura (B) del sector angular de enfriamiento a lo largo del cual circula el fluido, la temperatura inicial de éste y el caudal de circulación, de tal modo que, después de haberse calentado al pasar por el sector (a, a'') de contacto con la banda (2), a la cara externa (13) del rodillo (1), se la hace volver, por su paso en el sector (b, b'') de enfriamiento del rodillo (1), a una temperatura de equilibrio determinada
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E01402728.
Solicitante: VAI CLECIM.
Nacionalidad solicitante: Francia.
Dirección: LE POLYEDRE, 53, RUE DES TROIS FONTANOT,92024 NANTERRE CEDEX.
Inventor/es: MALARD, THIERRY, FAURE, JEAN-PAUL.
Fecha de Publicación: .
Fecha Solicitud PCT: 19 de Octubre de 2001.
Fecha Concesión Europea: 23 de Septiembre de 2009.
Clasificación Internacional de Patentes:
- B21B38/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 38/00 Métodos y dispositivos de medida especialmente adaptados a laminadores, p. ej. detección de la posición, inspección del producto. › para medida de la planta o perfil de las láminas.
- G01B21/30 FISICA. › G01 METROLOGIA; ENSAYOS. › G01B MEDIDA DE LA LONGITUD, ESPESOR O DIMENSIONES LINEALES ANALOGAS; MEDIDA DE ANGULOS; MEDIDA DE AREAS; MEDIDA DE IRREGULARIDADES DE SUPERFICIES O CONTORNOS. › G01B 21/00 Disposiciones de medida o sus detalles en caso de no adaptarse a los tipos particulares de medios de medida de los otros grupos de esta subclase. › para la medida de la rugosidad o la irregularidad de superficies.
- G01B5/28 G01B […] › G01B 5/00 Disposiciones de medida caracterizadas por la utilización de medios mecánicos (instrumentos de los tipos cubiertos por el grupo G01B 3/00 en sí G01B 3/00). › para la medida de la rugosidad o la irregularidad de superficies.
- G01B5/28B
Clasificación PCT:
- B21B38/02 B21B 38/00 […] › para medida de la planta o perfil de las láminas.
- G01B21/30 G01B 21/00 […] › para la medida de la rugosidad o la irregularidad de superficies.
- G01B5/28 G01B 5/00 […] › para la medida de la rugosidad o la irregularidad de superficies.
- G01B7/34 G01B […] › G01B 7/00 Disposiciones de medida caracterizadas por la utilización de medios eléctricos o magnéticos. › para la medida de la rugosidad o la irregularidad de superficies.
Clasificación antigua:
- B21B38/02 B21B 38/00 […] › para medida de la planta o perfil de las láminas.
- G01B21/30 G01B 21/00 […] › para la medida de la rugosidad o la irregularidad de superficies.
- G01B5/28 G01B 5/00 […] › para la medida de la rugosidad o la irregularidad de superficies.
- G01B7/34 G01B 7/00 […] › para la medida de la rugosidad o la irregularidad de superficies.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento y dispositivo de detección de planeidad.
La invención tiene por objeto un procedimiento y un dispositivo de detección de planeidad de un producto en banda metálica, que se desliza siguiendo una dirección longitudinal y se aplica especialmente en bandas que se encuentran a una temperatura elevada.
En el laminado de bandas de metal y, en particular, de chapas delgadas laminadas, se pueden producir defectos de planeidad que aparecen cuando la banda está en reposo pero está en estado latente en la banda bajo tracción. Tales defectos provienen, en general, de ligeras variaciones sobre la anchura de la banda, del alargamiento realizado por el laminado y se pueden corregir actuando sobre las condiciones de laminado y, en particular, sobre la distribución, en el sentido transversal, de la presión de sujeción aplicada entre los cilindros de trabajo.
Con este fin, es posible, en los laminadores modernos, actuar sobre el perfil del entrehierro de paso del producto, por ejemplo ejerciendo esfuerzos de curvatura sobre los extremos de los cilindros de trabajo. Se puede también utilizar un cilindro de soporte que comprende una envoltura deformable rotativa alrededor de un árbol fijo y que se apoya sobre éste mediante una pluralidad de gatos repartidos sobre la anchura de la banda y que se pueden regular en posición y en presión.
