Procedimiento y aparato para realizar el cierre de bolsas de malla.
Procedimiento para realizar el cierre de bolsas de malla, aplicable al cierre de bolsas de malla tubular de materialtermosoldable,
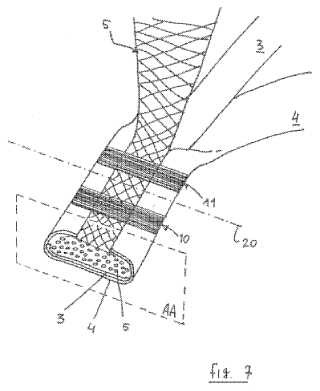
en el que una porción longitudinal de malla (5) estrangulada es comprimida conjuntamente con unaporción de al menos una tira (4) plástica, a la que se une posteriormente mediante f 5 usión de los materiales queconstituyen la malla y la tira, estando la tira (4) dotada de una anchura (D) mayor que la de la porción longitudinal demalla estrangulada y estando aplicada en sentido longitudinal sobre la citada porción longitudinal de malla estrangulada,
de forma que sobresalen, a ambos lados de la malla estrangulada, sendas franjas laterales (4a, 4b) de la tira,caracterizado porque el procedimiento comprende las operaciones de
- usar unos medios inductores (13), para introducir en una matriz (6) las porciones longitudinales de tira y mallacomprimidas, estando la matriz configurada de modo que las citadas franjas laterales quedan dobladas endirección a la malla estrangulada;
- usar unos medios plegadores (14), para plegar las franjas laterales dobladas de la tira sobre la malla estrangulada; y
- mientras los citados medios plegadores mantienen las franjas laterales dobladas hacia la malla estrangulada,usar medios de soldadura para provocar la fusión de los materiales que constituyen la tira plegada y lamalla estrangulada, determinando uno o varios tramos de unión entre la tira plegada y la malla estrangulada alo largo de las porciones de la malla y de la tira comprimidas.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09382277.
Solicitante: GIRNET INTERNACIONAL, S.L..
Nacionalidad solicitante: España.
Inventor/es: GIRO AMIGO,EZEQUIEL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B51/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 51/00 Dispositivos o procesos para soldar o fijar los pliegues o cierres de los paquetes, p. ej. sacos con el cuello cerrado por torsión. › Aplicación de elementos separados de sellado o de amarre, p. ej. pinzas (colocación de cubiertas o capuchones separados B65B 7/28).
- B65B51/10 B65B 51/00 […] › Aplicación o producción de calor o de presión o los dos a la vez (B65B 51/09 tiene prioridad).
- B65B61/14 B65B […] › B65B 61/00 Dispositivos accesorios diversos que operan sobre hojas, cintas, bandas, ataduras, receptáculos o paquetes, no previstos en otro lugar. › para incorporar, o formar e incorporar, asas o medios de suspensión en los paquetes (fijación, o formación y fijación de asas o de argollas de cordón para los sacos de té B65B 29/04).
PDF original: ES-2389595_T3.pdf
Fragmento de la descripción:
Procedimiento y aparato para realizar el cierre de bolsas de malla.
Sector técnico de la invención
La invención se refiere a un procedimiento para realizar el cierre de bolsas de malla, particularmente aplicable al cierre de bolsas de malla tubular de material termosoldable, en el que una porción longitudinal de malla estrangulada es comprimida conjuntamente con al menos una porción de tira plástica, a la que se une posteriormente mediante fusión de los materiales que constituyen la malla y la tira.
La invención también se refiere a un aparato para la puesta en práctica del procedimiento, destinado a formar parte de una máquina automática de confección de bolsas.
Antecedentes de la invención
Por el documento de patente EP 1988027 se conoce un tipo particular de bolsa, obtenida a partir de una porción longitudinal de malla tubular cuyos extremos cerrados por estrangulamiento están unidos mediante al menos un elemento oblongo y flexible, tal como una tira de plástico, que hace la función de asa.
