CABEZAL PORTAFRESA PARA EL FRESADO DE BISELES.
Cabezal portafresa para el fresado de biseles, en particular para un fresador de biseles móvil,
con asientos consecutivos para placas de corte, caracterizado porque los asientos (6-8; 23-26; 31-33; 37-40) tienen una posición en la que las placas de corte (3; 28; 41) previstas que presentan un ángulo de cuña de 40 a 75º, trabajan respectivamente en el centro con un ángulo de desprendimiento positivo de al menos 6º y un ángulo libre de al menos 6º, y están previstos para un borde con placas de corte (3; 28; 41) bajo la disposición desplazada de los cantos de corte de tal manera que sólo sea efectiva una longitud de cantos de corte que tenga como máximo un 7 0% de la longitud de canto de corte total requerida de modo correspondiente a la anchura del bisel
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE2005/000592.
Solicitante: RIETH, STEPHAN.
Nacionalidad solicitante: Alemania.
Dirección: WEIMARER STRASSE 12,D-66606 ST. WENDEL.
Inventor/es: RIETH,STEPHAN.
Fecha de Publicación: .
Fecha Concesión Europea: 16 de Diciembre de 2009.
Clasificación Internacional de Patentes:
- B23C3/12C
- B23C5/00C
- B23C5/20B4
Clasificación PCT:
- B23B51/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23B TORNEADO; TALADRADO (usando un electrodo en lugar de una herramienta B23H, p.ej. haciendo agujeros B23H 9/14; trabajando con un haz de laser B23K 26/00; dispositivos para copiar o controlar B23Q). › B23B 51/00 Herramientas para máquinas de taladrar. › Brocas para biselar, p. ej. que trabajan como las fresas.
- B23C5/20 B23 […] › B23C FRESADO (brochado B23D; para la fabricación de engranajes B23F; dispositivos para copiar o controlar B23Q). › B23C 5/00 Herramientas de fresado (para tallar dientes de engranaje B23F 21/12). › con elementos cortantes o dientes amovibles.
Clasificación antigua:
Fragmento de la descripción:
Cabezal portafresa para el fresado de biseles.
La invención se refiere a un cabezal portafresa para el fresado de biseles, en particular para un fresador de biseles móvil, con asientos consecutivos para placas de corte como, por ejemplo, se conoce del documento US-A-4293254.
Los biseles se han de fresan en el gran contorno en piezas constructivas para la preparación de soldaduras en forma de V o de X, además como biseles visibles o biseles de protección. Los biseles se pueden encontrar en cantos rectos o en transcursos del contorno curvados. Los cantos rectos se pueden mecanizar con cabezales portafresa cilíndrico. Los transcursos de contorno curvados requieren cabezales portafresa cónicos. Puesto que la anchura de los biseles requeridos tiene un valor, por regla general, de 50 mm como máximo, se puede mecanizar con placas de corte de esta longitud.
La invención se basa en el objetivo de incrementar el rendimiento de corte del cabezal portafresa.
Según la invención, este objetivo se cumple gracias al hecho de que los asientos mencionados tengan una posición en la que las placas de corte previstas, que presentan un ángulo de cuña de 40 a 75º, trabajen respectivamente en el centro con un ángulo de desprendimiento positivo de al menos 6º y un ángulo libre de al menos 6º, y que estén previstos para un borde con placas de corte bajo la disposición desplazada de los cantos de corte de tal manera que sólo sea efectiva una longitud de cantos de corte, que tenga como máximo un 70% de la longitud de canto de corte total requerida de modo correspondiente a la anchura del bisel.
Con la primera medida se obtienen relaciones adecuadas para la penetración de las placas de corte en el material. Las placas de corte cortan de un modo comparativamente cortante. La segunda medida se basa en el conocimiento de que, independientemente de la posibilidad existente en el fresado de los biseles de barrer toda la anchura del bisel con una placa de corte que presenta un canto de corte correspondientemente largo, una división en pequeños cantos de corte dispuestos desplazados uno tras otro es la mejor solución, e incluso también cuando la longitud total de todos los cantos de corte en el cabezal portafresa es menor que 30 mm. El canto de corte más corto requiere menos fuerza de apriete y permite un avance más rápido del cabezal portafresa. Esta ventaja se ve en particular en el caso de fresadores de biseles móviles.
