Tapón de envase con una capa decorativa.
Un cierre [20] para un envase que contiene un producto construido para ser insertado y retenido aseguradamente en un cuello que forma un portal del envase,
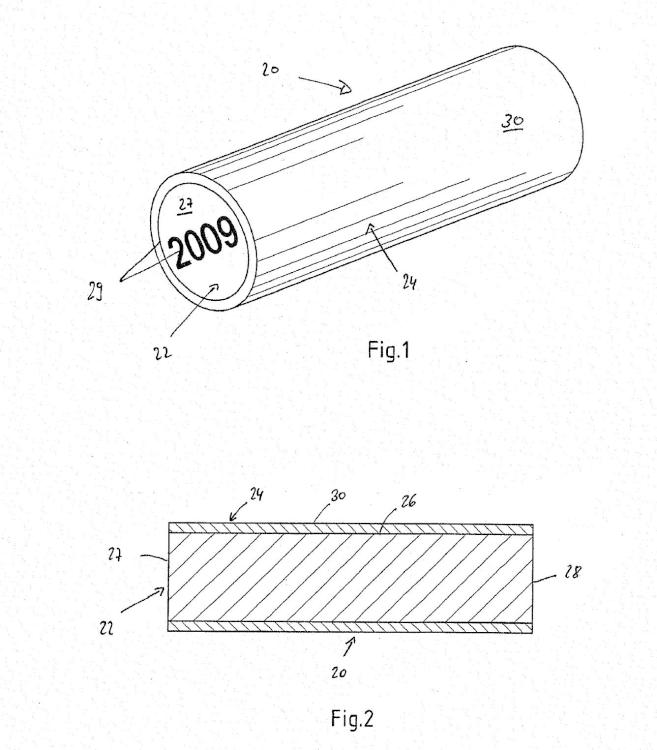
teniendo dicho cierre [20] forma sustancialmente cilíndrica y que comprende superficies [27, 28] terminales sustancialmente planas que forman los extremos opuestos de dicho cierre [20], caracterizado por que al menos una de dichas superficies [27, 28] terminales está cubierta parcialmente por una capa decorativa [29], en la que el cierre no da lugar a preocupación relativa a la seguridad de los alimentos.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10000702.
Solicitante: NOMACORC LLC .
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 400 VINTAGE PARK DRIVE ZEBULON, NC 27597 ESTADOS UNIDOS DE AMERICA.
Inventor/es: DAVIS,LINDSAY HERMAN, KIRCH,MARCO JOSEF OTTO, KESKAR,NISHA AMOL, BOST,DAMON JAMES, COOPER,JAMES EDWARDS JR, MILLER,DARELL JAMES.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65D39/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › Cierres dispuestos en los cuellos, los orificios de vertido o las aberturas de descarga, p. ej. tapones (cubiertas o tapas B65D 43/00; con elementos de fijación suplementarios B65D 45/00).
- B65D51/24 B65D […] › B65D 51/00 Cierres no previstos en otro lugar (cubiertas o cierres similares como elementos mecánicos para recipientes a presión en general F16J 13/00). › combinadas con dispositivos auxiliares para otros fines distintos que el cerrar.
PDF original: ES-2548459_T3.pdf
Fragmento de la descripción:
Tapón de envase con una capa decorativa CAMPO TÉCNICO
Esta invención se refiere a cierres o tapones para envases que contienen líquidos, sustratos de baja viscosidad y sólidos pequeños y, más concretamente, a cierres o tapones que tienen forma sustancialmente cilindrica y que comprenden superficies terminales sustancialmente planas que forman los extremos opuestos de dicho cierre y se pueden emplear como tapón de un envase.
Más concretamente, esta invención se refiere a cierres y tapones que comprenden señales decorativas tales como letras, símbolos, colores, gráficos, y tonos de madera impresos sobre al menos una de las superficies terminales sustancialmente planas que forman los extremos opuestos de dicho cierre o tapón.
Además, esta invención se refiere a un procedimiento de aplicación de señales sobre al menos una de las dos superficies terminales sustancialmente planas que forman los extremos opuestos de un cierre de un envase que contiene un producto, teniendo dicho cierre una forma sustancialmente cilindrica y que está construido para ser insertado y retenido de manera segura en un portal que forma el cuello del envase.
