Procedimiento y dispositivo de fabricación de elementos de terracota que comprenden unos alvéolos paralelos.
Procedimiento de fabricación de elementos de terracota que comprenden unos alvéolos (17) paralelos,
queconsiste en:
(i) extruir verticalmente en continuo la materia a través de una hilera (4) de manera que se forma un elementoextruido (5),
(iii) apoyar el extremo del elemento extruido contra una rejilla (7) soportada por un plato (6) que forma un soportehorizontal,
(iii) realizar el corte transversal del elemento extruido (5),
caracterizado porque dicho corte transversal está destinado a formar un producto verde (8), al mismo tiempo que elplato horizontal (6) se desplaza de arriba hacia abajo a la velocidad de extrusión de la materia, y porque elprocedimiento consiste en realizar dos cortes transversales del elemento extruido (5) para formar el producto verde(8), siendo la distancia entre los dos cortes igual a la longitud del producto verde a obtener, practicando dicho cortesituado por el lado del extremo libre de la materia extruida entre el mismo y dicho extremo libre, una base (18)destinada a servir para el apoyo del producto durante las fases de sostenimiento y de secado.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05356164.
Solicitante: IMERYS TC.
Nacionalidad solicitante: Francia.
Dirección: Parc d'Activités de Limonest 1, rue des Vergers - Silic 3 69760 Limonest FRANCIA.
Inventor/es: TAVERNIER,LUC.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B28B11/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › B28B 11/00 Aparatos o procedimientos para el tratamiento o el trabajo de los objetos conformados (especialmente adaptados a los objetos tubulares B28B 21/92; decoración o tratamiento de superficies en general B05, B44; compactado de hormigón in situ en la construcción E04G 21/06; secado F26). › después de la extrusión.
PDF original: ES-2427946_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo de fabricación de elementos de terracota que comprenden unos alvéolos paralelos.
La presente invención se refiere a un procedimiento de fabricación de elementos de terracota que comprenden unos alvéolos paralelos.
Estos elementos de terracota, tales como los remates de chimenea, y los ladrillos huecos alveolares que se utilizan cada vez más por sus buenas propiedades de aislamiento fónico y térmico, se obtienen por hilado de arcilla que se mezcla en un mezclador de tornillo, y después se extruye a través de una hilera, y por último se trocea para obtener los elementos semi-acabados, denominados "productos verdes".
Estos productos verdes se secan a continuación, generalmente en una secadora de aire caliente pulsado en flujo laminar.
En numerosos casos, la extrusión se realiza horizontalmente. Ahora bien, ha ocurrido que la tierra, todavía no solidificada ya que no está seca a la salida de las hileras, se hunde por gravedad, lo cual ocasiona unas deformaciones irreversibles del producto, incluso un pegado de las paredes de los alvéolos entre sí.
Para resolver este problema, se procede a veces a una extrusión vertical, con colocación de los productos verdes sobre rejillas de secado a la salida de hilera, de manera que soportan el producto verde (deformable) en el sentido de su rigidez más fuerte (gravedad en el sentido de la extrusión de los tabiques) .
Otras ventajas de la extrusión vertical son las siguientes:
- reducción de la "tierra seca", generadora de desechos de fabricación, permitiendo el posicionamiento vertical de la moldeadora, o extrusora, su alimentación gravitacional y la supresión de los cavadores de alimentación forzada de las hélices de extrusión, fuentes de tierra seca,
- reducción del juego entre hélice y cuerpo de la moldeadora con vistas a reducir la recirculación de tierra hacia la parte posterior de la moldeadora bajo el efecto de la presión de la mezcla arcillosa en el tragante de la moldeadora, acompañándose esta recirculación de tierra de fricciones y por lo tanto, de pérdidas energéticas que se caracterizan por un calentamiento del cuerpo de la moldeadora que puede alcanzar temperaturas superiores a 50ºC, generadoras de tierra seca,
- ampliación al máximo de los diámetros de hélice de extrusión de manera que se obtenga una reducción de las velocidades del elemento extruido, favorable a la reducción de los desgastes de hélices y de los consumos energéticos,
- simplificación y disminución de las velocidades de sostenimiento de productos verdes con el fin de minimizar las deformaciones de dichos productos verdes (que tienen habitualmente un porcentaje de humedad del orden del 20%) .