De entre las diferentes operaciones necesarias para la obtención de dicha bolsa, destacan las que hacen referencia al cierre de la misma. Para realizar cada operación de cierre de la bolsa, es necesario aplicar una porción longitudinal de la malla tubular, previamente estrangulada, contra una porción longitudinal de la tira o tiras a las que se desea solidarizar la malla, y manipular el conjunto formado por la malla y la tira o tiras para su posterior unión. Es un objetivo de la presente invención, dar a conocer un procedimiento apto para la realización de los cierres de una bolsa de este tipo y de un aparato para la puesta en práctica, de forma repetitiva y automática, del procedimiento.
El documento EP0823376A1 describe un aparato y un procedimiento para el cierre de bolsas de malla con un elemento soldable.
Explicación de la invención
El procedimiento según la invención, en esencia se caracteriza porque al menos una de las tiras se solidarizan a la malla es de una anchura mayor que la de la citada porción longitudinal de malla estrangulada, siendo dicha tira aplicada en sentido longitudinal sobre la porción longitudinal de malla estrangulada de forma que sobresalen, a ambos lados de la malla estrangulada, sendas franjas laterales de la tira, comprendiendo además el procedimiento las operaciones de introducir en una matriz las porciones longitudinales de tira y malla comprimidas, estando la matriz configurada de modo que las citadas franjas laterales quedan dobladas en dirección a la malla estrangulada; plegar las franjas laterales dobladas de la tira sobre la malla estrangulada; y provocar la fusión de los materiales que constituyen la tira plegada y la malla estrangulada, determinando uno o varios tramos de unión entre la tira plegada y la malla estrangulada a lo largo de las porciones de la malla y de la tira comprimidas.
De forma preferida, siendo la porción de malla comprimida una porción no extrema de una malla tubular continua, el procedimiento comprende la operación añadida de cortar conjunta y transversalmente las porciones unidas de la malla estrangulada y de la tira, de forma que a ambos lados del corte practicado queda uno de los tramos de unión entre la tira plegada y la malla estrangulada, o un segmento de un tramo de unión, obteniéndose así dos extremos separados y cerrados de una misma o de respectivas bolsas de malla, realizados de forma simultánea.
Según otra característica de la invención, la fusión de los materiales se lleva a cabo mediante ultrasonidos; y en cada operación de fusión se forman dos tramos de unión entre la tira plegada y la malla, longitudinalmente separados, realizándose el corte de las porciones unidas de malla estrangulada y de la tira por un punto medio entre los citados tramos de unión.
En una variante de la invención, la porción de tira que queda unida a uno de los dos extremos cerrados obtenidos, está unida sin solución de continuidad a un rollo de tira continua; y la porción de tira que se aplica sobre la malla estrangulada en la siguiente realización del procedimiento de cierre es un tramo de tira del mismo rollo de tira continua.
Según otro aspecto de la invención, se da a conocer un aparato para la puesta en práctica del procedimiento de forma automatizada. El aparato es apto para realizar el cierre de bolsas de malla tubular de material termosoldable a partir de una porción longitudinal de malla estrangulada y de una porción de al menos una tira plástica, de anchura mayor que la de la citada porción longitudinal de malla estrangulada y aplicada en sentido longitudinal sobre la porción longitudinal de malla estrangulada, de forma que sobresalen, a ambos lados de la malla estrangulada, sendas franjas laterales de la tira. En esencia, el aparato se caracteriza porque comprende una matriz, dotada de una ranura de anchura menor que la de la tira, y un carro móvil, desplazable según un movimiento lineal alternativo de vaivén entre las posiciones extremas de inicio y final de recorrido, en dirección a la matriz, y viceversa, sobre el que están montados de forma que automática y consecutivamente manipulan el conjunto formado por la malla y la tira dispuesto entre el carro y la matriz, a medida que el carro se desplaza desde la posición de inicio en dirección a la posición final de su recorrido, unos medios de estrangulamiento transversal de una porción longitudinal de malla; unos medios introductores para comprimir e introducir en la matriz la citada porción de malla estrangulada y la porción de tira sobre la que la malla es aplicada, provocando el doblado de las franjas laterales de la tira en dirección a la malla estrangulada; y unos medios plegadores de las franjas laterales dobladas de la tira sobre la malla estrangulada; comprendiendo también el aparato unos medios de soldadura por fusión de los materiales que constituyen la malla y la tira, opcionalmente montados en el carro móvil, adaptados para formar uno o varios tramos de unión entre la tira plegada y la malla estrangulada a lo largo de las porciones de la malla y de la tira comprimidas.