Estos medios de ajuste se controlan a partir de las informaciones dadas por un dispositivo de medida, colocado debajo del laminador y sensible a las variaciones, sobre la anchura de la banda, del esfuerzo de tracción aplicado sobre ésta que corresponden ellas misma a las variaciones de alargamiento de las fibras longitudinales de la banda.
Tal dispositivo de medida consta, habitualmente, de un rodillo deflector que incluye un cuerpo cilíndrico rotativo alrededor de un eje perpendicular a la dirección longitudinal de desplazamiento de la banda. Esta se aplica bajo tracción sobre un sector angular de la cara externa del rodillo que se equipó de una serie de sensores que permiten medir las variaciones de presión local de aplicación de la banda. Habitualmente, estos sensores se separan regularmente los unos de los otros y se distribuyen sobre toda la longitud del rodillo, la banda está así dividida en una serie de zonas longitudinales que tienen cada una una anchura determinada, sobre las cuales se integra la medida del defecto latente que debe corregirse.
En una disposición conocida, descrita por ejemplo en el documento US-3.481.194, el rodillo deflector comprende, en su cara externa, de un cuerpo central tubular de espesor suficiente para dar la resistencia necesaria y provista de una pluralidad de cavidades en las cuales están colocados sensores de medición.
De una manera general, un rodillo medidor comprende una pluralidad de zonas de detección repartidas sobre toda su longitud y provista cada una de un captador para la emisión de una señal dependiente de la presión de aplicación de la parte correspondiente de la banda, durante el paso de esta zona de detección en el sector angular de contacto de la banda con el rodillo.
De otra parte, para evitar interferencias entre las medidas efectuadas sobre dos zonas de medición adyacentes, ventajosamente se desplazan los sensores angularmente de una zona a la siguiente.
En tal disposición, cada sensor de medición es sensible a la presión de aplicación de la banda pero también puede estar influido por otros factores que pueden perturbar la medida.
Por ejemplo, para evitar un contacto directo entre los sensores y la banda en deslizamiento, cada cavidad de un sensor es firme, hacia el exterior, por una pared de protección que puede estar constituida de una envoltura fina que recubre el conjunto del cuerpo tubular del rodillo o bien de una pieza con forma de casquete que se deforma ligeramente para transmitir a los sensores la presión aplicada por la banda. Tal dispositivo es por lo tanto sensible a las deformaciones térmicas producidas por una elevación de la temperatura del rodillo.
Del mismo modo, los sensores de medición normalmente no están previstos para funcionar a una temperatura elevada.
Es por eso que, hasta ahora, los rodillos medidores de planeidad se utilizan en las instalaciones de laminado en frío en las cuales la banda laminada se puede mantener a una temperatura moderada.
Sin embargo, los defectos latentes que resultan de las variaciones de alargamiento sobre la anchura de la banda, aparecen también durante el laminado en caliente y sería interesante evitar, desde este momento, los riesgos de defecto de planeidad.
Para eso, hasta ahora había parecido suficiente, asociar al laminador con un modelo matemático que permite prever las zonas defectuosas a fin de evitar, en la medida de lo posible su aparición, actuando sobre los distintos medios de ajuste del laminador. Los defectos que deben corregirse pueden también venir determinados por medios ópticos sobre el producto fuera de tracción, es decir sobre la cabeza de banda, antes del enrollamiento sobre la máquina bobinadora. Tal sistema no permite por lo tanto controlar la planeidad del producto sobre toda su longitud y es pues preferible detectar los defectos latentes desde la salida del laminador.
Con este fin, se propuso, en el documento EP-A-0.858.845, colocar en un sobrelaminado en caliente, un rodillo medidor sobre el cual la banda se puede aplicar bajo tracción.
Sin embargo, incluso en el caso de un metal no ferroso como el aluminio, la banda en caliente se encuentra a una temperatura elevada y de eso resultan las perturbaciones en las medidas que deben compensarse. Se puede, por ejemplo, efectuar un calibrado del rodillo en diversas temperaturas para aportar a las medidas las correcciones necesarias en función de la temperatura de la banda pero tal calibrado no es fácil de realizar.
