Tubería de colocación regenerativa y método de modificación de la superficie interior de una tubería de colocación.
Una tubería de colocación configurada para girar alrededor de un eje (A) en un cabezal de colocación de unlaminador,
dicha tubería de colocación comprende:
un tubo exterior metálico (34) que tiene una sección de entrada (28a) alineada con dicho eje (A), una secciónintermedia (28b) que se curva alejándose de dicho eje (A), y una sección de entrega (28c) que tiene un radioconstante medido desde dicho eje (A),
un tubo interior metálico (36) que tiene secciones de entrada, intermedia y de entrega que respectivamente revistenlas secciones de entrada (28a), intermedia (28b) y de entrega (28c) de dicho tubo exterior (34), dicho tubo interior(36) está forzado frente al movimiento con respecto a dicho tubo exterior (34) únicamente por contrato por friccióncon dicho tubo exterior (34), dicho tubo interior (36) es móvil incrementalmente dentro de dicho tubo exterior (34) enuna dirección en respuesta a los ciclos de calentamiento y de enfriamiento durante la rotación de dicho tubería decolocación alrededor de dicho eje (A).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2011/050283.
Solicitante: SIEMENS INDUSTRY, INC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 3333 OLD MILTON PARKWAY ALPHARETTA, GA 30005-4437 ESTADOS UNIDOS DE AMERICA.
Inventor/es: FIORUCCI,KEITH, LASHUA,CHRISTOPHER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21C47/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › B21C 47/00 Enrollamiento, devanado o bobinado de hilos, bandas u otros materiales metálicos flexibles, caracterizado por el hecho de que estas operaciones no se aplican más que al trabajo de metales (bobinado de alambre en forma especial B21F 3/00). › por medio de una guía rotativa, p. ej. depositando el material alrededor de una bobina o de un tambor fijo.
PDF original: ES-2444396_T3.pdf
Fragmento de la descripción:
Tubería de colocación regenerativa y método de modificación de la superficie interior de una tubería de colocación
CAMPO DE LA INVENCIÓN
Esta invención se refiere en general a tuberías de colocación empleadas en cabezales de colocación de laminadores para formar productos laminados en caliente en formaciones de anillos helicoidales y se refiere, en particular, a la prolongación de la vida útil de dichas tuberías por desplazamiento periódico y por lo tanto renovar la superficie interna de los tubos que son propensos a someterse a desgaste acelerado localizado que se ocasiona por el contacto por fricción con los productos laminados en caliente.
DISCUSIÓN DE FONDO
En un típico laminador de barra, como se representa esquemáticamente en la figura 1, las palanquillas se recalientan en un horno 10. Las palanquillas calientes se extraen del horno y se enrollan a través de un tren de desbaste 12, un tren intermedio 14, un tren de acabado 16 y en algunos casos, un tren de reducción / de formación (no mostrado) . Los productos acabados son entonces dirigidos a un cabezal de colocación 18 donde se forman en anillos 20. Los anillos se depositan en un transportador 22 para el transporte a una estación de reformado 24 donde se agrupan en bobinas. Mientras en el tránsito sobre el transportador, los anillos se someten a la refrigeración controlada para alcanzar las propiedades metalúrgicas seleccionadas.
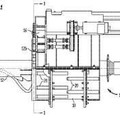
Una vez más, tal como se representa esquemáticamente en la figura 2, el cabezal de colocación 18 incluye un árbol hueco 26 que contiene una tubería de colocación curvada 28. Un engranaje angular 30 accionado por un motor 32 sirve para la conducción en rotación del árbol hueco y la tubería de colocación alrededor de un eje "A".
Durante las últimas décadas, las velocidades de entrega de los laminadores de barras han aumentado radicalmente. Por ejemplo, los laminadores ahora tienen la capacidad de laminar 5.5 mm de barra a velocidades de 110 m/seg. y más altas. A tales velocidades, los productos laminados en caliente ejercen un efecto gravoso en la tubería de colocación, causando un rápido desgaste localizado en la superficie interna de la tubería de colocación por fricción y el fallo prematuro. También, con el desgaste de las tuberías de colocación, se deteriora su capacidad de entregar un modelo estable de anillos al transportador 22. Los modelos de anillos inestables perturban la uniformidad del enfriamiento y también contribuyen al percance en el enrollamiento, comúnmente conocido como "distorsión", en la estación de reformado 24. Se requieren frecuentes y costosas paradas de los laminadores para reemplazar la tubería de colocación prematuramente gastada y para abordar los problemas asociados con la distorsión en la estación de reforma.