Se han propuesto unas soluciones técnicas para la extrusión vertical de elementos de terracota, tales como las descritas en los documentos US nº 663.141, FR 1 580 652 y EP 284 309 B2.
Sin embargo, en todos los casos descritos en la técnica anterior, los productos verdes que se cortan a la salida de la hilera, se depositan sobre unas rejillas de transporte y descansan sobre su extremo inferior. Sucede que a nivel de este extremo aparecen unas deformaciones debidas a la masa del propio producto verde, que deforma la materia todavía maleable en el extremo inferior de dicho producto. Se produce entonces un ensanchamiento del extremo del producto verde en contacto con la rejilla, que es evidentemente perjudicial.
Además, se observa muy frecuentemente, durante el secado, la aparición de fisuras que parten de la superficie del producto verde en contacto con la rejilla, que se propagan por algunos centímetros, y debilitan mecánicamente el producto.
El documento US nº 4.178.145 describe un procedimiento de acuerdo con el preámbulo de la reivindicación 1 y un dispositivo de acuerdo con el preámbulo de la reivindicación 3.
La presente invención aporta una solución a los problemas técnicos citados anteriormente, con un procedimiento de fabricación de elementos de terracota que comprenden unos alvéolos paralelos de acuerdo con la reivindicación 1.
Se denomina "producto verde" el elemento unitario, ladrillo o remate de chimenea por ejemplo, que se ha cortado a partir del filón de arcilla extruido en continuo.
La base perdida creada en la interfaz entre el producto verde y la rejilla, sufrirá a su vez las deformaciones debidas a la masa del producto verde situada por encima de ella, así como las eventuales figuras evocadas anteriormente. Los productos verdes no sufren por consiguiente ninguna deformación y los productos secos no sufren ninguna fisura.
Ventajosamente, después del corte completo de un producto verde, se realiza el secado de éste por pulsión de aire caliente a través de los orificios de la rejilla, paralelamente a los alvéolos.
La presente invención se refiere asimismo a un dispositivo para la fabricación de elementos de terracota, según el procedimiento descrito anteriormente, dispositivo de acuerdo con la reivindicación 3.
En la descripción siguiente, se utilizará para los medios de corte el término "hilos", que es un término genérico que designa dos elementos cuyo grosor es muy reducido, por lo menos en el sentido perpendicular al sentido de corte. Estos hilos podrán ser ventajosamente sustituidos por dos cuchillas, con unos efectos técnicos de corte equivalentes.
Ventajosamente, los dos hilos están tensados horizontalmente sobre el mismo marco, formado de dos montantes sustancialmente verticales dispuestos cada uno a uno y otro lado del plato de soporte, y móviles en translación horizontal gracias a un sistema de motorización.
Preferentemente, las rejillas comprenden una pluralidad de perforaciones que permiten el secado de los productos verdes que soportan, por pulsión de aire caliente a través de dichas perforaciones.
Además, los medios de transferencia de la rejilla que soporta el producto verde en sentido hacia un puesto de secado consisten en un sistema de transporte (por ejemplo correas, cintas transportadoras, rodillos) destinado a transferir por deslizamiento la rejilla y el producto verde que soporta, sobre un transportador dispuesto entre el extremo aguas abajo del plato de soporte y el puesto de secado.
Por último, los medios de transferencia de una rejilla vacía sobre el plato de soporte consisten en un sistema de transporte dispuesto en el extremo aguas arriba de dicho plato de soporte, y destinado a efectuar la transferencia por deslizamiento de una rejilla vacía sobre dicho plato.
De cualquier manera, la invención se comprenderá bien con la ayuda de la descripción detallada siguiente, y en referencia a los dibujos esquemáticos adjuntos que representan, a título de ejemplo no limitativo, una forma de realización de un dispositivo de fabricación de elementos de terracota según la invención.
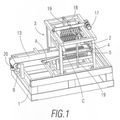
La figura 1 es una vista de perfil en sección parcial, que muestra los tornillos de mezclado de la tierra, el tornillo de extrusión, la hilera, el plato de soporte de rejillas, así como los transportadores de rejillas vacías y cargadas;
la figura 2 es una vista ampliada en perspectiva de un plato de soporte de rejillas del dispositivo de la invención;
las figuras 3 a 7 son unas vistas de perfil de la hilera y del plato de soporte de rejillas en diferentes fases de la fabricación de un producto verde;
la figura 8 es una vista por arriba de una rejilla perforada, cargada con un producto verde;
la figura 9 es una vista de perfil según IX/IX de la figura 8.