La invención tiene por objeto solucionar estos problemas gracias a disposiciones particularmente simples, que pueden aplicarse a todos los tipos de rodillos medidores de planeidad y que permiten evitar un calibrado de los sensores en función de las distintas temperaturas de funcionamiento.
La invención se aplica por lo tanto, de un modo general, a un procedimiento y a un dispositivo de detección de la planeidad de un producto en banda, en el cual la banda se pone bajo tensión y se aplica sobre un sector angular de un rodillo medidor rotativo en torno a un eje perpendicular a la dirección longitudinal de desplazamiento de la banda y que tiene una cara externa cilíndrica que comprende un sector angular de contacto con la banda y un sector libre.
Conforme a la invención, se realiza un enfriamiento forzado del rodillo por circulación de un fluido refrigerante a lo largo de al menos una parte del sector libre de la cara externa del rodillo y se determinan los parámetros que determinan la eficacia del enfriamiento tales como la abertura del sector angular de enfriamiento a lo largo del cual circula el fluido, la temperatura inicial de éste y el caudal de circulación, de tal manera que, después de calentarse pasando por el sector en contacto con la banda, la cara externa del rodillo se vuelve a traer, para que pase en el sector de enfriamiento del rodillo, a una temperatura de equilibrio determinada.
En un primer modo de realización especialmente ventajoso, se realiza el enfriamiento forzado del rodillo por aspersión de un fluido refrigerante por medio de rampas de aspersión repartidas sobre al menos una parte del sector libre del rodillo y se regula al menos la temperatura del fluido y el caudal de aspersión en función de la temperatura de la banda, de la velocidad de desplazamiento y de las condiciones de intercambio térmico, de tal modo que se devuelva a un nivel determinado la temperatura de la cara externa del rodillo, inmediatamente antes de su paso en el sector de contacto.
En otro modo de realización, el rodillo de medida de planeidad se colocó debajo de la banda, la cara externa de éste comprende una parte inferior que sumerge en un baño de líquido refrigerante proporcionado en una cubeta colocada debajo del rodillo y asociado a los medios de puesta en circulación del líquido con un caudal regulable entre un orificio de entrada y un orificio de salida de la cubeta, y se ajusta por lo menos la temperatura inicial del líquido a su llegada en el baño y el caudal de circulación, de tal manera que traiga a un nivel determinado la temperatura de la cara externa del rodillo inmediatamente antes de su paso por el sector de contacto.
Gracias a estas disposiciones,...
Reivindicaciones:
1. Procedimiento de detección de planeidad de un producto en banda metálica que se desliza siguiendo una dirección longitudinal y que se encuentra a una temperatura elevada, en la cual la banda (2) se pone bajo tensión y se aplica sobre un sector angular de un rodillo medidor de planeidad (1) montado en rotación alrededor de un eje perpendicular a la dirección longitudinal de desplazamiento de la banda (2) y que tiene una cara externa cilíndrica (13) que comprende un sector angular de contacto con la banda y un sector libre,
caracterizado porque,
se realiza un enfriamiento forzado del rodillo medidor de planeidad (1) por la circulación de un fluido refrigerante por lo menos a lo largo de una parte del sector libre de la cara externa (13) del rodillo (1) y se determinan los parámetros que determinan la eficacia del enfriamiento como la abertura (B) del sector angular de enfriamiento a lo largo del cual circula el fluido, la temperatura inicial de éste y el caudal de circulación, de tal modo que, después de haberse calentado al pasar por el sector (a, a') de contacto con la banda (2), a la cara externa (13) del rodillo (1), se la hace volver, por su paso en el sector (b, b') de enfriamiento del rodillo (1), a una temperatura de equilibrio determinada.
2. Procedido según la reivindicación 1,
caracterizado porque,
se realiza el enfriamiento forzado del rodillo (1) por aspersión de un fluido refrigerante por lo menos sobre una parte del sector libre del rodillo (1) y se ajusta por lo menos la temperatura del fluido y el caudal de aspersión con arreglo a la temperatura de la banda (2), y las condiciones de intercambio térmico, de manera que vuelva a un nivel determinado la temperatura de la cara externa (13) del rodillo (1) inmediatamente antes de su paso en el sector de contacto (a, a').
