Procedimiento para la producción de un revestimiento para una correa y correa producida por dicho procedimiento.
Procedimiento para la producci6n de un revestimiento (15) perfilado que se puede encajar con recipientes (5) parauna correa (19) para el transporte de los recipientes en una maquina de tratamiento,
obteniendose el revestimientomediante extrusiOn de un primer plastic°,
caracterizado porque la extrusion comprende una extrusion en un molde negativo, particularmente una chapa deestampado, de tat manera que el perfil se configura como molde positivo correspondiente, y comprendiendo ademasel procedimiento:
conformaci6n de cavidades, particularmente mediante una rueda de moldeo giratoria, en el lado del revestimientoopuesto at lado perfilado.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10167807.
Solicitante: KRONES AG.
Nacionalidad solicitante: Alemania.
Dirección: Böhmerwaldstraße 5 93073 Neutraubling ALEMANIA.
Inventor/es: SCHUTZ, MICHAEL, Dünzinger,Bernhard.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C47/02
- B29D29/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › B29D 29/00 Fabricación de correas o de bandas. › Correas de transmisión dentadas.
- B65G15/42 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 15/00 Transportadores que tienen superficies portantes de cargas sin fin, es decir, cintas rodantes u otros sistemas equivalentes, a los que se transmite el esfuerzo de tracción por medios diferentes de los elementos de accionamiento sin fin de igual configuración (que tienen superficies que transportan la carga formadas por eslabones longitudinales interconectados B65G 17/06). › con nervios, estrías u otros salientes superficiales.
PDF original: ES-2390065_T3.pdf
Fragmento de la descripción:
Procedimiento para la producción de un revestimiento para una correa y correa producida con dicho procedimiento
Campo de la invención
La invención se refiere a un procedimiento para la producción de un revestimiento perfilado que se puede encajar con recipientes para una correa para el transporte de los recipientes en una maquina de tratamiento. Además, la invención se refiere a un procedimiento para la producción de una correa para el transporte de recipientes en una maquina de tratamiento. Además, la invención se refiere a una correa con una superficie cerrada para el transporte de recipientes en una máquina de tratamiento.
Estado de la técnica
En máquinas de tratamiento, tales como, por ejemplo, máquinas de inspección de recipientes, se usan correas para el transporte de los recipientes, tales como, por ejemplo, botellas. Habitualmente, tales correas comprenden un revestimiento y una correa de accionamiento.
En la Figura 1 está representada esquemáticamente, por ejemplo, la disposición de un par de correas para la traslación de botellas. Un dispositivo de traslación de entrada 1 traslada una botella 5 a la estación de correa 2. Las correas 6 opuestas se accionan mediante respectivamente una rueda de correa dentada 7 y conducen la botella 5 sobre piezas montadas posteriormente 10, tales como, por ejemplo, fuentes de luz, cámaras y sensores, hasta el dispositivo de traslación de salida 3.
Por el estado de la técnica se conocen procedimientos en los que se producen, es decir, se estampan revestimientos para una correa con grandes cilindros de presión. Tales cilindros tienen habitualmente una anchura de tres metros o similares. Después del estampado tienen que cortarse las tiras individuales de forma correspondiente en subtiras de menor anchura. A este respecto es desventajoso que tales procedimientos sean complejos y relativamente inflexibles.
El documento DE 10 2005 056 374 muestra la producción de una correa dentada con ayuda de una rueda de moldeo y una cinta de cubrimiento. En el lado alejado del dentado de la correa dentada está adherido un cuerpo de esponja.
El documento DE 20 2005 019 111 describe una correa compuesta de una correa dentada y un revestimiento. El revestimiento presenta varios elementos elásticos dispuestos con separaciones uniformes longitudinalmente con respecto a la extensión de la correa.
Exposición de la invención
Es objetivo de la presente invención evitar estas desventajas descritas del estado de la técnica. Este objetivo se resuelve mediante el objeto de la reivindicación 1.
Con las características de la reivindicación 1 se propone un procedimiento para la producción de un revestimiento perfilado que se puede encajar con recipientes para una correa para el transporte de los recipientes en una máquina de tratamiento, obteniéndose el revestimiento mediante extrusión de un primer plástico. La extrusión comprende una extrusión en un molde negativo, particularmente una rueda de moldeo con chapa de estampado giratoria, de tal manera que el perfil se configura como molde positivo correspondiente. Se conforman cavidades en el lado de revestimiento opuesto al lado perfilado, particularmente mediante una rueda de moldeo giratoria.
La correa para el transporte comprende un revestimiento y una correa de accionamiento. El revestimiento de acuerdo con la invención está previsto para la unión con la correa de accionamiento para la formación de la correa de transporte. El revestimiento está destinado a la unión en toda la superficie con la correa de accionamiento.