El dispositivo 1 según la invención, tal como se representa en la figura 1, permite la fabricación de elementos de terracota, por extrusión vertical de arcilla, y después secado de los productos verdes extruidos.
Se compone de los elementos siguientes:
- una tolva 2 y un tornillo 3 de alimentación con tierra de una hilera 4 para la extrusión vertical de un elemento de tierra 5,
- un plato 6 móvil según un eje vertical y dispuesto enfrente de la hilera 4, formando el soporte para una rejilla 7 de transporte de un producto verde 8, siendo la movilidad del plato de soporte 6 hecha posible por un gato 9 situado bajo de dicho plato,
- unos medios de corte del elemento extruido 5 para formar el producto verde 8,
- unos medios de transferencia de la rejilla 7 que soporta el producto verde 8 en sentido hacia un puesto de secado (no ilustrado en el dibujo) y unos medios de transferencia de una rejilla vacía sobre el plato de soporte
6.
Como se representa en las figuras 1 y 2 de los dibujos esquemáticos adjuntos, los medios de transferencia de la rejilla 7 que soporta el producto verde 8 en sentido... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de fabricación de elementos de terracota que comprenden unos alvéolos (17) paralelos, que consiste en:
(i) extruir verticalmente en continuo la materia a través de una hilera (4) de manera que se forma un elemento extruido (5) ,
(iii) apoyar el extremo del elemento extruido contra una rejilla (7) soportada por un plato (6) que forma un soporte horizontal,
(iii) realizar el corte transversal del elemento extruido (5) ,
caracterizado porque dicho corte transversal está destinado a formar un producto verde (8) , al mismo tiempo que el plato horizontal (6) se desplaza de arriba hacia abajo a la velocidad de extrusión de la materia, y porque el procedimiento consiste en realizar dos cortes transversales del elemento extruido (5) para formar el producto verde (8) , siendo la distancia entre los dos cortes igual a la longitud del producto verde a obtener, practicando dicho corte situado por el lado del extremo libre de la materia extruida entre el mismo y dicho extremo libre, una base (18) destinada a servir para el apoyo del producto durante las fases de sostenimiento y de secado.
2. Procedimiento según la reivindicación 1, caracterizado porque consiste, después del corte completo de un producto verde (8) , en realizar el secado de éste por pulsión de aire caliente a través de los orificios (16) de la rejilla (7) .
3. Dispositivo (1) para la fabricación de elementos de terracota, según el procedimiento de las reivindicaciones 1 o 2, que comprende:
- una tolva (2) y un tornillo (3) de alimentación de una hilera (4) con tierra para la extrusión vertical de un elemento de tierra (5) ,
- unos medios (13) de corte del elemento extruido (5) para formar el producto verde (8) ,
- unos medios (11) de transferencia de la rejilla (7) que soporta el producto verde (8) en el sentido hacia un puesto de secado,
caracterizado porque el dispositivo comprende además:
- un plato (6) móvil según un eje vertical y dispuesto enfrente de la hilera (4) , formando un soporte para una rejilla (7) de transporte de un producto verde (8) ,
- y unos medios (12) de transferencia de una rejilla vacía sobre el plato de soporte (6) ,
y porque los medios de corte comprenden dos hilos (13) superpuestos verticalmente a una distancia uno del otro, que equivale a la longitud del producto verde (8) a obtener, estando dichos hilos cada uno tensado horizontalmente sobre un marco solidario del plato de soporte (6) , de manera que cada uno acompaña el descenso de la materia extruida (5) durante la fase de corte.
4. Dispositivo (1) según la reivindicación 3, caracterizado porque los dos hilos (13) están tensados horizontalmente sobre el mismo marco, formado por dos montantes (14) sustancialmente verticales dispuestos cada uno a uno y otro lado del plato de soporte (6) , y móviles en translación horizontal gracias a un gato (15) .