TÉCNICA ANTERIOR
En vista de la amplia variedad de productos que se venden para ser dispensados de envases, especialmente envases con cuellos redondos que definen el portal de dispensación, se han desarrollado numerosas construcciones para medios de tapones o cierres de envase para los portales. Generalmente, productos tales como vinagre, aceites vegetales, líquidos de laboratorio, detergentes, miel, condimentos, especias, bebidas alcohólicas, y similares, imponen requisitos similares al tipo de construcción de los medios de cierre usados para envase de estos productos. Sin embargo, el vino, vendido en botellas representa el producto más exigente en cuanto al medio de cierre de la botella, debido a los numerosos y gravosos requisitos exigidos a los medios de cierre usados en botellas de vino. En vista de estas exigencias, la mayor parte de los tapones o cierres de botella de vino han sido producidos de un producto natural conocido como "corcho".
Aunque el corcho natural sigue siendo el material dominante para cierres de vino, los cierres de vino sintéticos han llegado a ser crecientemente populares en los últimos años, en buena parte debido al problema de la descomposición del vino como consecuencia de la "contaminación del corcho", un fenómeno que está asociado casi exclusivamente con los materiales del corcho natural. Los cierres sintéticos conocidos generalmente comprenden un material plástico espumado que tiene una estructura celular cerrada y están hechos, por ejemplo, por extrusión, concretamente coextrusión, o moldeo por inyección. Los cierres de vino hechos de corcho natural o materiales sintéticos son los cierres de botella preferidos para almacenamiento de vino, especialmente para vinos de calidad media y alta donde la tradicional mística del vino y el ritual de apertura de la botella con un sacacorchos, son aspectos muy importantes, aunque intangibles, del consumo de vino.
Los cierres de botellas de vino deben satisfacer requisitos muy rigurosos. En particular, una de las dificultades principales a las que cualquier cierre de botella está sometido en la industria del vino es la manera en la que el cierre se inserta en la botella. Típicamente, el cierre se pone en un miembro de sujeción en forma de garra situado sobre el portal de la botella. El miembro de sujeción incorpora una pluralidad de miembros de garra autónomos e independientes que rodean periféricamente el miembro de cierre y son móviles unos con respecto a los otros para comprimir el miembro de cierre hasta un diámetro sustancialmente menor que su diámetro original. Una vez que el miembro de cierre ha sido comprimido totalmente, un émbolo desplaza el medio de cierre de las garras directamente hacia dentro del cuello de la botella, donde el miembro de cierre es capaz de expandirse en enganche con el diámetro interior del cuello y portal de la botella, sellando así la botella y el contenido de la misma.
En vista del hecho de que los miembros de garra deben ser independientes entre sí y móviles independientemente para permitir que el miembro de cierre sea comprimido hasta el diámetro sustancialmente reducido, cada miembro de garra comprende un borde afilado que se lleva a enganche directo con el miembro de cierre cuando el miembro de cierre está totalmente comprimido. Dependiendo de la composición del miembro de cierre, frecuentemente se forman líneas de puntos sobre la superficie exterior del miembro de cierre, que previenen la creación de un sello sin fugas totalmente cuando el miembro de cierre se dilata en enganche con el cuello de la botella.
Por lo tanto, cualquier cierre de botella sintético debe ser capaz de resistir este procedimiento de embotellado y sellado convencional. Además, muchos miembros de sellado de corcho también sufren daño durante el procedimiento de embotellado, lo que da lugar a fugas o vino contaminado.
Otro problema inherente en la industria del vino es el requisito de que el tapón de vino debe ser capaz de resistir una presión sustancial desarrollada que ocurre durante el almacenamiento del producto de vino después de haber sido embotellado y sellado. Debido a la dilatación natural del vino durante los meses más cálidos, se desarrolla una presión, que impone una carga sobre el tapón de la botella que tiene que ser resistida sin permitir que el tapón sea desplazado de la botella. Como consecuencia, el tapón de botella empleado para productos de vino debe ser capaz de enganche seguro, estrecho por fricción con el cuello de la botella con el fin de resistir cualquier desarrollo de presión.
