TRENZA AJUSTABLE.
Una estructura tubular trenzada ajustable (32), caracterizada porque comprende:
una serie de sitios axiales (30) en relación circular entre sí, siendo dichos sitios axiales mechas no trenzadas, mechas trenzadas o varillas pultruidas; y una serie de sitios oblicuos, que comprenden fibras oblicuas que interconectan dichos sitios axiales; en la que la sección transversal de los sitios axiales es mayor que la sección transversal de los sitios oblicuos, en la que la serie de sitios oblicuos interconectan de forma holgada dichos sitios axiales (30) para formar la estructura tubular (32), de forma que por lo menos parte de los sitios axiales están adaptados para invertirse entre sí semi-libremente
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2005/045069.
Solicitante: ALBANY ENGINEERED COMPOSITES, INC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 112 AIRPORT DRIVE ROCHESTER, NH 03867 ESTADOS UNIDOS DE AMERICA.
Inventor/es: TOMICH,Aaron , BIDDLE,Steve.
Fecha de Publicación: .
Fecha Solicitud PCT: 12 de Diciembre de 2005.
Clasificación Internacional de Patentes:
- B29C70/22A
- D04C1/06 TEXTILES; PAPEL. › D04 TRENZADO; FABRICACION DEL ENCAJE; TRICOTADO; PASAMANERIA; NO TEJIDOS. › D04C FABRICACION DE TRENZAS O DE ENCAJES, COMPRENDIDOS LOS ENCAJES DE BOLILLOS O LOS ENCAJES QUIMICOS; MAQUINAS DE TRENZAR; TRENZAS; ENCAJES (telares para la fabricación de plantillas partiendo de materiales en bandas A43D 29/00; trabajos del junco B27J 1/00). › D04C 1/00 Trenzas o encajes, p. ej. encajes de bolillos; Sus procedimientos de fabricación. › Trenzas o encajes destinados a usos particulares.
Clasificación PCT:
- D04C1/06 D04C 1/00 […] › Trenzas o encajes destinados a usos particulares.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Fragmento de la descripción:
ANTECEDENTES DE LA INVENCIÓN 5
Campo de la Invención
La presente invención se refiere, en general, a estructuras trenzadas, y más en concreto a estructuras trenzadas ajustables que están caracterizadas por sitios axiales y sitios oblicuos, donde los sitios axiales tienen un diámetro mayor que los sitios oblicuos. Las estructuras trenzadas ajustables están diseñadas matemáticamente para adaptarse a requisitos de perímetro y de área, de 10 un área de hueco objetivo, a rellenar en una estructura.
Antecedentes de la Invención
El moldeado por transferencia de resina existe hace muchas décadas, y su utilización se ha incrementado considerablemente en los últimos años. El proceso permite la fabricación económica de compuestos de calidad elevada. El término "compuesto" ha sido utilizado principalmente para definir 15 una clase de materiales en los que un material matricial, tal como plásticos (tanto termoendurecidos como termoplásticos), metales o cerámicas están reforzados por fibras de refuerzo, en forma de preforma. Los compuestos son ventajosos puesto que la estructura final presenta propiedades que son una combinación de las propiedades de los materiales constitutivos (es decir, el refuerzo de fibra y el material matricial). 20
De acuerdo con el proceso, un sistema de resinas es transferido a viscosidades reducidas y presiones bajas a un troquel de molde cerrado que contiene una preforma de fibras secas. Las fibras secas, que pueden tener forma de preformas de fieltro de hilo continuo, unidireccional, tejido o tricotado, son colocadas en un molde cerrado, y se introduce resina al molde bajo presión o vacío externos. La resina cura bajo su propia acción exotérmica, o bien puede aplicarse calor al molde para 25 completar el proceso de curación.
El proceso de moldeo por transferencia de resina puede utilizarse para producir partes compuestas, a bajo coste, que tienen un perfil complejo. Habitualmente, estas partes proporcionan un refuerzo de fibra continua, junto con superficies controladas por la línea del molde interior y por la línea del molde exterior. Es la posición de los refuerzos de fibra continua en estructuras grandes, la que 30 distingue el moldeo por transferencia de resina de los otros procesos de moldeo con líquidos.