Según otra característica de la invención, los medios plegadores comprenden al menos un cuerpo de empuje, dotado de una concavidad en arco adecuada para recibir las franjas laterales de la tira y para plegarlas de forma gradual sobre la malla estrangulada a medida que dicho cuerpo de empuje avanza en dirección a la matriz, al desplazarse el carro en la misma dirección.
De acuerdo con otra característica del aparato, éste comprende unos medios de corte transversal para cortar conjunta y transversalmente las porciones unidas de la malla estrangulada y de la tira , y los medios de soldadura comprenden al menos un sonotrodo cuyo cabezal de soldadura está configurado en forma de horquilla, distinguiéndose dos terminaciones separadas, cada una de las cuales está destinada a provocar la fusión de los materiales que constituyen la tira y la malla para formar respectivos tramos de unión entre la malla estrangulada y la tira plegada, entre los que se desliza la cuchilla de los medios de corte transversal.
En una realización particularmente interesante, los medios de estrangulamiento transversal y los medios introductores están montados en el carro con capacidad de desplazamiento respecto de éste y en la dirección de movimiento del carro, y están sometidos a la acción de respectivos medios elásticos que los obligan a adoptar sendas posiciones iniciales y predeterminadas de actuación respecto del carro, de modo que al avanzar el carro en dirección a la matriz, éstos actúan progresiva y secuencialmente sobre la malla y la tira y se detienen asimismo sucesivamente en su desplazamiento, a medida que el carro avanza en dirección a la matriz, por contacto con respectivos topes de fin de carrera, recuperando sucesivamente su posición inicial por efecto de los medios elásticos al retroceder el carro.
Opcionalmente, los medios plegadores también están montados en el carro con capacidad de desplazamiento respecto de éste y en la dirección de movimiento del carro, sometidos a la acción de unos correspondientes medios elásticos que los obligan a adoptar sendas posiciones iniciales y predeterminadas de actuación respecto del carro.
Según otra característica, los medios de estrangulamiento comprenden dos placas paralelas, dotadas de sendos entrantes en ángulo verticalmente alineados, entre las que están dispuestos los medios introductores, que comprenden dos pisadores, verticalmente... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para realizar el cierre de bolsas de malla, aplicable al cierre de bolsas de malla tubular de material termosoldable, en el que una porción longitudinal de malla (5) estrangulada es comprimida conjuntamente con una porción de al menos una tira (4) plástica, a la que se une posteriormente mediante fusión de los materiales que constituyen la malla y la tira, estando la tira (4) dotada de una anchura (D) mayor que la de la porción longitudinal de malla estrangulada y estando aplicada en sentido longitudinal sobre la citada porción longitudinal de malla estrangulada, de forma que sobresalen, a ambos lados de la malla estrangulada, sendas franjas laterales (4a, 4b) de la tira, caracterizado porque el procedimiento comprende las operaciones de
- usar unos medios inductores (13) , para introducir en una matriz (6) las porciones longitudinales de tira y malla comprimidas, estando la matriz configurada de modo que las citadas franjas laterales quedan dobladas en dirección a la malla estrangulada; -usar unos medios plegadores (14) , para plegar las franjas laterales dobladas de la tira sobre la malla estrangulada; y -mientras los citados medios plegadores mantienen las franjas laterales dobladas hacia la malla estrangulada, usar medios de soldadura para provocar la fusión de los materiales que constituyen la tira plegada y la malla estrangulada, determinando uno o varios tramos de unión entre la tira plegada y la malla estrangulada a lo largo de las porciones de la malla y de la tira comprimidas.
2. Procedimiento según la reivindicación 1, caracterizado porque la porción de malla comprimida es una porción no extrema de una malla tubular continua, y porque el procedimiento comprende la operación añadida de cortar conjunta y transversalmente las porciones unidas de la malla estrangulada y de la tira, de forma que a ambos lados del corte practicado queda uno de los tramos de unión entre la tira plegada y la malla estrangulada, o un segmento de un tramo de unión, obteniéndose así dos extremos separados y cerrados de una misma o de respectivas bolsas de malla, realizados de forma simultánea.
