Procedimiento y dispositivo para fabricar tapas desgarrables y tal tapa desgarrable.
Procedimiento para fabricar tapas desgarrables (28), en el que:
- en primer lugar es proporcionado un anillo de tapa (20) que presenta un reborde (24) y una superficie de sellado (26) colindante al flanco (24') de dicho reborde que con su otro extremo (22) linda con la abertura (29) del anillo de tapa,
- a continuación es sellada una película desgarrable (25) sobre la superficie de sellado (26), y
- para el tensado de la película desgarrable tras la etapa de sellado, un sector (26') de la superficie de sellado (26) colindante al flanco (24') del reborde es sujetado con la película desgarrable entre una herramienta de sujeción superior y una herramienta de sujeción inferior (30, 31) con superficies de sujeción (32, 33) planas y el sector (26'') de la superficie de sellado en el que está aplicada la herramienta de sujeción es combado en dirección al borde superior (27) de la tapa por medio de una herramienta de prensado (35), caracterizado por que el otro extremo (22) de la superficie de sellado está realizado como borde enrollado y por que la herramienta de prensado (35) actúa solo sobre este borde.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10006268.
Solicitante: SOUDRONIC AG.
Nacionalidad solicitante: Suiza.
Dirección: INDUSTRIESTRASSE 35 8962 BERGDIETIKON SUIZA.
Inventor/es: SCHREIBER, PETER, OBERHOLZER, MARCEL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D51/44 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00). › Fabricación de cierres, p. ej. tapas (a partir de hojas metálicas delgadas en la misma forma en que se confeccionan cápsulas de papel B31D 5/00; fabricación y colocación simultánea de los cierres B67B).
PDF original: ES-2465011_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para fabricar tapas desgarrables y tal tapa desgarrable.
Antecedentes La invención se refiere a un procedimiento para fabricar tapas desgarrables según el preámbulo de la reivindicación 1. Asimismo, la invención se refiere a una tapa desgarrable según la reivindicación 5 que es fabricada de acuerdo con el procedimiento, así como a un dispositivo para la fabricación de tapas desgarrables según la reivindicación 6.
Estado de la técnica
Es conocido realizar tapas para envases de tipo de latas o botes como tapas metálicas fijadas de forma permanente por el lado superior del envase y que forman una abertura de extracción que hasta el primer uso del contenido del envase está cerrada por medio de una película desgarrable que ha sido aplicada sobre la tapa por sellado en caliente. Tales tapas se denominan tapas desgarrables (“tapa pelable”) . La película desgarrable, que es denominada también película de sellado, puede ser por ejemplo una película de plástico o una película de material compuesto de plástico y metal. Una tapa adicional de plástico dispuesta sobre la tapa desgarrable hace que el envase pueda volverse a cerrar durante el periodo de consumo del contenido. Para abrir la tapa desgarrable o para arrancar la película sellada del borde de sellado del anillo de tapa, esta presenta por regla general una lengüeta de rasgado.
Al cerrar un recipiente o una lata después de su llenado la tapa desgarrable prefabricada es rebordeada en torno a la cubierta de la lata. Para este fin la tapa desgarrable presenta un reborde que de forma conocida sirve para la unión de rebordeado a la cubierta de la lata.
Procedimientos o dispositivos conocidos para la fabricación de tapas desgarrables se explicarán en detalle a continuación en virtud de las figuras 1 a 6. Las figuras 2 a 6 sirven para la explicación de las etapas de fabricación.
En las películas desgarrables de plástico o en las películas de material compuesto de plástico y metal, tras la terminación de la tapa la película a menudo presenta una pequeña tensión o forma ondas a través de la abertura del anillo de tapa, lo que es percibido como defecto por los que van a retirar la tapa desgarrable.