En el pasado, el moldeo por transferencia de resina se ha utilizado para aplicaciones adecuadas a los mercados de productos para el consumidor. Sin embargo, en los últimos años, a través del desarrollo de sistemas de resina de alta resistencia en sistemas de bombeo más avanzados, el moldeo por transferencia de resina ha avanzado a nuevos niveles. Estos desarrollos 35 recientes han fomentado la tecnología de moldeo por transferencia de resina, como una opción práctica de fabricación para diseños de compuestos de resistencia elevada, en concreto en la industria aeroespacial.
En la industria aeroespacial, la ventaja más visible para los procesos de moldeo por transferencia de resina reside en la capacidad del moldeo por transferencia de resina, para combinar 40 múltiples componentes detallados en una configuración. Por ejemplo, muchos diseños tradicionales consisten en muchos detalles individuales que son combinados como un subconjunto. Estos subconjuntos requieren usualmente acuñamiento, ligado, fijación mecánica y sellado. Por consiguiente, estos subconjuntos muestran una variabilidad pieza a pieza elevada, debido a la acumulación de tolerancias. 45
El moldeo por transferencia de resina produce superficies suaves. Que sea un producto del molde, hace la calidad superficial de la pieza producida en el interior del molde comparable a la de la superficie de la herramienta. El moldeo por transferencia de resina proporciona asimismo el control de la relación fibra/resina en el producto acabado. Esta ventaja produce piezas que son ligeras y de resistencia elevada. 50
Sin embargo, cuando se combinan múltiples componentes detallados con bordes redondeados, la concavidad de los bordes provoca la formación de huecos en el punto donde los componentes se unen entre sí. Considérese las geometrías mostradas en las figuras 1A y 1B, que son típicas de los tipos de secciones transversales que a menudo es necesario rellenar con material de "relleno de huecos radiales", durante la construcción de una formación compuesta. Un método para 55 rellenar este volumen con fibra es disponer extremos de fibra individuales. Sin embargo, este método puede ser tedioso e ineficiente. Un método alternativo para rellenar este volumen es utilizar un
componente de "relleno de huecos" trenzado, que mantiene juntos múltiples extremos de la fibra en una sola pieza. Un inconveniente de esta alternativa es que el relleno de huecos es habitualmente rígido, y no es fácilmente ajustable a secciones transversales variables. Están disponibles los telares para trenzar especializados, que pueden fabricar material de una geometría específica, pero entonces la geometría es aplicable solamente a una única aplicación. Las trenzas tubulares genéricas son algo 5 ajustables a perfiles variables, pero las limitaciones geométricas del proceso de trenzado dificultan obtener tanto el volumen de fibra correcto como el perímetro correcto, para perfiles cóncavos o complejos como son los de las figuras 1A y 1B.
Por ejemplo, considérese de nuevo la geometría mostrada en la figura 1A, donde la longitud de los lados del área o hueco cóncavo 8 a rellenar se indica mediante 10 y 12, y el radio del área o 10 hueco cóncavo 8 a rellenar se indica mediante 14. En este ejemplo se asume que la longitud de los lados 10 y 12 del hueco cóncavo 8 a rellenar, es de 0,500 pulgadas cada uno. Además, se asume que el radio del hueco cóncavo 14 es de unas 0,500 pulgadas. Para que funcione como un relleno de huecos aceptable que sea ajustable a la forma del hueco, una trenza debe tener aproximadamente el mismo área en sección transversal (0,054 pulgadas cuadradas) y perímetro (1,785 pulgadas 15 cuadradas), que el hueco cóncavo 8 de la figura 1A. Las figuras 2A y 2B muestran dos posibles extremos cuando se intenta producir una trenza circular o maypole (palo de mayo) para adaptarse al criterio de área y perímetro de la figura 1A. En un caso, tal como se describe en la figura 2A donde el radio 16 de la trenza es de 0,284 pulgadas, el perímetro está fijo en 1,785 pulgadas y el área de la trenza maciza (0,253 pulgadas cuadradas) es demasiado elevada. En otro caso, que se representa en 20 la figura 2B donde el radio 16 de la trenza es de 0,131 pulgadas, el área se fija en 0,054 pulgadas cuadradas y el perímetro de la trenza (0,283 pulgadas) es demasiado bajo.