El revestimiento se puede extruir en forma de una cinta o correa. El lado perfilado puede ser particularmente el lado que durante el transporte de un recipiente está orientado hacia el recipiente y se puede encajar con el recipiente. Debido al perfil se obtiene una superficie irregular, lo que posibilita un transporte seguro. El perfil puede estar configurado particularmente en forma de elevaciones y/o cavidades. La extrusión permite de forma sencilla la producción del revestimiento como material por metros continuo. Por ello, el procedimiento de acuerdo con la reivindicación 1 es más eficaz y flexible que los procedimientos mencionados en el estado de la técnica.
Los recipientes pueden ser, por ejemplo, botellas. Una máquina de tratamiento puede ser una máquina de inspección para botellas. El plástico puede ser, por ejemplo, poliuretano. La dureza del plástico puede presentar un valor en el intervalo de 40 a 70 Shore A, particularmente de 50 a 60 Shore A.
El plástico puede extruirse en una anchura deseada. Por ejemplo, la anchura del revestimiento extruido puede corresponderse con la anchura de la correa para la que se produce el revestimiento. La anchura del revestimiento puede corresponderse también con un múltiplo de la anchura de una correa. Por ello, la anchura del revestimiento se puede adaptar de forma más sencilla a diferentes anchuras de correa.
El plástico puede extruirse o pulverizarse, por ejemplo, con una boquilla en el molde negativo.
En el caso del lado opuesto al lado perfilado se trata del lado que está previsto para unirse con la correa de accionamiento. Con el uso de un revestimiento de este tipo junto con una correa de accionamiento se forman espacios huecos. Los espacios huecos pueden servir como amortiguador. Esto posibilita al perfil del revestimiento una compresión de resorte, particularmente durante el transporte de recipientes con diferentes diámetros. Esto tiene la ventaja de que se pueden transportar recipientes de distinto tamaño mediante una correa con un revestimiento de este tipo.
De acuerdo con un perfeccionamiento preferente adicional de la invención se puede extruir un segundo plástico en las cavidades. El segundo plástico puede ser poliuretano. La dureza Shore del segundo plástico puede presentar un valor entre 15 y 50 Shore A, particularmente entre 25 y 50 Shore A.
De acuerdo con un perfeccionamiento preferente adicional de la invención, el segundo plástico puede rellenar las cavidades. Además, el segundo plástico puede formar en el lado opuesto al lado perfilado una superficie plana, particularmente continua. Esto tiene la ventaja de que el revestimiento se puede fijar, por ejemplo, adherir o soldar, de forma sencilla a una correa de accionamiento.
De acuerdo con un perfeccionamiento preferente adicional de la invención, el segundo plástico puede presentar una menor dureza Shore que el primer plástico. Particularmente, el primer plástico puede tener una dureza Shore de 60 Shore A; el segundo plástico puede tener una dureza Shore de 25 o 50 Shore A. Se pueden concebir otras combinaciones de dureza Shore, siempre que esté garantizado que la dureza Shore del primer plástico sea mayor que la del segundo plástico.
El plástico más duro se encuentra en el exterior en el lado del revestimiento que se puede encajar con los recipientes; el plástico más blando se encuentra en las cavidades y forma una capa en el lado que está previsto para unirse con la correa de accionamiento. Por ello se puede conseguir una deformación más definida del perfil generado de este modo, lo que es importante particularmente cuando las correas con el revestimiento se usan en instalaciones en las que tiene que estar asegurada una colocación exacta de los recipientes entre las correas. Esto tiene la ventaja de que el agarre de los recipientes se realiza entonces mediante deformación más definida del perfil, de tal manera que los recipientes se pueden colocar bien.
De acuerdo con un perfeccionamiento preferente adicional de la invención, el perfil del revestimiento puede presentar múltiples elementos que están configurados con forma de diente de sierra y/o lámina y/o botón y/o espina de pescado y/o trapecial y/o de U. Los elementos pueden estar compuestos completamente de plástico o ser huecos. Los elementos pueden estar compuestos también de dos plásticos distintos. Además, los elementos pueden estar rellenos con el segundo plástico o estar huecos de forma alterna. A lo largo de una fila, los elementos pueden sucederse unos a otros directamente o, sin embargo, tener una separación determinada entre sí. Dos filas adyacentes pueden presentar elementos desplazados entre sí. Además, los elementos pueden estar dispuestos en dirección longitudinal con respecto a la dirección de avance de la correa en filas de forma adyacente de tal manera que presenten unos con respecto a otros siempre... [Seguir leyendo]
Reivindicaciones:
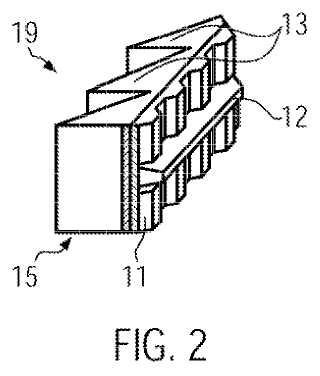
1. Procedimiento para la producción de un revestimiento (15) perfilado que se puede encajar con recipientes (5) para una correa (19) para el transporte de los recipientes en una máquina de tratamiento, obteniéndose el revestimiento mediante extrusión de un primer plástico,
caracterizado porque la extrusión comprende una extrusión en un molde negativo, particularmente una chapa de estampado, de tal manera que el perfil se configura como molde positivo correspondiente, y comprendiendo además el procedimiento:
conformación de cavidades, particularmente mediante una rueda de moldeo giratoria, en el lado del revestimiento opuesto al lado perfilado.