La longitud de canto de corte recortada también se puede crear, en lugar de por medio de una placa de corte más corta, en una placa de corte larga, y en concreto gracias al hecho de que en ésta, el canto de corte esté interrumpido por medio de concavidades u otras entalladuras, por ejemplo planas triangulares, sobre la superficie de la placa de corte. El desplazamiento requerido sólo es entonces comparativamente pequeño. La placa de corte larga tiene un asiento correspondientemente bueno.
Las medidas se pueden realizar en un cabezal portafresa tanto cónico como cilíndrico.
En un cabezal portafresa cónico, las indicaciones indicadas anteriormente del ángulo de desprendimiento mínimo y del ángulo libre mínimo se refieren "en el centro"; los dos ángulos varían aquí con el radio del cabezal portafresa. La indicación del ángulo de la cuña está referida a la conformación base de la placa de corte sin una acanaladura adicional directamente en el canto de corte.
Por regla general, el canto de corte efectivo no será más largo de 12 mm, como máximo 15 mm.
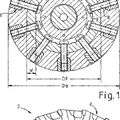
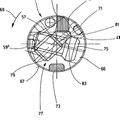
En los cabezales portafresa cónicos, con la disposición desplazada es posible un mejor aprovechamiento del espacio. Los asientos pueden estar dispuestos aquí en dos filas coaxiales, en las que la fila exterior presenta el doble de asientos que la interior.
Sin embargo, también se pueden extender conformaciones de asientos a lo largo de toda la linea generatriz del cabezal portafresa cónico o cilíndrico, y pueden presentar diferentes asientos para las placas de corte, por ejemplo por medio de taladros de rosca dispuestos de modo diferente para un tornillo de sujeción de la placa de corte. En su lugar también serian posible, en particular en el caso de las largas placas de corte con canto de corte interrumpido, diferentes placas dispuestas en los mismos sitios o las mismas placas con diferentes cantos de corte en sus diferentes lados, de tal manera que por medio de la sucesión de las diferentes placas o bien por medio de la orientación lateral alternante de las mismas placas se puedan disponer de modo desplazado los cantos de corte. También con taladros algo descentrados en las placas para los tornillos de fijación se pueden crear posibilidades de desplazamiento.
Se entiende que también en el primer caso, todos los asientos están dispuestos sobre otra linea generatriz del cabezal portafresa, para que prácticamente siempre sólo se encuentre engranado sólo un canto de corte, y que en los desplazamientos permanecen intersecciones que no dejan que se produzcan rebabas y/o que eliminan las rebabas que se hayan originado.
Puesto que las placas de corte en la disposición conforme a la invención han de penetrar en un extremo del canto de corte en el material, lo(s) canto(s) de corte han de estar acodados de modo oblicuo en sus extremos, respectivamente, por medio de un bisel de la placa de corte. El acodamiento se ha de extender al menos en la profundidad de penetración de la placa de corte.
Con las siguientes configuraciones ventajosas de la invención se puede incrementar el rendimiento de corte todavía más.
Los asientos están dispuestos preferentemente de tal manera que los cantos de corte están orientados en un pequeño ángulo oblicuamente a la linea generatriz del cabezal portafresa. Con ello, los cantos de corte penetran comenzando en un lado, y no penetran de golpe en el material al mismo tiempo en toda su longitud. La marcha del cabezal portafresa se hace más silenciosa.
En el caso de las placas de corte dispuestas con su eje central sobre una linea generatriz de un cabezal portafresa cónico se produce por si misma en cierta medida una posición oblicua de este tipo. Ésta, sin embargo, también se puede reforzar gracias al hecho de que ya el eje central de la placa de corte se disponga algo oblicuo.
En un cabezal portafresa se ha de colocar siempre el eje central de la placa de corte de modo oblicuo cuando se haya de orientar de modo oblicuo el canto de corte.