3. Procedimiento según la reivindicación 2, caracterizado porque la fusión de los materiales se lleva a cabo mediante ultrasonidos; y porque en cada operación de fusión se forman dos tramos de unión (10, 11) entre la tira (4) plegada y la malla (5) estrangulada, longitudinalmente separados, realizándose el corte de las porciones unidas de la malla estrangulada y de la tira por un punto medio entre los citados tramos de unión.
4. Procedimiento según una cualquiera de las reivindicaciones 2 o 3, caracterizado porque la porción de tira que queda unida a uno de los dos extremos cerrados obtenidos, está unida sin solución de continuidad a un rollo de tira continua; y porque la porción de tira que se aplica sobre la malla estrangulada en la siguiente realización del procedimiento de cierre es un tramo de tira del mismo rollo de tira continua.
5. Aparato (1) para realizar el cierre de bolsas de malla tubular de material termosoldable a partir de una porción longitudinal de malla (5) estrangulada y de una porción de al menos una tira (4) plástica, de anchura (D) mayor que la de la porción longitudinal de malla estrangulada y aplicada en sentido longitudinal sobre la citada porción longitudinal de malla estrangulada, de forma que sobresalen, a ambos lados de la malla estrangulada, sendas franjas laterales (4a, 4b) de la tira, caracterizado porque comprende una matriz (6) y un carro (15) móvil, entre los que puede disponerse la malla y la tira, estando la matriz dotada de una ranura (6a) de anchura (d) menor que la de la tira y siendo el carro desplazable según un movimiento lineal alternativo de vaivén entre las posiciones extremas de inicio
(A) y final (B) de recorrido, en dirección a la matriz, y viceversa, estando montados sobre el carro, de forma que automática y consecutivamente manipulan el conjunto formado por la malla y la tira, a medida que el carro se desplaza desde la posición de inicio en dirección a la posición final de su recorrido,
- unos medios de estrangulamiento (12) transversal de una porción longitudinal de malla, capaces de estrangular y aplicar la citada porción longitudinal de malla contra una porción de la tira plástica; -unos medios introductores (13) para comprimir e introducir en la matriz la citada porción de malla estrangulada y la porción de la tira sobre la que está aplicada la malla, provocando el doblado de las franjas laterales de la tira en dirección a la malla estrangulada; y -unos medios plegadores (14) de las franjas laterales dobladas de la tira sobre la malla estrangulada; comprendiendo también el aparato -unos medios de soldadura (18) por fusión de los materiales que constituyen la malla y la tira, adaptados para formar uno o varios tramos de unión (10, 11) entre la tira plegada y la malla estrangulada a lo largo de las porciones de la malla y de la tira comprimidas.
6. Aparato (1) según la reivindicación 5, caracterizado porque los medios plegadores (14) comprenden al menos un cuerpo de empuje (14a, 14b) , dotado de una concavidad en arco adecuada para recibir las franjas laterales (4a, 4b) de la tira (4) y para plegarlas gradualmente sobre la malla (5) estrangulada a medida que dicho cuerpo de empuje avanza en dirección a la matriz (6) , al desplazarse el carro (15) en la misma dirección.
7. Aparato (1) según las reivindicaciones 5 o 6, caracterizado porque comprende unos medios de corte transversal para cortar conjunta y transversalmente las porciones unidas de la malla estrangulada y de la tira, y porque los medios de soldadura (18) comprenden al menos un sonotrodo (18a) cuyo cabezal (19) de soldadura está configurado en forma de horquilla, distinguiéndose dos terminaciones (19a, 19b) separadas, cada una de las cuales está destinada a provocar la fusión de los materiales que constituyen la tira y la malla para formar respectivos tramos de unión (10, 11) entre la malla (5) estrangulada y la tira (4) plegada, entre los que se desliza la cuchilla (21) de los medios de corte (17) transversal.