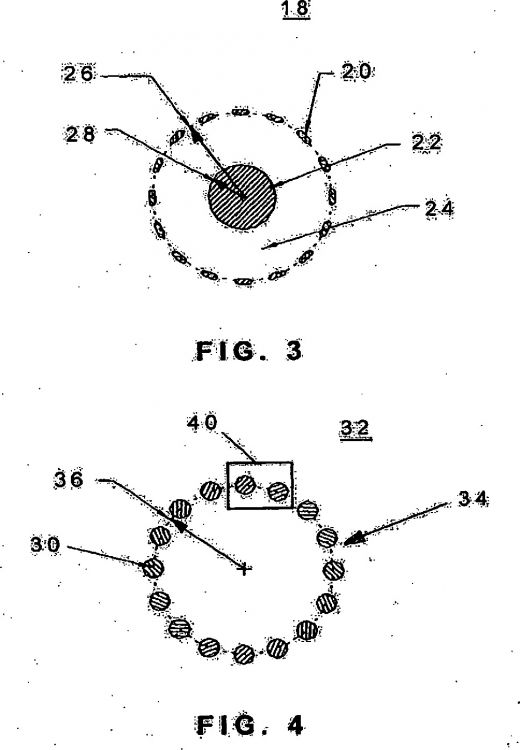
En algunos casos es posible evitar el dilema descrito anteriormente con trenzas maypole convencionales, mediante la utilización de mandriles. De hecho, las trenzas tienen la propiedad de ser ajustables a los mandriles de varias secciones transversales. Sin embargo, esta capacidad está 25 limitada puesto que el mandril debe tener una geometría no cóncava. Por lo tanto, habitualmente se ha de intentar trenzar en torno a una geometría convexa del perímetro objetivo, y a continuación deformar este perímetro al perfil cóncavo deseado, después del trenzado. Sin embargo, el área delimitada por la trenza convexa inicial antes de la deformación será siempre mayor que el área objetivo de la geometría cóncava. Esto se muestra en la figura 3, mediante la sección transversal 30 circular de una funda trenzada en torno a un alma infradimensionada 18 con un perímetro idealizado, pero que tiene asimismo un área de vacío interno 24 elevada. Frente a la trenza maciza de la figura 2A, en la que el área de la fibra es demasiado grande, la trenza de la figura 3 muestra un alma maciza de fibra 22 dimensionada apropiadamente para adecuarse al requisito de área. Cualquier intento de llenar el área vacía 24 entre el alma maciza de la fibra 22 y la funda trenzada 20 con fibras 35 unidireccionales sería inútil, puesto que el alma simplemente se “caería” de la funda.
La patente de EE.UU. número 6 231 941 da a conocer un relleno de hueco o radial, para rellenar áreas cóncavas, como el que se describe en las figuras 1A y 1B. Tal como se da a conocer, un manguito trenzado rodea una serie de mechas unidireccionales (filamentos no trenzados). El alma de las mechas unidireccionales puede ser de sección transversal uniforme, o puede ser de sección 40 transversal variada a lo largo de su longitud para adecuarse a un hueco concreto. El relleno radial se forma sobre un mandril que incluye una superficie conformada que tiene sustancialmente...