Los expertos en la técnica han hecho repetidos intentos para aumentar el tiempo de servicio de las tuberías de colocación. Por ejemplo, como se describe en las patentes americanas Nos. 4, 074, 553 y 5, 839, 684, se ha propuesto forrar los tuberías de colocación con insertos resistentes al desgaste. La patente americana Nº 6, 098, 909 da a conocer un enfoque diferente en el que la tubería de colocación se elimina en favor de una trayectoria de guía definida por una ranura en espiral en la superficie exterior de un inserto cónico delimitado por un revestimiento exterior cónico, con el inserto que puede girar dentro del revestimiento exterior para cambiar gradualmente el modelo desgastado en la superficie interna del revestimiento exterior.
Para varios motivos, ninguno de estos enfoques ha resultado ser una solución práctica al problema del prematuro desgaste de la tubería.
También se han realizado intentos de cementación de la superficie interior de las tuberías con el fin de aumentar la dureza y resistencia al desgaste. Sin embargo, el proceso de cementación requiere un enfriamiento drástico de las temperaturas de tratamiento elevadas, que pueden deformar la curvatura de la tubería. La capa cementada también se ha encontrado que es relativamente frágil y para templar de las temperaturas elevadas que son el resultado de la exposición a los productos laminados en caliente.
Durante bastante tiempo, ha sido bien aceptado que las tuberías de colocación con diámetros reducidos proporcionaban un número de ventajas significativas. Por estrechamiento radial de los productos laminados en caliente dentro de un espacio más pequeño, la dirección se mejora y el modelo de anillo entregado al transportador de enfriamiento es más consistente, lo que hace posible laminar a velocidades más altas. Desafortunadamente, sin embargo, estas ventajas han sido desplazadas en gran medida por el desgaste considerablemente acelerado de las tuberías. Así, en el pasado, los expertos en la materia han considerado necesario usar el término medio mediante el empleo de tuberías de colocación de diámetro grande y laminando a velocidades reducidas debajo de la tasa de velocidad diseñada de los laminadores.
SUMARIO DE LA INVENCIÓN
Ampliamente indicado, el objetivo de la presente invención es proporcionar una tubería de colocación mejorada que tenga una capacidad regenerativa única lo que le permite permanecer en servicio durante períodos prolongados sin sucumbir al desgaste por fricción localizado ocasionado por el contacto por fricción con los productos laminados en caliente.
Una tubería de colocación de acuerdo con la presente invención está configurada para girar alrededor de un eje en un cabezal de colocación de un laminador. La tubería de colocación comprende un tubo exterior metálico que tiene una sección de entrada alineada con el eje de la tubería, una sección intermedia que se curva alejándose del eje de la tubería, y una sección de entrega que tiene un radio constante medido desde el eje de la tubería. Un tubo interior metálico tiene secciones de entrada, intermedia y de entrega que respectivamente revisten las secciones de entrada, intermedia y de entrega del tubo exterior. El tubo interior está forzado frente al movimiento con respecto al tubo exterior únicamente por contacto por fricción con el tubo exterior. El tubo interior es móvil incrementalmente dentro del tubo exterior en respuesta a los ciclos de calentamiento y de enfriamiento durante la rotación de la tubería de colocación alrededor de su eje. Este movimiento incremental sirve para cambiar periódicamente y por lo tanto renovar la superficie interna del tubo en contacto por fricción con el producto laminado en caliente, y al hacerlo, evita el desgaste prolongado en cualquier posición.
Estas y otras características y ventajas relacionadas de la presente invención serán ahora descritos con más detalle con referencia a los dibujos de acompañamiento, en los que:
BREVE DESCRIPCIÓN DE LOS DIBUJOS
Figura 1 es una ilustración esquemática de un diseño típico de un tren de laminación;
Figura 2 es una ilustración esquemática ampliada del cabezal de colocación y los componentes del laminador asociados;
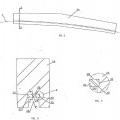
Figura 3 es una vista lateral en alzado de una tubería de colocación de acuerdo con la presente invención;
Figura 4 es una vista parcial en sección longitudinal de la tubería de colocación;
Figura 5 es una vista en sección longitudinal del extremo de entrada de la tubería de colocación;
Figura 6 es una vista en sección transversal tomada a lo largo de la línea 6-6 de la Figura 3; y
Figuras 7A - 7C son representaciones esquemáticas que ilustran las fuerzas que actúan sobre el tubo interior durante los ciclos de calentamiento y enfriamiento.