8. Aparato (1) según una cualquiera de las reivindicaciones 5 a 7, caracterizado porque los medios de estrangulamiento (12) transversal y los medios introductores (13) están montados en el carro (15) con capacidad de desplazamiento respecto de éste y en la dirección de movimiento del carro, y están sometidos a la acción de respectivos medios elásticos (22, 23) que los obligan a adoptar sendas posiciones iniciales y predeterminadas de actuación respecto del carro, de modo que al avanzar el carro en dirección a la matriz (6) , éstos actúan progresiva y secuencialmente sobre la malla y la tira y se detienen asimismo sucesivamente en su desplazamiento, a medida que el carro avanza en dirección a la matriz, por contacto con respectivos topes de fin de carrera, recuperando sucesivamente su posición inicial por efecto de los medios elásticos al retroceder el carro en dirección opuesta a la matriz.
9. Aparato según la reivindicación 8, caracterizado porque los medios plegadores (14) también están montados en el carro (15) con capacidad de desplazamiento respecto de éste y en la dirección de movimiento del carro, sometidos a la acción de unos correspondientes medios elásticos que los obligan a adoptar sendas posiciones iniciales y predeterminadas de actuación respecto del carro.
10. Aparato (1) según una cualquiera de las reivindicaciones 6 a 9, caracterizado porque los medios de estrangulamiento (12) comprenden dos placas (12a, 12b) paralelas, dotadas de sendos entrantes (12c) en ángulo, verticalmente alineados, entre las que están dispuestos los medios introductores (13) , que comprenden dos pisadores (13a, 13b) , verticalmente alineados, entre los cuales están dispuestos los medios plegadores (14) , que comprenden dos cuerpos de empuje (14a, 14b) .
11. Aparato según una cualquiera de las reivindicaciones 7 a 10, caracterizado porque el sonotrodo (18a) es accionado mediante un cilindro neumático hacia el conjunto formado por la malla (5) estrangulada y las tiras (3) , y porque entre las dos terminaciones (19a, 19b) del cabezal (19) de dicho sonotrodo está dispuesto al menos un cuerpo de empuje adicional, con movilidad respecto al sonotrodo en la dirección de avance del mismo, formado por una placa provista de una concavidad arqueada adaptada para recibir las franjas laterales de la tira que puede estar ligeramente elevada y garantizar el plegamiento de los mismos sobre la malla en el área cerca de la soldadura.
Patentes similares o relacionadas:
Métodos y aparatos para el control de calidad guiado de un sistema de envasado, del 6 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Método para el control de calidad de un sistema de envasado, comprendiendo dicho método: recibir un registro de datos de identificación de envasado, estando relacionado […]
Procedimiento para el llenado de gas de un compartimento de un recipiente flexible, del 22 de Abril de 2020, de ECOLEAN AB: Procedimiento de manipulación de recipientes de tipo plegable en una máquina de llenado que comprende estaciones dispuestas consecutivamente (S1, S2, […]
Métodos y aparatos para garantizar la calidad de envasado, del 26 de Febrero de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Método para el control de calidad de un sistema de envasado, comprendiendo dicho método recibir un registro de datos de identificación de envasado, estando […]
Máquina de embalaje por embutición profunda con soporte de paquetes flexible, del 25 de Diciembre de 2019, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de embalaje por embutición profunda , que comprende una estación de conformado para fabricar piezas cóncavas de embalaje a partir […]
Máquina de cierre de bandejas, del 11 de Diciembre de 2019, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de cierre de bandejas con un dispositivo de control , una estación de sellado , que comprende una parte superior de la herramienta […]
Envasadora con sensor de humedad, del 2 de Octubre de 2019, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Envasadora que comprende una unidad de control , al menos un equipo de medición , así como varias unidades de trabajo para diferentes procedimientos, […]
Procedimiento de envasado de sustancias pegajosas en la fase fluida con una película fina, del 11 de Septiembre de 2019, de Sav Holding S.p.a: Procedimiento de envasado de sustancias en estado fundido, cuyas sustancias son pegajosas a temperatura ambiente o a temperatura de tratamiento, del […]
 Instalación de envasado atemperable y procedimiento para ello, del 28 de Agosto de 2019, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Instalación de envasado , que comprende una estación de trabajo con un componente de herramienta, una estación de inserción con un componente de […]
Instalación de envasado atemperable y procedimiento para ello, del 28 de Agosto de 2019, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Instalación de envasado , que comprende una estación de trabajo con un componente de herramienta, una estación de inserción con un componente de […]