El documento WO 2005/019047 muestra una tapa desgarrable en la que el borde de sellado directamente colindante al reborde está combado hacia arriba en dirección al borde superior de la tapa. Con ello se mejora la fuerza de sujeción de la película desgarrable en el borde de sellado. El documento 2005/005277 muestra igualmente una tapa desgarrable en la que el borde de sellado está combado hacia arriba directamente a continuación del reborde. También con ello se debe mejorar la fuerza de sujeción de la película desgarrable evitando las fuerzas de arranque. Además el documento WO 2007/045385 muestra una tapa desgarrable con una superficie de sellado combada hacia arriba directamente a continuación del reborde. El documento WO 2005/070585 muestra un procedimiento en el que la película de sellado es tensada, siendo una parte horizontal de la costura de sellado combada hacia arriba con una herramienta de prensado. El documento FR 2 687 633 A1 muestra el sellado de una película de sellado directamente sobre el borde de un recipiente.
Sumario de la invención La invención se propone el objeto de conseguir una mejora en las tapas desgarrables. Con ello debe evitarse también la aparición de ondas en la película desgarrable en la tapa desgarrable ya fabricada.
El objeto se lleva a cabo con el procedimiento citado al principio para la fabricación de tapas desgarrables por los rasgos característicos de la reivindicación 1.
Por la sujeción plana del borde de sellado con la película desgarrable se genera o mantiene un sector del borde de sellado que discurre plano y solo un sector adyacente que linda con la abertura de extracción es combado hacia arriba para generar la tensión de la película desgarrable, evitándose así la formación de ondas. Se evita con ello una elevación o flexión hacia arriba directamente colindante al reborde o el flanco del reborde, como resulta en el estado de la técnica mencionado al principio. Esto no conduce a una tensión suficiente de la película desgarrable ya que en caso de flexión hacia arriba en esta zona la recuperación elástica es muy grande. Por la embutición profunda del anillo de tapa, esta zona ya ha sido cargada fuertemente y el espesor de chapa por regla general es menor que el espesor de chapa de partida. Esta reducción del espesor implica también una elevación de la dureza del material. Por el contrario en el procedimiento reivindicado según la invención el material de chapa es deformado con el espesor de chapa original, no resultando prácticamente recuperación elástica y pudiendo conseguirse una tensión duradera de la película desgarrable. Además se produce con ello una tapa desgarrable que puede ser mecanizada sin problemas con las herramientas de rebordeado habituales.
Según la invención incluso solo el rizo es doblado hacia arriba para tensar la película desgarrable y la superficie de sellado propiamente dicha permanece plana por todo su ancho y discurre horizontal. En otra forma de realización un sector de la superficie de sellado es combado hacia arriba. Por regla general basta una flexión hacia arriba de unos pocos grados respecto a la horizontal para por su tensión evitar las ondas en la película desgarrable.
Asimismo, el objeto se lleva a cabo con una tapa desgarrable según la reivindicación 5, así como con el dispositivo de fabricación según la reivindicación 6.
Breve descripción de los dibujos A continuación se explican en detalle el estado de la técnica y ejemplos de realización de la invención en virtud de los dibujos. En ellos muestran:
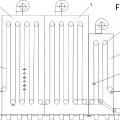
Fig. 1, un alzado lateral esquemático de un dispositivo según el estado de la técnica, así como para la realización de la presente invención;
Fig. 2-6, sectores de tapas metálicas para explicar su fabricación;
Fig. 7, una vista en sección, mostrándose el corte a través de una parte de la tapa desgarrable y una parte de las herramientas empleadas para ello;
Fig.8, una vista en sección de una forma de realización según la invención, mostrándose el corte a través de una parte de la tapa desgarrable y una parte de las herramientas empleadas para ello; y
Fig. 9, una vista en sección de una parte de una tapa desgarrable ya fabricada pero que no corresponde a la tapa desgarrable reivindicada por la invención; y
Fig. 10, una realización del borde la abertura de extracción; y
Fig. 11, aún otra realización del borde de la abertura de extracción.