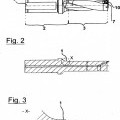
Las placas de corte previstas han de estar conformadas como placas ajustables y han de estar conformadas en su totalidad en forma de paralelepípedo con dos lados anchos, y los asientos han de presentar una superficie de apoyo para un lado ancho y una superficie de apoyo que transmita la fuerza de cizallamiento para un lado estrecho, o a la inversa, y las placas ajustables han de presentar en el lado opuesto a la superficie de apoyo una acanaladura que conforme que conforme dos superficies de desprendimiento que, dado el caso, aparte de posibles concavidades y/o convexidades de sus bordes que conforman los cantos de corte, tenga una sección transversal que permanezca constante de modo continuo y que presente una imagen invertida respecto al plano central de la placa ajustable, siendo las dos superficies de desprendimiento planas, y estando preferentemente entre ellas en un ángulo de 80 a 150º, o siendo cóncavas de modo correspondiente a una acanaladura de sección transversal redonda. Por medio de la acanaladura se eliminan las virutas en un arco de modo rápido y de tal manera que no obstaculizan el corte progresivo.
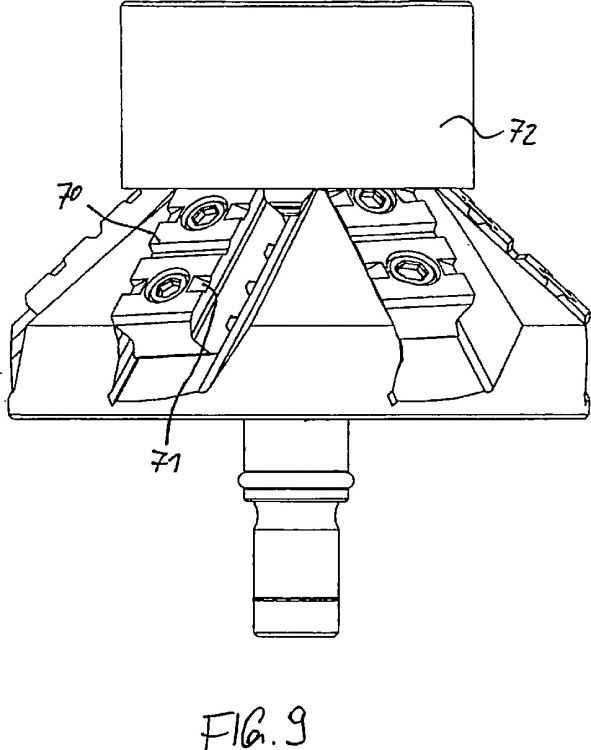
Finalmente, es especialmente ventajoso desde el punto de vista de la técnica de fabricación es la configuración en la que en un cabezal portafresa cónico o cilíndrico están dispuestos los asientos en dos filas coaxiales, y el cabezal portafresa está formado por dos segmentos que presentan una de las filas.
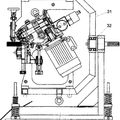
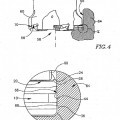
En el engranaje agresivo de las placas de corte que se materializa según la invención, el cabezal portafresa del fresador de biseles móviles se ha de sujetar y guiar de un modo especialmente fijo y seguro cuando se haya de original un bisel uniforme y preciso. Debido a ello, está provisto preferentemente de un guiado colocado cerca de él en la máquina correspondiente en forma de topes que están asignados a las dos superficies de la pieza de trabajo que limitan el bisel.
En el caso de un cabezal portafresa cilíndrico, los topes pueden ser listones deslizantes o provistos de rodillos, o similares.
En el caso del cabezal portafresa cónico, el tope es preferentemente...
Reivindicaciones:
1. Cabezal portafresa para el fresado de biseles, en particular para un fresador de biseles móvil, con asientos consecutivos para placas de corte, caracterizado porque los asientos (6-8; 23-26; 31-33; 37-40) tienen una posición en la que las placas de corte (3; 28; 41) previstas que presentan un ángulo de cuña de 40 a 75º, trabajan respectivamente en el centro con un ángulo de desprendimiento positivo de al menos 6º y un ángulo libre de al menos 6º, y están previstos para un borde con placas de corte (3; 28; 41) bajo la disposición desplazada de los cantos de corte de tal manera que sólo sea efectiva una longitud de cantos de corte que tenga como máximo un 7 0% de la longitud de canto de corte total requerida de modo correspondiente a la anchura del bisel.