5. Dispositivo (1) según las reivindicaciones 3 o 4, caracterizado porque las rejillas (7) comprenden una pluralidad de perforaciones (16) que permiten el secado de los productos verdes (8) que soportan, por pulsión de aire caliente a través de dichas perforaciones (16) .
6. Dispositivo (1) según las reivindicaciones 3 a 5, caracterizado porque los medios de transferencia de la rejilla (7) que soporta el producto verde (8) en el sentido hacia un puesto de secado consisten en un sistema de transporte
(10) destinado a efectuar la transferencia por deslizamiento de la rejilla (7) y del producto verde (8) que soporta, sobre un transportador (11) dispuesto entre el extremo aguas abajo del plato de soporte y el puesto de secado.
7. Dispositivo (1) según las reivindicaciones 3 a 6, caracterizado porque los medios de transferencia de una rejilla vacía (7) sobre el plato de soporte (6) consisten en un transportador (12) de rejillas vacías dispuesto en el extremo aguas arriba de dicho plato de soporte (6) , y en un sistema de transporte (10) destinado a efectuar la transferencia por deslizamiento de una rejilla vacía sobre dicho plato.
Patentes similares o relacionadas:
MÁQUINA DE FABRICACIÓN DE TEJAS O PANELES DE DIFERENTES FORMAS, del 2 de Mayo de 2019, de VIDMAR RM 2000, S.L.: Máquina de fabricación de tejas o paneles de diferentes formas, caracterizada porque comprende una mezcladora , una tolva , unos medios de procesamiento, […]
Procedimiento e instalación para corte de un producto de hormigón, del 8 de Abril de 2019, de Elematic Oyj: Un método para el corte de un producto de hormigón de núcleo hueco moldeado en encofrado deslizante con corte por chorro de agua, en el que en […]
Procedimiento de fabricación de placas a base de aglomerante hidráulico y instalación de producción de tales placas, del 15 de Noviembre de 2017, de Siniat: Procedimiento de fabricación de placas a base de ligante hidráulico a partir de una preforma soportada por una cinta transportadora y destinada para ser cortada, comprendiendo […]
TRANSFORMADORA LINEAL Y PORTÁTIL DE PLACAS DE YESO LAMINADO, del 9 de Agosto de 2017, de SUBIRATS ROCA, Antonio: 1. Transformadora lineal y portátil de placas de yeso laminado, caracterizada por comprender un módulo central en una estructura con un puente de transformación donde […]
Procedimiento de fabricación de placas a base de aglomerante hidráulico, instalación de producción de tales placas y aparato para la realización de una huella, del 7 de Diciembre de 2016, de Siniat: Procedimiento de fabricación de placas a base de aglomerante hidráulico a partir de una preforma destinada a ser cortada, que comprende las etapas de: […]
Composición y método para producir un producto aislante, del 13 de Abril de 2016, de Eureka Projekt D.o.o: Método para producir un material aislante subdividido finamente, que comprende: preparar una composición fluida (C) mezclando entre sí un silicato alcalino, […]
 MAQUINA DE CORTE Y BISELADO PARA LA OBTENCION DE PIEZAS DE CERAMICA Y PROCEDIMIENTO DE OBTENCION DE PIEZAS CERAMICAS, del 16 de Noviembre de 2008, de VALLES PUJABET,FRANCESC
ESCODA MARTINEZ,EVA: Máquina de corte y biselado para la obtención de piezas de cerámica y su procedimiento a partir de una barra alargada extrusionada que comprende un bastidor […]
MAQUINA DE CORTE Y BISELADO PARA LA OBTENCION DE PIEZAS DE CERAMICA Y PROCEDIMIENTO DE OBTENCION DE PIEZAS CERAMICAS, del 16 de Noviembre de 2008, de VALLES PUJABET,FRANCESC
ESCODA MARTINEZ,EVA: Máquina de corte y biselado para la obtención de piezas de cerámica y su procedimiento a partir de una barra alargada extrusionada que comprende un bastidor […]
CORTADOR DE LADRILLO CERAMICO, del 1 de Agosto de 2006, de CONSTRUCER-CERAMICA DE CONSTRUCAO, S.A.: 1. Cortador de ladrillo cerámico, caracterizado por tener: a) pórticos oscilantes que contienen alambres de corte ; b) cojinetes ; c) bielas ; d) […]