Formas de realización de la invención La figura 1 muestra un alzado lateral esquemático de un dispositivo 1 para fabricar tapas desgarrables. Este presenta varias estaciones de mecanizado 3 a 9 dispuestas sobre un bastidor de máquina 2. Un equipo de transporte 10, 13, 14 transporta piezas de tapa y las tapas terminadas en la dirección de transporte, que está indicada por la flecha C, desde el principio del dispositivo en la pila 11 hasta el final del dispositivo, en donde las tapas llegan por planos inclinados a las bandejas 16 ó 17. Las piezas de tapa son retiradas de la pila 11 de forma conocida y llegan al equipo de transporte. Este puede presentar dos carriles largos 10 que están dispuestos, en cada caso individualmente a un lado de los objetos y que, al elevar las barras 10 por medio del accionamiento 14 en la dirección de la flecha A, elevan las tapas o piezas de tapa situadas sobre las bandejas 10' o en las estaciones 3 a 9 y, seguidamente, las desplazan en cierta medida hacia delante por un movimiento de avance en la dirección de la flecha B (dirigida en el mismo sentido que la flecha C) por el accionamiento de manivela 13. A continuación, las barras se mueven en la dirección de la flecha A hacia abajo, con lo que las piezas de tapa y las tapas son depositadas nuevamente en sus lugares de bandeja. Las barras 10 son movidas seguidamente hacia atrás en la dirección de la flecha B en sentido contrario a la flecha C, por debajo de las posiciones de las bandejas de los objetos, para realizar después nuevamente el proceso descrito. Las piezas de tapa o las tapas descansan durante el transporte sobre sus posiciones de bandeja o se encuentran en las estaciones de mecanizado y allí son mecanizadas. Después de una etapa de mecanizado de todas las estaciones de mecanizado se efectúa el nuevo transporte. En lugar del equipo de transporte descrito se puede emplear preferiblemente un equipo de transporte conocido con dos correas dentadas según el documento WO 2006/017953. Un accionamiento por correas dentadas sin fin de este... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para fabricar tapas desgarrables (28) , en el que:
- en primer lugar es proporcionado un anillo de tapa (20) que presenta un reborde (24) y una superficie de sellado
(26) colindante al flanco (24’) de dicho reborde que con su otro extremo (22) linda con la abertura (29) del anillo de tapa,
- a continuación es sellada una película desgarrable (25) sobre la superficie de sellado (26) , y
- para el tensado de la película desgarrable tras la etapa de sellado, un sector (26’) de la superficie de sellado (26) colindante al flanco (24’) del reborde es sujetado con la película desgarrable entre una herramienta de sujeción superior y una herramienta de sujeción inferior (30, 31) con superficies de sujeción (32, 33) planas y el sector (26’’) de la superficie de sellado en el que está aplicada la herramienta de sujeción es combado en dirección al borde superior (27) de la tapa por medio de una herramienta de prensado (35) , caracterizado por que el otro extremo (22) de la superficie de sellado está realizado como borde enrollado y por que la herramienta de prensado (35) actúa solo sobre este borde.
2. Procedimiento según la reivindicación 1, caracterizado porque la herramienta de sujeción (30, 31) se aplica a la superficie de sellado (26) en un sector (26’) que se extiende desde el flanco (24’) de reborde hasta la frontera del borde enrollado.
3. Procedimiento según la reivindicación 1, caracterizado porque la herramienta de sujeción (30, 31) se aplica a la superficie de sellado (26) en un primer sector (26’) que se extiende desde el flanco (24’) de reborde hasta un segundo sector recto (26’’) de la superficie de sellado (26) libre de la herramienta y colindante con el primer sector (26’) , extendiéndose dicho segundo sector (26’’) hasta el otro extremo (22) de la superficie de sellado que está realizado como borde enrollado.
4. Procedimiento según la reivindicación 2 ó 3, caracterizado porque la superficie de sellado (26’’) libre de la herramienta es combada hacia arriba con un ángulo de como máximo 45 grados respecto a la horizontal y en particular es combada hacia arriba con un ángulo de 3 grados a 9 grados respecto a la horizontal.
5. Tapa desgarrable (28) fabricada de acuerdo con el procedimiento según la etapa 2, en el que la tapa desgarrable presenta un primer sector plano (26’) de la superficie de sellado que discurre horizontal, siendo dicho sector colindante al flanco (24’) del reborde (24) y enlazando con un cierto radio con un segundo sector (26’’) de la superficie de sellado combado hacia arriba, caracterizado por que el segundo sector (26’’) está formado por el otro extremo (22) de la superficie de sellado que está realizado como borde enrollado, de manera que esencialmente toda la superficie de sellado se extiende horizontalmente y solo el borde enrollado está combado hacia arriba.