DESCRIPCIÓN DETALLADA
Con referencia a las Figuras 3 y 6, la tubería de colocación 28 de acuerdo con la presente invención está configurada para girar alrededor del eje A. La tubería de colocación comprende un tubo exterior metálico 34 que tiene una sección de entrada 28a alineada con un eje A, una sección intermedia 28b que se curva alejándose de dicho eje A, una sección de entrega 28c que tiene un radio constante medido desde el eje A.
Un tubo interior metálico 36 que tiene secciones de entrada, intermedia y de entrega que respectivamente revisten las secciones de entrada, intermedia y de entrega del tubo exterior 34. El tubo interior 36 está forzado frente al movimiento con respecto al tubo exterior 34 únicamente por contacto por fricción con el tubo exterior.
Los tubos 34, 36 se pueden fabricar con varios metales, ejemplos preferidos son los metales ferrosos, aleaciones a base de níquel, aleaciones a base de cobalto y aleaciones a base de titanio.
Se ha observado que, en servicio, la superficie interna de una tubería de colocación es propensa... [Seguir leyendo]
Reivindicaciones:
1. Una tubería de colocación configurada para girar alrededor de un eje (A) en un cabezal de colocación de un laminador, dicha tubería de colocación comprende:
un tubo exterior metálico (34) que tiene una sección de entrada (28a) alineada con dicho eje (A) , una sección intermedia (28b) que se curva alejándose de dicho eje (A) , y una sección de entrega (28c) que tiene un radio constante medido desde dicho eje (A) ,
un tubo interior metálico (36) que tiene secciones de entrada, intermedia y de entrega que respectivamente revisten las secciones de entrada (28a) , intermedia (28b) y de entrega (28c) de dicho tubo exterior (34) , dicho tubo interior
(36) está forzado frente al movimiento con respecto a dicho tubo exterior (34) únicamente por contrato por fricción con dicho tubo exterior (34) , dicho tubo interior (36) es móvil incrementalmente dentro de dicho tubo exterior (34) en una dirección en respuesta a los ciclos de calentamiento y de enfriamiento durante la rotación de dicho tubería de colocación alrededor de dicho eje (A) .
2. La tubería de colocación según la reivindicación 1, en el que los metales de dichos tubos interior (36) y exterior
(34) se seleccionan de entre el grupo que consta de metales ferrosos, aleaciones a base de níquel, aleaciones a base de cobalto y aleaciones a base de titanio.
3. La tubería de colocación según la reivindicación 1, que comprende además una guía de entrada (38) fijada a la sección de entrada (28a) de dicho tubo exterior (34) , dicha guía de entrada (38) tiene una tubo de entrada (40) que sobresale a la sección de entrada de dicho tubo interior (36) .
4. La tubería de colocación según la reivindicación 3, en el que dicho tubo de entrada (40) sobresale a la sección de entrada de dicho tubo interior (36) por una distancia de superposición (D) suficiente para posibilitar un avance incremental del extremo de entrada de dicho tubo interior (36) sin que se genere ningún espacio entre dicho tubo de entrada (40) y dicho tubo interior (36) .
5. La tubería de colocación según la reivindicación 3, en el que dicha guía de entrada (38) está configurada y dispuesta para posibilitar la introducción de un fluido refrigerante.
6. Un método de modificación de la superficie interior de una tubería de colocación que está expuesta a un desgaste localizado por contacto por fricción con un producto laminado en caliente que pasa a través de él, dicha tubería puede girar alrededor de un eje (A) y está configurado para formar dicho producto en una serie helicoidal de anillos, dicho método comprende:
la construcción de dicha tubería de colocación bajo la forma de un ensamblaje de un tubo exterior metálico (34) revestido de un tubo interior metálico (36) , dicho tubo interior (36) está forzado contra el movimiento dentro de dicho tubo exterior (34) únicamente por contacto por fricción con dicho tubo exterior (34) , dicha tubería de colocación tiene una sección de entrada (28a) alineada con dicho eje (A) , una sección intermedia (28b) que se curva alejándose de dicho eje (A) , y una sección de entrega (28c) que tiene un radio constante medido desde dicho eje (A) ;
la rotación de dicha tubería de colocación alrededor de dicho eje (A) , mientras que simultáneamente dirige el producto laminado en caliente a través de dicho tubo interior (36) ; y
el avance de manera incremental de dicho tubo interior (36) dentro de dicho tubo exterior (34) por el sometimiento periódico de dicho tubo interior (36) a ciclos de calentamiento y enfriamiento.