3. Procedimiento según la reivindicación 1,
caracterizado porque,
el rodillo (1) medidor de planeidad esta colocado debajo de la banda (2), la cara externa (13) de ésta comprende una parte inferior (b, b') que se sumerge en un baño (31) de líquido refrigerante puesto en una cubeta (3) colocada debajo del rodillo (1) y unida a los medios de puesta en circulación del liquido con un caudal ajustable entre un orificio de entrada y un orificio de salida de la cubeta (3) y se ajusta al menos a la temperatura inicial del líquido para su llegada al baño y el caudal de circulación, de manera que vuelva a un nivel determinado la temperatura de la cara externa (13) del rodillo (1) antes de cada paso en el sector de contacto (a, a').
4. Procedido según una de las reivindicaciones 1, 2, 3,
caracterizado porque,
a la cara externa (13) del rodillo (1) se la hace volver, antes de cada paso en la zona de contacto (a, a'), a una temperatura de equilibrio (t) que está vinculada a la temperatura de la banda (t1) y a la temperatura (t2) del fluido refrigerante por una fórmula de la forma:
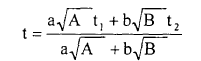
en cuál (a) es el coeficiente de intercambio térmico entre la banda (2) y el rodillo (1), (b) es el coeficiente de intercambio térmico entre el fluido refrigerante (31) y el rodillo (1), (A) es el ángulo de abertura del sector de contacto (a, a') y (B) el ángulo de abertura del sector de enfriamiento (b, b'), y que, en servicio, se actúa sobre al menos uno de los parámetros de dicha fórmula para mantener la temperatura de equilibrio (t) a un nivel constante.
5. Dispositivo de detección de planeidad de un producto en banda (2) que se desliza siguiendo una dirección longitudinal y sometido a un esfuerzo de tracción, que consta de un rodillo medidor de planeidad (1) montado en rotación alrededor de un eje perpendicular a la dirección longitudinal de desplazamiento y sobre el cual la banda (2) se aplica bajo tensión, dicho rodillo (1) tiene una cara externa cilíndrica (13) que consta de un sector angular (a, a') de contacto con la banda y un sector libre,
caracterizado porque,
comprende los medios (3, 34) de enfriamiento forzado de la cara externa (13) del rodillo medidor de planeidad (1) por circulación de un fluido refrigerante por lo menos a lo largo de una parte (b, b') del sector libre del rodillo (1) y los medios (30) de ajuste de las condiciones de enfriamiento para el mantenimiento de la cara externa (13) del rodillo (1) a una temperatura determinada.
6. Dispositivo de detección según la reivindicación 5,
caracterizado porque,
el rodillo medidor (1) está colocado debajo de la banda (2) y consta de un sector angular superior (a, a') de contacto con la banda (2) y un sector angular inferior libre, el medio de enfriamiento forzado comprende una cubeta (3) llena de un baño de liquido refrigerante (31) en el cual se sumerge por lo menos una parte (b, b') del sector libre del rodillo y esta unido a un circuito de puesta en circulación del líquido refrigerante que incluye un medio (30) de ajuste de la temperatura (t2) y el caudal de circulación del líquido (31) en función de la temperatura (t1) de la banda (2).
7. Dispositivo de detección según la reivindicación 5,
caracterizado porque,
el medio de enfriamiento forzado consta por lo menos de una rampa de aspersión (35) paralela a la cara externa (13) del rodillo, unida a un circuito de alimentación (36) de un fluido refrigerante y provista de una pluralidad de boquillas de aspersión (37), cada una, de un chorro de fluido que recubre un sector angular (B) de enfriamiento, el circuito (36) esta unido a los medios (36') de ajuste del caudal rociado con arreglo a la temperatura de la banda (2).