2. Cabezal portafresa según la reivindicación 1, caracterizado por medio de una longitud de cantos de corte efectiva de las placas de corte previstas (3; 28; 41) de un máximo de 30 mm, preferentemente de un máximo de 15 mm, en particular de un máximo de 12 mm.
3. Cabezal portafresa según la reivindicación 1 ó 2, caracterizada porque el (los) canto(s) de corte (17) de las placas de corte (3; 41) previstas está(n) acodado(s) (49) en sus extremos, respectivamente, por medio de un bisel (50) de la placa de corte de modo oblicuo.
4. Cabezal portafresa según la reivindicación 1 ó 2, caracterizado por medio de una disposición de los asientos (47; 48) tal que los cantos de corte (17) están orientados en un pequeño ángulo oblicuamente respecto a la línea generatriz del cabezal portafresa (44).
5. Cabezal portafresa según una de las reivindicaciones 1 a 4, caracterizado porque las placas de corte previstas están conformadas como placas ajustables (3; 28; 41) y están conformadas en su conjunto en forma de paralelepípedo con dos lados anchos, y los asientos presentan una superficie de apoyo (4) para el lado ancho y una superficie de soporte (9) que transmite la fuerza de cizallamiento para un lado estrecho, o viceversa, y las placas ajustables (3; 28; 41) presentan en el lado opuesto a la superficie de apoyo (9) una acanaladura que conforma dos superficies de desprendimiento (10) que tiene, dado el caso, aparte de posibles concavidades y/o convexidades de sus bordes que conforman los cantos de corte, una sección transversal pasante constante y de imagen invertida respecto al plano central de la placa ajustable, siendo las dos superficies de desprendimiento (10) planas, y estando preferentemente en un ángulo de 80 a 160º o siendo cóncavas de modo correspondiente a una acanaladura de sección transversal redonda.
6. Cabezal portafresa según una de las reivindicaciones 1 a 5, caracterizado porque las placas ajustables (28; 41) previstas presentan en sus lados anchos entalladuras (29; 42) que interrumpen el(los) canto(s) de corte (30; 43).
7. Cabezal portafresa según una de las reivindicaciones 1 a 6, caracterizado porque se extienden conformaciones de asiento (2; 21; 47; 48) a lo largo de toda la linea generatriz del cabezal portafresa (1; 20; 44) cónico o cilíndrico, y presentan diferentes asientos (6-8; 23-26) para las placas de corte (3) por medio de diferentes taladros de rosca (5) dispuestos de modo diferente para un tornillo de fijación (16) de la placa de corte (3).
8. Cabezal portafresa según una de las reivindicaciones 1 a 6, caracterizado porque en un cabezal portafresa (34; 44) cónico o cilíndrico, los asientos (37-40; 47; 48) están dispuestos en dos filas coaxiales, y el cabezal portafresa (34; 44) está formado por dos segmentos (35; 36; 45; 46) que presentan respectivamente una de las filas.
9. Cabezal portafresa según una de las reivindicaciones 1 a 6 u 8, caracterizado porque en un cabezal portafresa (34) cónico están dispuestos los asientos (37-40) en dos filas coaxiales, y la fila exterior presenta el doble de asientos (37; 38) que la interior.
10. Cabezal portafresa según una de las reivindicaciones 1 a 9, caracterizado porque está provisto de una guía colocada cerca de él en la máquina (51; 62) correspondiente en forma de topes (54; 56; 3; 64), que está asignada a las dos superficies (57; 60) que limitan el bisel (49; 66) de la pieza de trabajo.
11. Cabezal portafresa según la reivindicación 10, caracterizado porque en el caso de un cabezal portafresa (2) cilíndrico, los topes son listones (63; 64) deslizantes o provistos de rodillos (63; 64).
12. Cabezal portafresa según la reivindicación 10, caracterizado porque en el caso del cabezal portafresa (1) cónico, el tope es un disco (56) que se puede desplazar y fijar preferentemente axialmente frente al cabezal portafresa (1), y el otro tope es un rodillo (54) que puede girar libremente, que presenta preferentemente sólo una superficie de tope estrecha en forma anular en su extremo axial opuesto al cabezal portafresa (1).
