PROCEDIMIENTO Y DISPOSITIVO DE ACABADO DE UN ASIENTO ESFERICO CONCAVO SOBRE UN SEGMENTO DE RODILLO, EN ESPECIAL PARA JUNTA HOMOCINETICA.
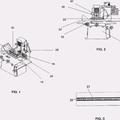
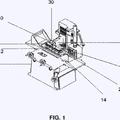
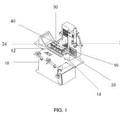
EL SEGMENTO (14) SE SUJETA PARA RECTIFICAR SU ASIENTO ESFERICO INTERIOR (10).
SU SUPERFICIE EXTERIOR TORICA (18) SE APOYA MEDIANTE UNAS GARRAS (21) CONTRA UNOS ELEMENTOS DE SUJECION FIJO (17) Y MOVIL (19) DE FORMA QUE TENGA UN CENTRO (T) Y UN EJE (UU') PRECISOS EN RELACION A UNA MONTURA (16). UNA MUELA DE COPA (23) CON SUPERFICIE ACTIVA ESFERICA (23A) AVANZA A LO LARGO DE SU EJE DE ROTACION (MS) QUE CORTA EN EL CENTRO (S) DESEADO PARA EL ASIENTO ESFERICO UN EJE (ZZ') ALREDEDOR DEL CUAL OSCILAN LA MONTURA (16) Y EL SEGMENTO (14). UN PALPADOR, EN CONTACTO CON EL ASIENTO (10), CONTROLA LA DETENCION DEL AVANCE DE LA MUELA CUANDO SE ALCANZA LA COTA DE ESPESOR RADIAL DEL SEGMENTO. UTILIZACION EN LA OBTENCION DIRECTA POR RECTIFICACION DE UNA SUPERFICIE APTA PARA LA LUBRIFICACION HIDRODINAMICA CON, LLEGADO EL CASO, UN DESCENTRADO (E) ENTRE LA SUPERFICIE TORICA Y EL ASIENTO ESFERICO.
Tipo: Resumen de patente/invención.
Solicitante: GLAENZER SPICER.
Nacionalidad solicitante: Francia.
Dirección: 10 RUE J.P. TIMBAUD, F-78301 POISSY.
Inventor/es: ORAIN, MICHEL.
Fecha de Publicación: .
Fecha Concesión Europea: 12 de Agosto de 1992.
Clasificación Internacional de Patentes:
- B24B19/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 19/00 Máquinas o dispositivos concebidos especialmente para una operación particular de trabajo con muela no cubierta por otro grupo principal (trabajo con muela de roscas de tornillo B23G 1/36). › para trabajar con muela ranuras, p. ej. en gargantas de árboles, en revestimientos, en tubos, elementos de juntas homocinéticas.
- F16D3/20 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16D ACOPLAMIENTOS PARA LA TRANSMISION DE MOVIMIENTOS DE ROTACION (transmisión para transmitir la rotación F16H, p. ej. transmisiones por fluidos F16H 39/00 - F16H 47/00 ); EMBRAGUES (embragues dinamo-eléctricos H02K 49/00; embragues que utilizan atracción electrostática H02N 13/00 ); FRENOS (sistemas de frenado electrodinámicos para vehículos, en general B60L 7/00; frenos dinamoeléctricos H02K 49/00). › F16D 3/00 Acoplamientos extensibles, es decir, con medios que permiten el movimiento entre partes acopladas durante su accionamiento (acoplamientos desmontables por movimiento axial simplemente F16D 1/10; acoplamientos de deslizamiento F16D 7/00; acoplamientos mediante fluidos F16D 31/00 - F16D 39/00). › penetrando una de las piezas de acoplamiento en un manguito de la otra pieza de acoplamiento y acoplada a ésta por órganos deslizantes o giratorios (F16D 3/18, F16D 3/24 tienen prioridad).
Patentes similares o relacionadas:
Máquina herramienta para trabajos múltiples de superficies de cuerpos, del 25 de Marzo de 2020, de R.BIEMME-TECH S.r.l: Una máquina herramienta para el trabajo múltiple de superficies de cuerpos provistos de ranuras , que comprende un puesto de trabajo, […]
Muela abrasiva para rectificar perfiles en forma de espiral, del 10 de Julio de 2019, de Umbragroup S.p.A: Una muela abrasiva para rectificar perfiles en forma de espiral, que comprende un primer disco abrasivo (1a) y un segundo disco abrasivo (1b), dispuestos […]
Proceso de acabado para hacer ranuras de álabe en un disco de rotor, del 23 de Enero de 2019, de GE Avio S.r.l: Proceso de acabado para hacer ranuras de álabe en un disco de rotor , definiéndose cada ranura por una superficie inferior y por […]
 Método y aparato para realizar un agujero, ranura y/o rebaje en una aguja próximos a su extremo, del 20 de Enero de 2016, de Poly Medicure Limited: Una rectificadora para realizar un agujero, ranura y/o rebaje en un conducto de una aguja próximos a su extremo , donde dicha rectificadora […]
Método y aparato para realizar un agujero, ranura y/o rebaje en una aguja próximos a su extremo, del 20 de Enero de 2016, de Poly Medicure Limited: Una rectificadora para realizar un agujero, ranura y/o rebaje en un conducto de una aguja próximos a su extremo , donde dicha rectificadora […]
 Método y aparato para realizar un agujero, ranura y/o rebaje en una aguja próximos a su extremo, del 6 de Enero de 2016, de Poly Medicure Limited: Una rectificadora para realizar un agujero, ranura y/o rebaje en un conducto de una aguja próximos a su extremo , donde dicha […]
Método y aparato para realizar un agujero, ranura y/o rebaje en una aguja próximos a su extremo, del 6 de Enero de 2016, de Poly Medicure Limited: Una rectificadora para realizar un agujero, ranura y/o rebaje en un conducto de una aguja próximos a su extremo , donde dicha […]
Sistema y proceso de lapeado para una superficie metálica de trabajo, del 15 de Julio de 2015, de Fricso Ltd: Un proceso de lapeado para el acondicionamiento de una superficie de trabajo de metal de una pieza mecánica, sirviendo la superficie de trabajo […]
 Método y aparato para realizar un agujero, ranura y/o rebaje en una aguja próximos a su extremo, del 18 de Diciembre de 2013, de Poly Medicure Limited: Una rectificadora para realizar un agujero, ranura y/o rebaje en un conducto de una aguja próximosa su extremo , donde dicha rectificadora comprende:
una […]
Método y aparato para realizar un agujero, ranura y/o rebaje en una aguja próximos a su extremo, del 18 de Diciembre de 2013, de Poly Medicure Limited: Una rectificadora para realizar un agujero, ranura y/o rebaje en un conducto de una aguja próximosa su extremo , donde dicha rectificadora comprende:
una […]
CILINDRO ESTRIADO ASI COMO PROCEDIMIENTO PARA SU FABRICACION., del 16 de Agosto de 2006, de BHS CORRUGATED MASCHINEN- UND ANLAGENBAU GMBH: Procedimiento para la fabricación de cilindros estriados, en especial para instalaciones de cartón ondulado, que comprende los siguientes pasos: a. proporcionar una pieza […]