Otro problema inherente de la industria del vino es la exigencia de que el enganche seguro y sellado del tapón con el cuello de la botella tiene que lograrse virtualmente inmediatamente después de la inserción del tapón en el cuello de la botella. Durante el tratamiento del vino normal, el tapón se comprime, como se detalló anteriormente, y se inserta en el cuello de la botella para permitir que el tapón se dilate en posición y selle la botella. Sin embargo, dicha dilatación debe producirse inmediatamente tras la inserción en la botella ya que muchos procesadores inclinan ligeramente la botella sobre su lado o parte del cuello después de la inserción del tapón en el cuello de la botella, permitiendo que la botella permanezca almacenada en esta posición durante amplios periodos de tiempo. Si el tapón es incapaz de dilatarse rápidamente en contacto seguro y estrecho por fricción y en enganche con las paredes del cuello de la botella, se producirá fuga de vino.
Otra exigencia impuesta a cierres o tapones de botellas de vino es la exigencia de que el cierre sea retirable de la botella usando una fuerza de extracción razonable. Aunque las fuerzas de extracción actuales se extienden en un rango amplio, la fuerza de extracción convencional aceptada generalmente es típicamente inferior a 45,4 kg (100 libras).
En el logro de un tapón o cierre viable comercialmente, hay que obtener un equilibrio esmerado entre sellado seguro y disposición de una fuerza de extracción razonable para extraer el tapón de la botella. Dado que los requisitos de estas dos características son contrarios entre sí, se debe lograr un equilibrio esmerado de manera que el tapón o cierre sea capaz de sellar de manera segura el vino en la botella, previniendo tanto la fuga como la transmisión de gas, siendo también extraíble al mismo tiempo de la botella sin necesidad de una fuerza de extracción excesiva.
Otro requisito de los tapones o cierres de vino viables comercialmente es una baja permeabilidad al oxígeno. Demasiado oxígeno puede producir un deterioro prematuro del vino. De hecho, la oxidación se produce a lo largo de un periodo de tiempo y hace que la bebida sea imbebible. Por lo tanto, es necesario prevenir efectivamente que entre oxígeno en la botella con el fin de extender y mantener la frescura y la vida útil del producto. Cualquier tapón o cierre de vino viable comercialmente debe tener, por lo tanto, una baja velocidad de transferencia de oxígeno (OTR). Se observó que la velocidad de transferencia de oxígeno está asociada estrechamente con la homogeneidad de la estructura celular del tapón y de la superficie exterior de las superficies terminales sustancialmente planas que forman los extremos opuestos de dicho tapón.
El documento WO 03/004367 A1 describe un cierre para un envase que contiene un producto con un cuerpo compresible, el cual tiene preferentemente una forma cilindrica y dos superficies terminales. En al menos una de las superficies terminales se aplica una película con el fin de proporcionar una capa protectora... [Seguir leyendo]
Reivindicaciones:
1. Un cierre [20] para un envase que contiene un producto construido para ser insertado y retenido aseguradamente en un cuello que forma un portal del envase, teniendo dicho cierre [20] forma sustancialmente cilindrica y que comprende superficies [27, 28] terminales sustancialmente planas que forman los extremos opuestos de dicho cierre [20], caracterizado por que al menos una de dichas superficies [27, 28] terminales está cubierta parcialmente por una capa decorativa [29], en la que el cierre no da lugar a preocupación relativa a la seguridad de los alimentos.
2. El cierre [20] de la reivindicación 1, caracterizado por que dicha capa decorativa [29] se define además como que se aplica a dicha superficie [27, 28] terminal por medio de transferencia por calor, transferencia por presión y/o estampado por calor.
3. El cierre [20] de cualquiera de las reivindicaciones precedentes, caracterizado por el color de dicha capa decorativa [29] difiere del color de la superficie de dicha superficie [27, 28] terminal.
4. El cierre [20] de cualquiera de las reivindicaciones precedentes, caracterizado por que dicha capa decorativa [29] se define además como que comprende una o varias películas plásticas y tiene un espesor de 0,5 a 100 micrómetros, en particular de 5 a 25 micrómetros.
5. El cierre [20] de cualquiera de las reivindicaciones precedentes, caracterizado por que dicha capa decorativa [29] se define además como que está fija a dicha superficie [27, 28] terminal mediante un adhesivo de fusión por calor.
6. El cierre [20] de cualquiera de las reivindicaciones precedentes, caracterizado por que dicha capa decorativa [29] representa una señal.