6. Dispositivo para la fabricación de tapas desgarrables (28) según el procedimiento de la reivindicación 2, que comprende un equipo de transporte para piezas de tapa y tapas (20, 20', 28) , una estación de mecanizado por troquelado (3) con herramientas superior e inferior que está diseñada para el troquelado de una abertura (21) en una pieza en bruto de tapa (20’) con forma de disco, una estación de mecanizado (4) que está diseñada para la formación de un borde enrollado de la abertura (21) , una estación de sellado (5) que está diseñada para troquelar un sector de película (25) de una película de sellado y para el sellado del sector de película (25) con su cara inferior sellable sobre un anillo de tapa (20) , en el que en la dirección de transporte después de la estación de sellado está prevista una estación (7) que presenta una herramienta de sujeción (30, 31) por medio de la cual puede ser sujetada la superficie de sellado colindante al flanco (24’) de reborde y que presenta una herramienta de prensado (35) mediante la cual la parte del borde de sellado libre de la herramienta puede ser combada en dirección al borde superior de la tapa, y en el que además está prevista una estación de inspección (9) así como un alojamiento (16) para tapas fabricadas y un recipiente de desechos (17) , caracterizado por que la herramienta de prensado (35) está dispuesta en el dispositivo de tal modo que esta solo pueda actuar sobre el borde enrollado y por que la herramienta de sujeción (30, 31) pueda ser aplicada a la superficie de sellado (26) en un sector (26’) que se extiende desde el flanco (24’) de reborde hasta la frontera del borde enrollado.
Patentes similares o relacionadas:
Aparato y método para orientar el cierre de extremo de un recipiente de bebida y aplicación de símbolos en una ubicación predeterminada, del 29 de Abril de 2020, de BALL CORPORATION: Un método para orientar y decorar un cierre de extremo para un recipiente de bebida, que comprende: proporcionar el cierre de extremo que comprende un ribete […]
Procedimiento y maquinaria para orientar y formar una placa para morrión para tapones de corcho, del 21 de Agosto de 2019, de MEC PROJECT DI BROSSA ROBERTO: Maquinaria para orientar y formar una placa para un morrión para tapones de corcho, que comprende una unidad de formación para estampar en una […]
Método y aparato para formar un extremo de lata moldurado, del 6 de Junio de 2019, de ALFONS HAAR INC.: Un método para formar un extremo de lata en una prensa de conformación, el método comprende: posicionar una hoja de material entre un conjunto de punzón […]
Procedimiento para la fabricación de un extremo de apertura fácil, del 22 de Abril de 2019, de JFE STEEL CORPORATION: Procedimiento para la fabricación de un extremo de una lata de apertura fácil, en el que la etapa de formar un marcado por prensado […]
Procedimiento para la fabricación de un bote con una tapa de apertura rápida, así como bote con una tapa de apertura rápida, del 30 de Noviembre de 2016, de SOUDRONIC AG: Procedimiento para la fabricación de un bote de metal con una tapa de apertura rápida , - formándose un borde superior del cuerpo de bote , cuyo […]
 Horno mecánico continuo y procedimiento para secado del sellante de tapas, del 3 de Diciembre de 2015, de MECÁNICA 93, S.L: Horno mecánico continuo y procedimiento para secado del sellante de tapas.
Horno mecánico continuo, para secado del sellante de tapas de frascos, botellas o tarros, que comprende […]
Horno mecánico continuo y procedimiento para secado del sellante de tapas, del 3 de Diciembre de 2015, de MECÁNICA 93, S.L: Horno mecánico continuo y procedimiento para secado del sellante de tapas.
Horno mecánico continuo, para secado del sellante de tapas de frascos, botellas o tarros, que comprende […]
Disposición para formar un bucle de cinta y procedimiento y dispositivo para fabricar tapas rasgables, del 3 de Junio de 2015, de SOUDRONIC AG: Disposición que está prevista y configurada para formar un bucle de cinta entre un rollo de reserva de cinta accionado para desenrollamiento y un […]
Aparato de reconfiguración de un cierre terminal de recipiente metálico y uso de dicho aparato, del 20 de Mayo de 2015, de BALL CORPORATION: Un aparato de reconfiguración de un cierre terminal metálico que comprende un gancho de cubierta periférico, una pared de presión que […]