Reivindicaciones:
1. Una estructura tubular trenzada ajustable (32), caracterizada porque comprende:
una serie de sitios axiales (30) en relación circular entre sí, siendo dichos sitios axiales mechas no trenzadas, mechas trenzadas o varillas pultruidas; y
una serie de sitios oblicuos, que comprenden fibras oblicuas que interconectan 5 dichos sitios axiales;
en la que la sección transversal de los sitios axiales es mayor que la sección transversal de los sitios oblicuos,
en la que la serie de sitios oblicuos interconectan de forma holgada dichos sitios axiales (30) para formar la estructura tubular (32), de forma que por lo menos parte de los sitios axiales 10 están adaptados para invertirse entre sí semi-libremente.
2. La estructura tubular de la reivindicación 1, en la que los sitios axiales (30) son mechas no trenzadas.
3. La estructura tubular de la reivindicación 1, en la que los sitios axiales (30) son mechas trenzadas. 15
4. La estructura tubular de la reivindicación 1, en la que los sitios axiales (30) son varillas pultruidas.
Siguen cinco hojas de dibujos.
Patentes similares o relacionadas:
 Armadura textil triaxial, procedimiento de producción de armaduras textiles triaxiales y pieza de material de composite, del 25 de Septiembre de 2019, de Vostech B.V: Armadura textil triaxial para fabricar un material de composite de alta calidad que comprende una sola capa central de hilos (1a) axiales, reticulados […]
Armadura textil triaxial, procedimiento de producción de armaduras textiles triaxiales y pieza de material de composite, del 25 de Septiembre de 2019, de Vostech B.V: Armadura textil triaxial para fabricar un material de composite de alta calidad que comprende una sola capa central de hilos (1a) axiales, reticulados […]
Método para la fabricación de un implante corporal y herramienta para ello, del 17 de Julio de 2019, de Admedes Schuessler GmbH: Método para la fabricación de un implante corporal con los pasos: preparar una herramienta con una forma predeterminada o que […]
Mandril para fabricar un stent atraumático, del 25 de Febrero de 2019, de BOSTON SCIENTIFIC SCIMED, INC.: Un mandril de trenzado (22, 22") para trenzar un stent tubular que comprende: un miembro tubular alargado que tiene extremos proximal y distal opuestos; […]
Arquitectura fibrosa tubular cerrada y procedimiento de fabricación, del 21 de Febrero de 2018, de COMMISSARIAT A L'ENERGIE ATOMIQUE ET AUX ENERGIES ALTERNATIVES: Procedimiento de fabricación de una arquitectura fibrosa tubular, comprendiendo el procedimiento las etapas siguientes, que consisten en: a) realizar […]
Procedimiento para fabricar un implante corporal, del 23 de Noviembre de 2016, de Admedes Schuessler GmbH: Procedimiento para fabricar un implante corporal que comprende los pasos siguientes: producción de una estructura textil a partir […]
 Dispositivo médico, del 2 de Febrero de 2016, de ACANDIS GMBH & CO. KG: Dispositivo médico que tiene una estructura de rejilla simétrica en rotación con por lo menos dos elementos de alambre enrollados en forma de espiral alrededor […]
Dispositivo médico, del 2 de Febrero de 2016, de ACANDIS GMBH & CO. KG: Dispositivo médico que tiene una estructura de rejilla simétrica en rotación con por lo menos dos elementos de alambre enrollados en forma de espiral alrededor […]
 Procedimiento de fabricación de piezas de materiales compuestos, con revestimiento trenzado, del 14 de Enero de 2015, de MESSIER-BUGATTI-DOWTY: Procedimiento de realización de una pieza de material compuesto que consta de las etapas de:
- producción de un mandril;
- trenzado de un revestimiento […]
Procedimiento de fabricación de piezas de materiales compuestos, con revestimiento trenzado, del 14 de Enero de 2015, de MESSIER-BUGATTI-DOWTY: Procedimiento de realización de una pieza de material compuesto que consta de las etapas de:
- producción de un mandril;
- trenzado de un revestimiento […]
Endoprótesis vascular atraumática con fuerza de despliegue reducida, del 23 de Abril de 2014, de BOSTON SCIENTIFIC SCIMED, INC.: Una endoprótesis vascular implantable que comprende: una pluralidad de hilos alargados trenzados para formar una estructura tubular […]