MOLDE PORTATIL PARA FORMAR ARTICULOS DE SUSTANCIA PLASTICA.
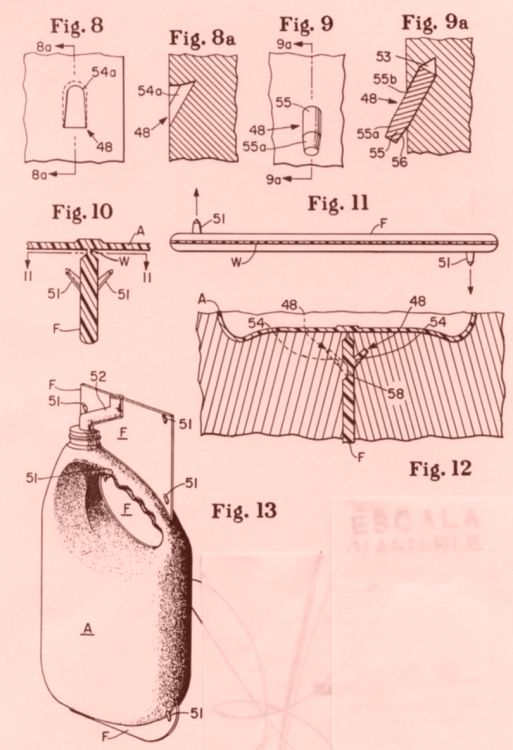
1. Molde portatil para formar artículos de sutancia plástica, del tipo en el que se halla fijado al artículo un exceso de material en forma de una pieza por lo menos de rebaba, a lo largo de una lámina de conexión delgada y frangible, y que comprende un par de miembros adaptados para desplazarse entre sí a una posición separada de retirada del artículo, teniendo cada miembro del molde una cara con una cavidad que define una porción de la superficie exterior del cirado artículo, siendo dichas caras contiguas entre sí en la posición de formación del artículo, con las cavidades contenidas en las mismas en alineamiento, estando provista la cara de uno por lo menos de los miembros del molde de un área rebajada receptora de rebaba, separada de la cavidad definidora del artículo por un estrecho saliente de apretado, estando provisto el otro miembro del molde deun saliente de apretado adaptado para cooperar con el del primer miembro, al objeto de configurar la citada lámina conectora entre ellos durante la formación del artículo;
caracterizado porque se le dota de medios de interconexión asociados al citado área rebajada y a un área del miembro opuesto del molde, correspondiente a dicho área rebajada, para acoplarse a un par de porciones espaciadas de la rebaba, estando una de tales porciones a cada lado de la rebaba y unidas solidariamente a la misma, y para aplicar unas fuerzas de tracción dirigidas en sentidos sustancialmente opuestos a dichas porciones espaciadas, comunicándose así un movimiento de torsión a la rebaba respecto al citado artículo cuando los miembros del molde comienzan su desplazamiento hacia su posición separada, sbsiguientemente a la formación del artículo, fracturándose así diha lámina conectora.#2. Molde según la reivindicación 1ª, caracterizado porque, por lo menos, una de los citados medios interconectores comprende una configuración de molde reentrante que tiene una superficie de interferencia interpuesta entre una parte del volumen interno de la citada configuración y una zona de contacto con la rebaba del asociado miembro de molde reentrante en una posición en la que la rebaba es desplazada hacia la referida parte del volumen interno mencionado, durante la formación del artículo.#3. Molde según la reivindicación 1ª, caracterizado porque, por lo menos, uno de dichos medios de interconexión comprende una protuberancia en la zona de contacto con la rebaba del miembro del molde, cuya protuberancia tiene una superficie de interferencia que se adapta para acoplarse a la referida porción de la rebaba extendida a lo largo de la trayectoria de desplazamiento de la superficie de interferencia mencionada, en la separación del molde, e intermedia a tal superficie de interferencia y al miembro del molde a que se asocia tal protuberancia.#4. Molde según la reivindicación 1ª, caracterizado porque uno de los citados medios de interconexión se sitúa junto al saliente de apretado de cada miembro del molde.#5. Molde según la reivindicación 1ª, caracterizado porque uno de dichos medios de interconexión se sitúa en un extremo de la zona de contacto con la rebaba del primer miembro de molde referido, situándose otro medio interconector en el extremo opuesto de la zona de contacto de la rebaba del otro miembro del molde.#6. Molde según la reivindicación 5ª, caracterizado porque cada uno de dichos medios de interconexión se sitúa junto al saliente de apretado de su asociado miembro del molde.#7. Molde según la reivindicación 1ª, caracterizado porque cada medio de interconexión tiene una superficie de interferencia que se adapta para acoplarse a la citada porción de la rebaba, siendo oblicua dicha superficie de interferencia con relación a la cara del asociado miembro del molde, estando configurados y orientados los citados medios de interconexión de tal manera que después de la ruptura de dicha lámina conectora, puede efectuarse la liberación de las referidad porciones de la rebaba cortada.