MOLDE AJUSTABLE PARA UN APARATO DE VACIADO CONTINUO HORIZONTAL.
MOLDE AJUSTABLE PARA UN APARATO DE VACIADO CONTINUO HORIZONTAL QUE CONSTA DE UN EMBUDO (2),
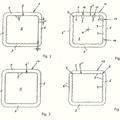
UN MOLDE EN FORMA CILINDRICA (3) ESTRECHAMENTE UNIDA AL EMBUDO, Y UN MOLDE (3). EL MOLDE (3) COMPRENDE ADEMAS UN TUBO DE MOLDE HERMETICO EN FORMA CILINDRICA (12) Y UN MOLDE AJUSTABLE (13) DIVIDIDO EN UN NUMERO PLURAL DE PLACAS DE REFRIGERACION (18A-18D) EN DIRECCION A LA PERIFERIA DE LA SECCION DE VACIADO Y SITUADO DESPUES DEL TUBO DE MOLDE HERMETICO EN FORMA CILINDRICA (12) Y UN MIEMBRO DE MATERIAL CONSUMIBLE (17A-17D) QUE CUBRE LAS SUPERFICIES INTERNAS DE LAS PLACAS REFRIGERANTES (18A-18D). EL NUMERO PLURAL DE PLACAS REFRIGERANTES (18A-18D) DEL MOLDE AJUSTABLE (13) SON CAPACES DE MOVERSE EN DIRECCION AL RADIO DE LA SECCION DE VACIADO. LOS EXTREMOS DE ENTRADA DE CADA UNA DE LAS PLACAS REFRIGERANTES (18A-18D) DEL MOLDE AJUSTABLE (13) ESTAN SOSTENIDOS MEDIANTE EJES DE APOYO (19A-19D) CUYA POSICION PUEDE DETERMINARSE DE FORMA QUE SE HAGAN CORRESPONDER UN DIAMETRO INTERIOR (D) DE UN EXTREMO DE SALIDA DEL TUBO DE MOLDE HERMETICO EN FORMA CILINDRICA (12) Y UN DIAMETRO INTERNO (D1) DE UN EXTREMO DE ENTRADA DEL MOLDE AJUSTABLE (13). ASI, EL NUMERO PLURAL DE PLACAS REFRIGERANTES (18A-18D) DEL MOLDE AJUSTABLE PUEDE GIRAR EN DIRECCION DEL RADIO DE SECCION DE VACIADO ALREDEDOR DEL EJE DE APOYO (19) MEDIANTE EL MOVIMIENTO ALTERNATIVO DE UN CILINDRO HIDRAULICO (23A-23D) INCORPORADO PARA QUE CONECTE LA PORCION DE PARED LATERAL DE UN ARMAZON DE CAJA REFRIGERANTE (14) DEL TUBO DE MOLDE HERMETICO CON FORMA CILINDRICA (12) Y LA PORCION DEL EXTREMO DE SALIDA DE CADA UNA DE LAS PLACAS DE REFRIGERACION (18A-18D) DEL MOLDE AJUSTABLE (13). ADEMAS, SE PUEDE AJUSTAR Y FIJAR UN DIAMETRO INTERIOR DEL MOLDE AJUSTABLE (104A) MEDIANTE UN AJUSTADOR DE POSICION (118) INCORPORADO AL EXTREMO DE ENTRADA DEL MOLDE AJUSTABLE (104A) Y PUEDE MOVERSE EL EXTREMO DE SALIDA DEL MOLDE AJUSTABLE (104A) EN DIRECCION AL RADIO DE LA SECCION DE VACIADO MEDIANTE UN CILINDRO HIDRAULICO (113) INCORPORADO EN DIRECCION AL RADIO DE LA SECCION DE VACIADO.
Tipo: Resumen de patente/invención.
Solicitante: KAWASAKI JUKOGYO KABUSHIKI KAISHA
NIPPON STEEL CORPORATION.
Nacionalidad solicitante: Japón.
Dirección: 1-1 HIGASHIKAWASAKI-CHO 3-CHOME,CHUO-KU KOBE-SHI HYOGO-KEN.
Inventor/es: KUMASHIRO, HATSUYOSHI, KIYOSUKE, TAIZOU, ARASHI, JIRO, KOSUGE, TOSHIHIRO, NIPPON CORPORATION, SUEOKA, KAZUAKI, NIPPON CORPORATION.
Fecha de Publicación: .
Fecha Concesión Europea: 12 de Febrero de 1997.
Clasificación Internacional de Patentes:
- B22D11/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › B22D 11/00 Colada continua de metales, es decir, obteniendo productos de longitud indefinida (estirado, extrusión del metal B21C). › en moldes sin fondo (B22D 11/06, B22D 11/07 tienen prioridad; instalaciones para colada continua, p. ej. para tirar hacia arriba de la barra lingote, B22D 11/14).
Patentes similares o relacionadas:
Refinado de grano por ultrasonidos, del 15 de Enero de 2020, de Hans Tech, LLC: Un dispositivo de procesamiento de metal fundido que comprende: una estructura de contención de metal fundido para la recepción y transporte de metal fundido a lo largo […]
Proceso de colada continua de metal, del 15 de Octubre de 2019, de Arcelormittal: Proceso de colada continua de un semielaborado de acero que comprende: - una etapa de colada que emplea una buza de chorro hueco ubicada entre una artesa de colada […]
 Molde para la colada continua de metal, del 30 de Mayo de 2019, de KME Germany GmbH & Co. KG: Molde de colada continua para la colada de una barra de metal, que comprende una cavidad de molde que tiene una abertura de colada para metal líquido y una abertura de […]
Molde para la colada continua de metal, del 30 de Mayo de 2019, de KME Germany GmbH & Co. KG: Molde de colada continua para la colada de una barra de metal, que comprende una cavidad de molde que tiene una abertura de colada para metal líquido y una abertura de […]
Método e instalación para la producción de lingotes alargados de grandes secciones transversales, del 1 de Abril de 2019, de INTECO SPECIAL MELTING TECHNOLOGIES GMBH: Método para la producción de lingotes de fundición de metales, en especial de acero, con secciones transversales de por lo menos 0,10 m², preferiblemente […]
Procedimiento de fabricación de alambres de aleaciones de Cu-Ag, del 29 de Marzo de 2019, de KGHM Polska Miedz Spólka Akcyjna: Un procedimiento de fabricación de alambres, incluyendo microalambres, de aleaciones de Cu-Ag, en particular de aleaciones con Cu-(3÷7,9) % de Ag en peso caracterizado porque […]
Boquilla de losa delgada para la distribución de altos caudales de masa, del 17 de Enero de 2019, de Arvedi Steel Engineering S.p.A: Boquilla de losa delgada para la fundición de losas delgadas hechas de metal, teniendo dicha boquilla de losa delgada una geometría simétrica con respecto […]
Método de colada continua de acero, del 26 de Diciembre de 2018, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de colada continua de un acero que especifica un modo para aplicar corriente a una bobina electromagnética de doble propósito , que comprende: […]
Aparato de agitación electromagnética y método de colada continua, del 3 de Enero de 2018, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un agitador electromagnético configurado para controlar el flujo de acero fundido en el interior de una lingotera de un aparato de colada continua para palanquillas, […]