Patentes similares o relacionadas:
 MAQUINA CHAFLANADORA, del 6 de Noviembre de 2009, de CEVISA FABRICACIONES, S.L: Máquina chaflanadora, que comprende una carcasa en la que se monta un bloque de la máquina , que incluye una transmisión desde un motor de accionamiento a una […]
MAQUINA CHAFLANADORA, del 6 de Noviembre de 2009, de CEVISA FABRICACIONES, S.L: Máquina chaflanadora, que comprende una carcasa en la que se monta un bloque de la máquina , que incluye una transmisión desde un motor de accionamiento a una […]
ÚTIL Y PROCEDIMIENTO PARA MECANIZADO FINO DE PIEZAS DE TRABAJO POR ARRANQUE DE VIRUTAS, del 8 de Noviembre de 2011, de MAPAL FABRIK FUR PRAZISIONSWERKZEUGE DR. KRESS KG: Útil para mecanizado fino de piezas de trabajo por arranque de virutas, con al menos una cuchilla que sirve para el mecanizado de desbaste, estando dotada […]
 ÚTIL PARA EL MECANIZADO CON ARRANQUE DE VIRUTAS DE PIEZAS A MECANIZAR, del 6 de Abril de 2011, de WALTER AG: Útil para mecanizar con arranque de virutas piezas a mecanizar con un mango y una pieza de corte, donde la pieza de corte presenta una sección de […]
ÚTIL PARA EL MECANIZADO CON ARRANQUE DE VIRUTAS DE PIEZAS A MECANIZAR, del 6 de Abril de 2011, de WALTER AG: Útil para mecanizar con arranque de virutas piezas a mecanizar con un mango y una pieza de corte, donde la pieza de corte presenta una sección de […]
 ROTOR, del 15 de Abril de 2010, de GUHRING, JORG: Rotor para el mecanizado con arranque de virutas de piezas de trabajo, que comprende un cuerpo de base de rotor con alojamientos repartidos en su circunferencia […]
ROTOR, del 15 de Abril de 2010, de GUHRING, JORG: Rotor para el mecanizado con arranque de virutas de piezas de trabajo, que comprende un cuerpo de base de rotor con alojamientos repartidos en su circunferencia […]
PLACA DE CORTE INTERCAMBIABLE, USO DE LA PLACA DE CORTE EN UNA HERRAMIENTA DE FRESADO Y HERRAMIENTA DE FRESADO CON LA PLACA DE CORTE, del 19 de Julio de 2011, de BOEHLERIT GMBH & CO. KG: Placa de corte intercambiable para una herramienta de fresado, en especial para el mecanizado de cigüeñales o árboles de levas, con al menos una […]
 INSERTO DE CORTE DE MOLIENDA Y CORTADOR DE MOLIENDA, del 6 de Abril de 2011, de ISCAR LTD.: Una pieza de inserción de corte de molienda que comprende un par de superficies extremas opuestas , un par de superficies menores opuestas y […]
INSERTO DE CORTE DE MOLIENDA Y CORTADOR DE MOLIENDA, del 6 de Abril de 2011, de ISCAR LTD.: Una pieza de inserción de corte de molienda que comprende un par de superficies extremas opuestas , un par de superficies menores opuestas y […]
 HERRAMIENTA DE MECANIZADO PARA UN ASIENTO DE VALVULA Y PARA UNA GUIA DE VALVULA, del 8 de Junio de 2010, de MAPAL FABRIK FUR PRAZISIONSWERKZEUGE DR. KRESS KG: Herramienta de mecanizado para un asiento de válvula y para una guía de válvula, para el mecanizado fino del asiento y de la guía de una válvula […]
HERRAMIENTA DE MECANIZADO PARA UN ASIENTO DE VALVULA Y PARA UNA GUIA DE VALVULA, del 8 de Junio de 2010, de MAPAL FABRIK FUR PRAZISIONSWERKZEUGE DR. KRESS KG: Herramienta de mecanizado para un asiento de válvula y para una guía de válvula, para el mecanizado fino del asiento y de la guía de una válvula […]
Fabricación de insertos de corte, del 29 de Julio de 2020, de ISCAR LTD.: Un método para fabricar un cuerpo verde de inserto de corte que comprende las etapas de: (i) proporcionar un conjunto de herramientas de cuerpo 5 […]