#8. Molde según la reivindicación 7ª, caracterizado porque el ángulo incluído entre el eje de cada medio interconector y la cara del asociado miembro del molde es inferior a 30 grados aproximadamente.#9. Molde según la reivindicación 7ª, caracterizado porque cada una de dichas superficies de interferencia se extiende en general descendentemente para permitir la separación descendente de la referida rebaba.#10. Molde según la reivindicación 9ª, caracterizado porque el ángulo incluido entre el eje de cada miembro de interconexión y la cara del asociado miembro del molde es inferior a 30 grados aproximadamente.#11. Molde según la reivindicación 7ª, caracterizado porque uno de dichos medios de interconexión se sitúa junto al saliente de apretado de cada miembro del molde.#12. Molde según la reivindicación 7ª, caracterizado porque uno de los medios de interconexión se sitúa en un extremo de la zona de contacto con la rebaba del primer miembro citado del molde, situándose otro miembro de interconexión en el extremo opuesto de la zona de contacto con la rebaba del otro miembro del molde.#13. Molde según la reivindicación 12ª, caracterizado porque cada uno de los medios de interconexión opuestamente situados se encuentra junto al saliente de apretado de su asociado miembro de molde.#14. Molde según la reivindicación 7ª, caracterizado porque por lo menos, uno de dichos medios de interconexión comprende una configuración de molde reentrante en la que la citada superficie de interferencia se interpone entre una parte del volumen interno de la mencionada configuración y una zona de contacto con la rebaba del asociado miembro del molde, alineándose en general con la trayectoria de desplazamiento de la referida parte en la separación del molde, situándose dicha configuración de molde reentrante en una posición en la que la rebaba es desplazada a la citada parte del referido volumen interno durante la formación del artículo.#15. Molde según la reivindicación 14ª, caracterizado porque la superficie de interferencia de dicha configuración de molde reentrante se extiende en general hacia abajo, y en el que el ángulo incluido entre el eje de dicha configuración de molde reentrante y la cara del asociado miembro del molde es inferior a 30 grados aproximadamente.#16. Molde según la reivindicación 15ª, caracterizado porque uno de dichos medioa de interconexión se sitúa junto al saliente de apretado de cada miembro del molde, situándose uno de los medios de interconexión en un extremo de la zona de contacto con la rebaba del primer miembro del molde y otro medio de interconexión situado en el extremo opuesto de la zona de contacto de la rebaba del otro miembro del molde.#17. Molde según la reivindicación 14ª, caracterizado porque se provee al miembro opuesto al que tiene la mencionada configuración reentrante de un área en relieve adaptada para empaquetar el citado exceso de material en el interior de tal configuración de molde reentrante.#18. Molde según la reivindicación 7ª, caracterizado porque, por lo menos, uno de los referidos medios deinterconexión comprende una protuberancia en la zona de contacto con la rebaba de un miembro del molde, extendiéndose la referida porción de la rebaba, que se encuentra en contacto con la superficie de interferencia, a lo largo de la trayectoria de desplazamiento de la superficie de interferencia en la separación del molde e intermedia a la superficie de interferencia y al miembro del molde con el que se asocia la protuberancia.#19. Molde según la reivindicación 18ª, caracterizado porque la superficie de interferencia de dicha protuberancia se extiende en general descendentemente, y porque el ángulo incluido entre el eje de la referida protuberancia y la cara del asociado miembro del molde es inferior a 30 grados aproximadamente.#20. Molde según la reivindicación 19, caracterizado porque uno de dichos miembros de interconexión se situa junto al saliente de apretado de cada miembro del molde, situándose uno de los medios de interconexión en un extremo de la zona de contacto con la rebaba del primer miembro mencionado del molde, situándose otro medio de interconexión en el extremo opuesto de la zona de contacto con la rebaba del otro miembro del molde.