7. El método según la reivindicación 6, en el que los metales de dichos tubos interior (36) y exterior (34) se seleccionan de entre el grupo que consta de metales ferrosos, aleaciones a base de níquel, aleaciones a base de cobalto y aleaciones a base de titanio.
8. El método según la reivindicación 7, en el que dicho tubo interior (36) se calienta por contacto con el producto laminado en caliente que es dirigido a través de dicha tubería de colocación.
9. El método según la reivindicación 8, en el que dicho tubo interior (36) se calienta a una temperatura elevada de aproximadamente 400 ° C.
10. El método según la reivindicación 6, en el que dichos ciclos de calentamiento y enfriamiento se efectúan durante la rotación de dicha tubería de colocación alrededor de dicho eje (A) .
Patentes similares o relacionadas:
Un método para hacer funcionar un dispositivo de formación de bobinas, del 7 de Agosto de 2019, de Primetals Technologies Austria GmbH: Método para hacer funcionar un dispositivo de formación de bobinas que comprende un alojamiento, comprendiendo el método recibir un producto enrollado de manera continua […]
Máquina de formación de bobinas, del 15 de Mayo de 2019, de Sund Birsta AB: Una máquina de formación de bobinas adaptada para recibir una serie de espiras preformadas de alambre y para acumular dichas espiras de […]
Cabezal de colocación de bobina, del 22 de Marzo de 2017, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Un cabezal de colocación de bobina, que define un eje longitudinal (X), para formar bobinas de un producto metálico sustancialmente rectilíneo, que comprende - […]
Elemento de desgaste reemplazable para un cabezal de posicionamiento de un tren de laminación, del 18 de Mayo de 2016, de Primetals Technologies USA LLC: Una superficie de guía reemplazable de forma selectiva para el recubrimiento de al menos una porción del diámetro interior de un anillo extremo en un sistema de cabezal […]
 Dispositivo de desviación, del 13 de Agosto de 2014, de SIEMENS INDUSTRY, INC: Aparato de desviación para guiar un producto laminado en caliente que se desplaza a lo largo de una trayectoria curvada hacia abajo (P) […]
Dispositivo de desviación, del 13 de Agosto de 2014, de SIEMENS INDUSTRY, INC: Aparato de desviación para guiar un producto laminado en caliente que se desplaza a lo largo de una trayectoria curvada hacia abajo (P) […]
 Aparato para desacelerar y acumular temporalmente un producto laminado en caliente, del 10 de Abril de 2013, de SIEMENS INDUSTRY, INC: Aparato para desacelerar y acumular temporalmente un producto laminado en caliente que se muevelongitudinalmente a lo largo de un primer eje (A1) a una primera […]
Aparato para desacelerar y acumular temporalmente un producto laminado en caliente, del 10 de Abril de 2013, de SIEMENS INDUSTRY, INC: Aparato para desacelerar y acumular temporalmente un producto laminado en caliente que se muevelongitudinalmente a lo largo de un primer eje (A1) a una primera […]
Procedimiento de laminado continuo de un producto que sale de una caja de laminación aguas arriba a una velocidad mayor que la toma de velocidad de una caja de laminación aguas abajo, del 1 de Agosto de 2012, de SIEMENS INDUSTRY, INC: Procedimiento de laminación continua de un producto en cajas de laminación (RS1 , RS2) consecutivas aguas arriba yaguas abajo, el producto sale de la caja de laminación […]
CABEZAL ENDEREZADOR CON MIEMBRO ROTATORIO MULTI-RANURA, del 14 de Diciembre de 2011, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Un cabezal enderezador para formar bobinas a partir de un producto laminado continuo y sustancialmente liso por ejemplo barras redondas, alambrones […]