8. Dispositivo de detección según la reivindicación 7,
caracterizado porque incluye un cajón de enfriamiento (30) extendiendo a lo largo del sector libre del rodillo y dentro del cual está coloca al menos una rampa de aspersión del fluido (35), dicho cajón (30) tiene dos paredes longitudinales (33, 34) paralelas al eje del rodillo (1) y desviadas angularmente de tal modo que limitan un sector (B) de enfriamiento del rodillo, cada pared longitudinal (33, 34) tiene un borde (33', 34') paralelo a la cara externa (13) del rodillo y apartado de ésta por una escasa distancia.
9. Dispositivo según una de las reivindicaciones 5 a 8,
caracterizado porque,
comprende un medio (5) de desviación rápida de la banda (2) con relación al rodillo (1).
10. Dispositivo de detección según la pretensión 9,
caracterizado porque,
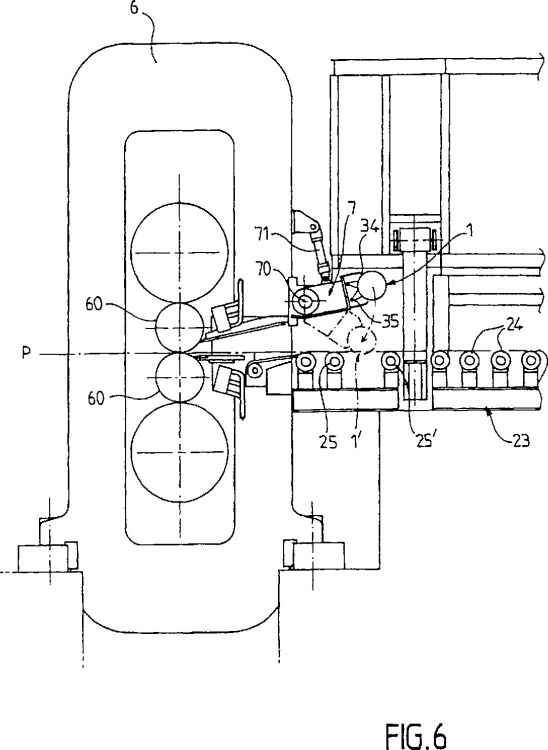
el rodillo medidor (1) montado en rotación, en torno a su eje (10), sobre una cuna de apoyo (7, 16) desplazable siguiendo una dirección transversal al plano de desplazamiento de la banda (2), entre una posición de aplicación del rodillo (1) sobre ésta y una posición desviada, dicha cuna (7, 16) esta unida a dos rodillos deflectores (25, 25') (82, 82') colocados respectivamente en la parte anterior y posterior del rodillo medidor (1) en el sentido de desplazamiento de la banda (2) y en el lado opuesto a la cuna con relación a ésta, de modo que la banda (2) se aplique sobre un sector angular (A) determinado del rodillo (1), en la posición de aplicación de éste.
11. Dispositivo de detección según la reivindicación 10,
caracterizado porque,
la cuna de soporte (7) del rodillo se monta pivotante alrededor de un eje (70) paralelo al eje del rodillo (1) y se une por lo menos con un émbolo de control del pivotaje de la cuna (7) entra una posición de aplicación del rodillo (1) sobre la banda (2) y una posición desviada.
12. Dispositivo de detección según la reivindicación 10,
caracterizado porque,
la cuna (16) de apoyo del rodillo deslizante perpendicularmente al plano de deslizamiento de la banda (2), entre una posición de aplicación y una posición desviada.
13. Dispositivo de detección según una de las reivindicaciones 10 a 12,
caracterizado porque,
el rodillo medidor (1) está colocado entre dos pares de rodillos de apriete, respectivamente anterior (8) y posterior (8') que consta cada uno de un rodillo fijo (81) y de un rodillo (82) móvil verticalmente para la sujeción de la banda 2 y que los dos pares de rodillos de apriete (8, 8') se unen respectivamente con los medios individuales de arrastre en rotación que determina una velocidad angular de los rodillos posteriores (8') ligeramente superior a la velocidad angular de los rodillos anteriores (8), de manera que somete a la banda (2) a una tensión determinada de aplicación sobre el rodillo medidor (1).