7. El cierre [20] de cualquiera de las reivindicaciones precedentes, caracterizado por que la superficie de dicha capa decorativa [29] está enganchada completamente por pegado íntimo con dicha superficie [27, 28] terminal.
8. El cierre [20] de cualquiera de las reivindicaciones precedentes, caracterizado por que dicho cierre [20] se define además como que es un cierre [20] sintético, en el que dicho cierre [20] sintético comprende opcionalmente uno o más polímeros termoplásticos.
9. El cierre [20] de cualquiera de las reivindicaciones precedentes, caracterizado por que comprende:
A. un miembro [22] del núcleo alargado conformado cilindricamente formado de material plástico espumado y que comprende las superficies [27, 28] extremas terminales que forman los extremos opuestos del miembro [22] del núcleo conformado cilindricamente; y
B. al menos una capa [24] de plásticos espumados o no espumados que rodea periféricamente y está pegada íntimamente a la superficie cilindrica del miembro [22] del núcleo, estando carentes las superficies extremas del miembro [22] del núcleo de dicha capa [24], y
en el que se logra un cierre [20] sintético que es capaz de sellar cualquier producto deseado en un envase, que contiene el producto en el envase durante una extensión de tiempo deseada sustancialmente sin degradación alguna del producto ni degradación del cierre [20],
10. El cierre [20] de la reivindicación 9, caracterizado por que dicha capa periférica [24] se define además como que comprende un espesor que está entre aproximadamente 0,05 mm y aproximadamente 5 mm o entre aproximadamente 0,1 mm y aproximadamente 2 mm.
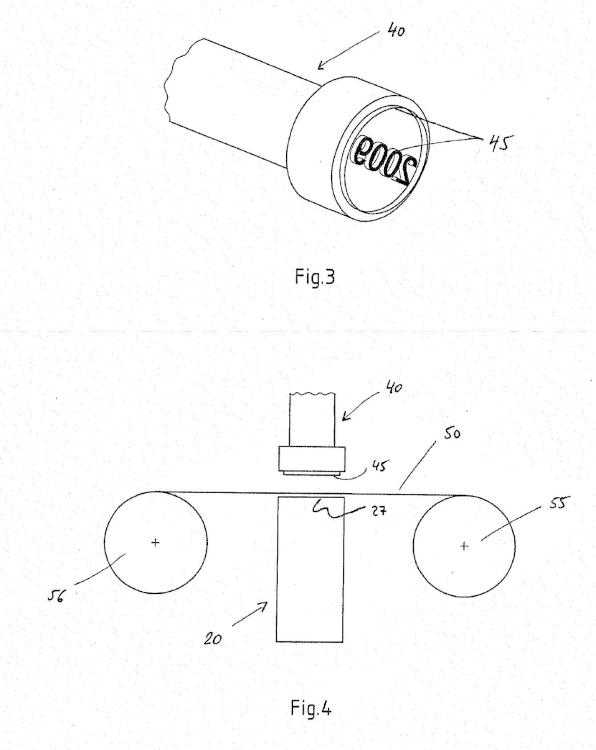
11. Un procedimiento de aplicación de señales [29] sobre al menos una de las dos superficies [27, 28] terminales sustancialmente planas que forman los extremos opuestos de un cierre [20] para un envase que contiene un producto, teniendo dicho cierre [20] una forma sustancialmente cilindrica y que está construido para ser insertado y retenido aseguradamente en un cuello que forma un portal del envase, caracterizado por que comprende las etapas de:
A. provisión de una lámina de estampado [50] que comprende al menos una película portadora y una capa decorativa [29];
B. provisión de una herramienta de estampado [40] que está diseñada para formar una imagen negativa de dichas señales [29] por regiones elevadas [45] sobre la superficie de la herramienta de estampado [40];
C. colocación de dicha lámina de estampado [50] encima de o ligeramente sobre dicha superficie [27, 28] terminal de dicho cierre [20], estando orientada dicha capa decorativa [29] hacia dicha superficie [27,28] terminal plana, con lo que dicha superficie [27, 28] terminal plana está cubierta, al menos parcialmente, por la lámina de estampado [50];
D. compresión de dicha lámina de estampado [50] contra dicha superficie [27, 28] terminal de dicho cierre [20] por medio de dicha herramienta de estampado [40] con aplicación de calor y/o presión, con lo que las partes de dicha capa decorativa [29] que han estado en contacto con las regiones elevadas [45] de dicha herramienta de estampado [40] se transfieren desde la lámina de estampado [50] y se fijan permanentemente a dicha superficie [27, 28] terminal de dicho cierre [20], formándose así las señales deseadas [29] sobre la superficie [27, 28] terminal de dicho cierre [20]; y
E. retirada de la lámina de estampado [50] usada, descubriéndose así las señales [29] formadas sobre la superficie [27, 28] terminal de dicho cierre [20],
en el que el cierre no da lugar a preocupación relativa a la seguridad de los alimentos.