Tipo: Resumen de patente/invención.
Solicitante: THE PROCTER & GAMBLE CO..
Fecha de Publicación: .
Clasificación antigua:
- B29C45/13 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › utilizando dos o más unidades de inyección que cooperan con un solo molde.
Patentes similares o relacionadas:
Artículo masticable para mascotas moldeado por inyección, del 11 de Diciembre de 2019, de T.F.H. PUBLICATIONS, INC.: Un procedimiento de moldeo por inyección para formar un artículo masticable para mascotas, comprendiendo el procedimiento de moldeo por inyección: proporcionar un molde […]
 PIEZA DE PLASTICO CON UNA ZONA METALIZADA Y UNA ZONA COLOREADA NO METALIZADA, Y SU PROCEDIMIENTO DE FABRICACION, del 1 de Noviembre de 2007, de MAIER, S. COOP.: Pieza de plástico con una zona metalizada y una zona coloreada no metalizada, y su procedimiento de fabricación.#Pieza en cuyo exterior […]
PIEZA DE PLASTICO CON UNA ZONA METALIZADA Y UNA ZONA COLOREADA NO METALIZADA, Y SU PROCEDIMIENTO DE FABRICACION, del 1 de Noviembre de 2007, de MAIER, S. COOP.: Pieza de plástico con una zona metalizada y una zona coloreada no metalizada, y su procedimiento de fabricación.#Pieza en cuyo exterior […]
MOLDE PARA LA FABRICACION DE UN OBJETO ENSAMBLADO., del 16 de Abril de 2007, de GRAM, JES TOUGAARD: Molde para la producción de un objeto moldeado, como mínimo, en dos operaciones de moldeo subsiguientes, y consistiendo como mínimo de tres […]
APARATO PARA FORMAR DE MANERA SUSTANCIALMENTE SIMULTANEA MULTIPLES ARTICULOS QUE TIENEN DIFERENTES PROPIEDADES., del 16 de Mayo de 2004, de GILLETTE CANADA COMPANY: Un aparato que comprende: (a) un primer molde (14a) que incluye cavidades primera (B) y segunda (A), definiendo cada una de las cavidades un artículo […]
PROCEDIMIENTO Y DISPOSITIVO DE ENSAMBLAJE DE MATRICES PARA MOLDEAR POR INYECCION ENSAMBLAJES LAMINADOS., del 16 de Febrero de 2003, de KASAI KOGYO CO., LTD.: EN UN METODO PARA MOLDEAR UN MONTAJE LAMINADO QUE COMPRENDA UN MIEMBRO DE NUCLEO DE RESINA Y UN MIEMBRO SUPERFICIAL QUE CUBRA UNA PARTE DE LA SUPERFICIE DEL MIEMBRO […]
MATERIAL SECANTE COMPRENDIDO EN UN RECIPIENTE CERRADO., del 16 de Abril de 2001, de CAPITOL VIAL, INC.: UN ENVASE DE ALMACENAMIENTO Y TRANSPORTE CON UN CUERPO Y UNA CUBIERTA QUE CONJUNTAMENTE CREAN UN ESPACIO CERRADO QUE ESTA CONSTRUIDO A PARTIR […]
PROCEDIMIENTO DE FABRICACION DE UNA TEJA COMPUESTA DE MATERIA PLASTICA RECICLADA Y TEJA ASI OBTENIDA., del 16 de Marzo de 1998, de MALONEY CONTRACTS LIMITED: LA PRESENTE INVENCION SE REFIERE A UN PROCESO DE FABRICACION Y UN PRODUCTO RELATIVO CONSTITUIDO POR UN AZULEJO EN MATERIAL PLASTICO. EL PROCESO COMPRENDE LAS […]
PROCEDIMIENTO Y MAQUINA PARA LA PRODUCCION DE UN OBJETO ENSAMBLADO., del 1 de Diciembre de 1996, de GRAM, JES TOUGAARD: LA INVENCION DESCRIBE UN PROCEDIMIENTO PARA LA FABRICACION DE UN OBJETO ENSAMBLADO PENSADO PARA EL ENSAMBLAJE REPETIDO Y DESENSAMBLAJE, POR EJ., UNA TUBERIA CON […]