14. Dispositivo de detección según la reivindicación 13,
caracterizado porque,
las velocidades de rotación y los pares aplicados sobre los dos pares de rodillos de apriete, respectivamente anterior 8 y posterior 8' se regulan en función de la velocidad de laminado, de tal modo que determine por separado los niveles de tensión de la banda (2), respectivamente, a la salida del laminador (6), sobre el rodillo medidor (1) y sobre la máquina bobinadora (21).
15. Dispositivo de detección según una de las reivindicaciones 5 a 14,
caracterizado porque,
el rodillo medidor es del tipo que consta de una pluralidad de zonas de detección desviadas en dirección transversal a la banda y repartidas sobre toda la longitud del rodillo, cada zona de detección consta de un captador de emisión de una señal dependiente de la presión de aplicación de una zona correspondiente de la banda durante el paso de ésta en el sector angular de contacto, y que dichas zonas de detección se hacen volver a una misma temperatura de equilibrio, a cada paso en el sector libre del rodillo.
Patentes similares o relacionadas:
Procedimiento de modelado de generador de vapor y procesamiento de datos de tubo de generador de vapor de central nuclear, del 28 de Agosto de 2019, de WESTINGHOUSE ELECTRIC COMPANY LLC: Un procedimiento de evaluación no destructiva de una condición actual de varios tubos de un generador de vapor de una central nuclear, comprendiendo el procedimiento: […]
Dispositivo para medir la forma de una barra, del 31 de Mayo de 2017, de DIEHL METALL STIFTUNG & CO. KG: Dispositivo para la medición, al menos por secciones, de la forma de una barra con sección transversal circular, con al menos dos nervaduras de rodadura , que […]
DETECCION DE IRREGULARIDADES CON UN SENSOR DIFERENCIAL (RANURA DE CASETE DE ESTERILIZACION)., del 1 de Diciembre de 2006, de ETHICON, INC.: Un sistema de indexación de casete que proporciona una indicación positiva de la situación de una casete en un sistema de descarga por casete , […]
REGLA VERIFICADORA DE PLANITUD DE SUPERFICIES Y MEDIDORA COMPARADORA DE ESPESORES., del 16 de Enero de 2006, de QUEREJETA CARDENAL,JUAN RAMON: Regla verificadora de planitud de superficies y medidora - comparadora de espesores. Una regla metálica, prismática rectangular perforada, para aliviar tensiones […]
SISTEMA DE MEDICION PARA EVALUAR LA CALIDAD DE UNA SUPERFICIE., del 1 de Septiembre de 2004, de DURR SYSTEMS GMBH: EN UN SISTEMA DE MEDIDA PARA EVALUAR LA CALIDAD SUPERFICIAL DE PIEZAS DE TRABAJO A LAS QUE SE HA APLICADO UN RECUBRIMIENTO EN UN PROCESO AUTOMATICO, […]
MEDICION DEL DESGASTE DE UNA SUPERFICIE., del 1 de Marzo de 2004, de FEDERAL-MOGUL FRICTION PRODUCTS LIMITED: Par de fricción que comprende un elemento de frotamiento que tiene una superficie de frotamiento y un elemento de material de […]
DISPOSITIVO PARA LA EXPLORACION MERIDIONAL DE SUPERFICIES DE BOLA, del 16 de Octubre de 1998, de FORSCHUNGSZENTRUM ROSSENDORF E.V.: LA INVENCION SE REFIERE A UN DISPOSITIVO PARA LA EXPLORACION A SER POSIBLE SIN HUECO O PARA LA MODIFICACION TECNOLOGICA (GRABADO, DESCRIPCION, CARACTERISTICAS) DE […]
 DISPOSITIVO PARA MEDIR LA TENSIÓN DE FLEJE EN UN FLEJE METÁLICO, del 28 de Enero de 2011, de SMS SIEMAG AG: Dispositivo para medir la tensión de fleje en un fleje metálico, en especial en un fleje de acero, que presenta una mesa plana y laminar, sobre la cual puede rodar el […]
DISPOSITIVO PARA MEDIR LA TENSIÓN DE FLEJE EN UN FLEJE METÁLICO, del 28 de Enero de 2011, de SMS SIEMAG AG: Dispositivo para medir la tensión de fleje en un fleje metálico, en especial en un fleje de acero, que presenta una mesa plana y laminar, sobre la cual puede rodar el […]