12. El procedimiento de la reivindicación 11, caracterizado por que dicha herramienta de estampado [45] se aplica a una temperatura entre 90 y 150 °C, concretamente entre 110 y 130 °C.
13. El procedimiento de la reivindicación 11 o 12, caracterizado por que dichas regiones elevadas [45] de dicha herramienta de estampado están definidas además como que están texturizadas.
14. El procedimiento de cualquiera de las reivindicaciones 11 a 13, caracterizado porque dicha película portadora esté definida además para comprender tereftalato de polietileno (PET) y/o para tener un espesor de aproximadamente 19 a aproximadamente 23 micrómetros.
15. El procedimiento de cualquiera de las reivindicaciones 11 a 14, caracterizado por que dicha capa decorativa [29] se define además para incluir una parte de la capa adhesiva, en el que dicha capa adhesiva tiene opcionalmente un espesor de aproximadamente 0,5 a aproximadamente 5 micrómetros, una parte de la capa lacada pigmentada o coloreada y/o una parte de la capa lacada protectora transparente, en el que dicha parte de la capa lacada pigmentada o coloreada, o dicha parte de la capa lacada protectora transparente se definen además para tener un espesor de aproximadamente 1 a aproximadamente 10 micrómetros.
Patentes similares o relacionadas:
TAPÓN DESMONTABLE, del 20 de Mayo de 2020, de FLOSTY PACK REPUBLIC, S.L: 1. Tapón desmontable que, comprende: - una pieza externa o embellecedor , formado por un cuerpo hueco y cerrado en su base superior de un primer […]
TAPÓN DESMONTABLE, del 20 de Mayo de 2020, de FLOSTY PACK REPUBLIC, S.L: 1. Tapón desmontable que, comprendiendo, al menos: - una pieza externa o casquillo , formado por un cuerpo cilíndrico hueco fabricado de un primer material; […]
TAPON PARA CONTENEDOR, del 4 de Mayo de 2020, de ZENIT Estudio de Diseño e Innovación, S.L: 1. Tapón para contenedor que comprende una parte superior hueca abierta por su base inferior con una cavidad adecuada para alojar la parte […]
Tapón de corcho recubierto con capa de resina, del 25 de Marzo de 2020, de UCHIYAMA MANUFACTURING CORP: Un tapón de corcho recubierto con una capa de resina que comprende: un cuerpo de tapón de corcho columnar formado por un moldeo por compresión de un gránulo […]
TAPÓN REUTILIZABLE, del 20 de Febrero de 2020, de EXCELLENT CORK SL: 1. Un tapón reutilizable que comprende un cuerpo principal 3, de sección transversal ligeramente superior al interior de la sección transversal del […]
Un elemento de cierre para recipientes y un proceso para fabricar dicho elemento de cierre, del 12 de Febrero de 2020, de Bernasconi, Brunello: Un elemento de cierre para recipientes para líquidos, en particular botellas, que comprende al menos una lámina de corcho que tiene dos caras principales opuestas (2a, […]
Botella que incluye un cierre hueco extraíble, del 8 de Enero de 2020, de RNR IP Holdings LLC: Una botella que incluye un cierre hueco extraíble , que comprende: una porción de base que encierra un interior hueco , comprendiendo la porción […]
Sistema para producir viales que contienen una sustancia que comprende una formulación sensible al oxígeno, del 20 de Noviembre de 2019, de Hospira Australia Pty Ltd: Un sistema que comprende un vial , comprendiendo el vial: un cuerpo que tiene un cuello y una sola abertura definida por el cuello; un […]