2. Procedimiento de acuerdo con la reivindicación 1, extruyéndose un segundo plástico en las cavidades.
3. Procedimiento de acuerdo con la reivindicación 2, rellenando el segundo plástico las cavidades.
4. Procedimiento de acuerdo con la reivindicación 3, presentando el segundo plástico una menor dureza Shore que el primer plástico.
5. Procedimiento de acuerdo con una de las reivindicaciones 1 -4, presentando el perfil del revestimiento múltiples elementos (13; 17) , que están configurados en forma de diente de sierra y/o lámina y/o botón y/o espina de pescado y/o trapecial y/o en forma de U.
6. Procedimiento para la producción de una correa (19) para el transporte de recipientes (5) en una máquina de tratamiento, con las etapas: producción de un revestimiento (15) de acuerdo con el procedimiento según una de las reivindicaciones 1 -5;
suministro de una correa de accionamiento (11) en el lado del revestimiento opuesto aliado perfilado; y unión del revestimiento con la correa de accionamiento.
7. Correa (19) con una superficie cerrada para el transporte de recipientes (5) en una máquina de tratamiento, que comprende una correa de accionamiento (11) Y un revestimiento (15; 15') perfilado que se puede encajar con los recipientes, siendo el revestimiento un revestimiento extruido, presentando el revestimiento un lado perfilado y un lado opuesto al lado perfilado, caracterizada porque el revestimiento comprende cavidades en el ládo opuesto al lado perfilado.
8. Correa de acuerdo con la reivindicación 7, en la que el revestimiento comprende una primera capa de plástico (15") que se puede encajar con los recipientes y una segunda capa de plástico (18) que está dispuesta entre la correa de accionamiento y la primera capa de plástico, presentando la primera capa de plástico una mayor dureza Shore que la segunda capa de plástico.
Patentes similares o relacionadas:
Disposición de tubo de protección con una pluralidad de fibras ópticas y un elemento hinchable en agua, del 20 de Febrero de 2019, de DRAKA COMTEQ B.V.: Disposición de tubo de protección , que comprende: una pluralidad de fibras ópticas ; un tubo de protección extrudido envolviendo dichas fibras […]
Refuerzo de tela recubierta de poliolefina y placas cementicias reforzadas con el mismo, del 20 de Febrero de 2019, de Saint-Gobain ADFORS Canada, Ltd: Un refuerzo de tela de fibra de vidrio que comprende: a) una tela de vidrio que tiene múltiples hilos que contienen filamentos de vidrio; y b) un recubrimiento […]
Gotero integrado con una reserva de salida alargada, del 18 de Octubre de 2018, de Rivulis Plastro Ltd: Un goteador plano discreto que es adecuado para ser instalado integralmente dentro de una manguera, que comprende un componente de […]
Composición de elastómero termoplástico para encapsulación, del 28 de Septiembre de 2018, de SAINT-GOBAIN GLASS FRANCE: Composición termoplástica para el sobremoldeo de un elastómero sobre un sustrato de vidrio mineral, que comprende: (a) de 50 a 70% en peso de al menos […]
Procedimiento para fabricar una pieza cilíndrica en forma alargada, del 22 de Noviembre de 2017, de UPONOR INNOVATION AB: Procedimiento para fabricar una pieza en forma de barra en el que - se extruye un perfil hueco de metal, - el perfil metálico hueco […]
Procedimientos de fabricación de un hilo, productos previos de hilos con múltiples capas e hilos, del 22 de Noviembre de 2017, de General Cable Industries, Inc: Procedimiento de fabricación de un hilo, que comprende: extruir un polímero receptor reticulable, sustancialmente libre de agente de curado, alrededor de un núcleo […]
Procedimiento y dispositivo para medir la temperatura de un material en forma de hilo, del 11 de Octubre de 2017, de SIKORA AG: Procedimiento para medir la temperatura de un material en forma de hilo que se ha de calentar a una temperatura nominal, caracterizado por las etapas: - el material […]
Procedimiento para producir un perfil de extrusión reforzado con fibras, del 12 de Julio de 2017, de REHAU AG + CO: Procedimiento para producir un perfil de extrusión reforzado con fibras, - en el que en primer lugar se saca de un rollo de cinta al menos […]