Preforma tridimensional cuasi-isótropa y método de obtención de la misma.
Preforma (100) tridimensional cuasi-isótropa que comprende:
una pluralidad de elementos (10) tejidos trenzados entre sí,
comprendiendo uno o más de dichos elementos (10) tejidos uno o más rigidizadores (16) o paredes tejidos de manera integral en una dirección perpendicular al plano de dichos elementos tejidos.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2009/068539.
Solicitante: ALBANY ENGINEERED COMPOSITES, INC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 112 AIRPORT DRIVE ROCHESTER, NH 03867 ESTADOS UNIDOS DE AMERICA.
Inventor/es: GOERING, JONATHAN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- D03D11/02 TEXTILES; PAPEL. › D03 TEJIDO. › D03D TEJIDOS; METODOS DE TEJIDO; MAQUINAS PARA TEJER. › D03D 11/00 Tejidos dobles o con múltiples capas no previstos en otro lugar. › Tejidos que llevan bolsillos, tubos, bucles, pliegues, plisados o golillas (tejidos para cintas de guarnición de cortinas D03D 1/06; tejidos constituidos por un tubo único D03D 3/02).
PDF original: ES-2455691_T3.pdf
Fragmento de la descripción:
Preforma tridimensional cuasi-isótropa y método de obtención de la misma Antecedentes de la invención Campo de la invención Esta invención se refiere en general a preformas tejidas y se refiere en particular a preformas trenzadas que tienen bandas tejidas de material usadas en materiales compuestos reforzados, que pueden trenzarse planos y plegarse para dar su conformación final, teniendo la conformación final refuerzo en dos o más direcciones.
Descripción de la técnica anterior
El uso de materiales compuestos reforzados para producir componentes estructurales es ahora generalizado, particularmente en aplicaciones en las que se buscan sus características deseables de ser ligeros, fuertes, duros, térmicamente resistentes, autoportantes y adaptables para formarse y conformarse. Tales componentes se usan, por ejemplo, en aplicaciones aeronáuticas, aeroespaciales, de satélite, de ocio (tales como barcos de regatas y coches de carreras) y otras.
Normalmente, tales componentes consisten en materiales de refuerzo incluidos en materiales de matriz. El componente de refuerzo puede estar fabricado de materiales tales como vidrio, carbono, cerámica, aramida, polietileno y/u otros materiales que muestran propiedades físicas, térmicas, químicas y/u otras deseadas, entre las que destaca gran resistencia frente a fallo por tensión. A través del uso de tales materiales de refuerzo, que en última instancia se convierten en un elemento constituyente del componente completado, se confieren las características deseadas de los materiales de refuerzo, tales como resistencia muy alta, al componente de material compuesto completado. Los materiales de refuerzo constituyentes normalmente pueden tejerse, tricotarse u orientarse de otro modo para dar configuraciones y conformaciones deseadas para las preformas de refuerzo. Habitualmente se presta atención particular para garantizar la utilización óptima de las propiedades para las que se han seleccionado los materiales de refuerzo constituyentes. Habitualmente tales preformas de refuerzo se combinan con material de matriz para formar componentes terminados deseados o para producir material de reserva de trabajo para la producción final de componentes terminados.
Una vez construida la preforma de refuerzo deseada, puede introducirse material de matriz a y dentro de la preforma de modo que normalmente la preforma de refuerzo llega a encajarse en el material de matriz y el material de matriz llena las áreas intersticiales entre los elementos constituyentes de la preforma de refuerzo. El material de matriz puede ser cualquiera de una amplia variedad de materiales, tales como resina epoxídica, poliéster, éster vinílico, cerámica, carbono y/u otros materiales, que también muestran propiedades físicas, térmicas, químicas y/u otras deseadas. Los materiales elegidos para su uso como matriz pueden ser o no iguales a los de la preforma de refuerzo y pueden tener o no propiedades físicas, químicas, térmicas u otras comparables. Normalmente, sin embargo, no serán los mismos materiales ni tendrán propiedades físicas, químicas, térmicas u otras comparables, puesto que un objetivo habitual buscado en el uso de los materiales compuestos en primer lugar es lograr una combinación de características en el producto terminado que no puede lograrse a través del uso de un material constituyente solo. Así combinada, la preforma de refuerzo y el material de matriz pueden curarse entonces y estabilizarse en la misma operación mediante métodos de termoendurecido u otros métodos conocidos y luego someterse a otras operaciones destinadas a la producción del componente deseado. Resulta significativo observar en este punto que tras curarse de ese modo, las masas solidificadas entonces del material de matriz normalmente se adhieren muy fuertemente al material de refuerzo (por ejemplo, la preforma de refuerzo) . Como resultado, la tensión en el componente terminado, particularmente a través de su material de matriz que actúa como adhesivo entre fibras, puede transferirse de manera eficaz a y soportarse por el material constituyente de la preforma de refuerzo.
Con frecuencia, se desea producir componentes en configuraciones que son distintas de tales formas geométricas sencillas como (per se) placas, láminas, sólidos rectangulares o cuadrados, etc. Una forma de hacer esto es combinar tales formas geométricas básicas para dar formas más complejas deseadas. Una de tales combinaciones típicas se obtiene uniendo preformas de refuerzo realizadas tal como se describió anteriormente en ángulo (normalmente un ángulo recto) una con respecto a la otra. Los fines habituales para tales disposiciones angulares de preformas de refuerzo unidas son crear una conformación deseada para formar una preforma de refuerzo que incluye una o más paredes de extremo o intersecciones en “T” por ejemplo, o fortalecer la combinación resultante de preformas de refuerzo y la estructura de material compuesto que produce frente a deformación o fallo tras exponerse a fuerzas exteriores, tales como presión o tensión. En cualquier caso, una consideración relacionada es hacer que cada unión entre los componentes constituyentes sea lo más fuerte posible. Dada la resistencia muy alta deseada de los constituyentes de la preforma de refuerzo per se, la debilidad de la unión se convierte, efectivamente, en una “conexión débil” en una “cadena” estructural.
Un ejemplo de una configuración de cruce se expone en la patente estadounidense n.º 6.103.337, cuya descripción se incorpora en el presente documento como referencia. Esta referencia expone un medio eficaz de unir entre sí dos placas de refuerzo para dar una forma de T.
Se han realizado otras propuestas diversas en el pasado para obtener tales uniones. Se ha propuesto formar y curar un elemento de panel y un elemento de rigidización en ángulo separados entre sí, teniendo este último una única superficie de contacto de panel o estando bifurcado en un extremo para formar dos superficies de contacto de panel coplanares, divergentes. Los dos componentes se unen entonces mediante la unión adhesiva de la (s) superficie (s) de contacto del panel del elemento de rigidización a una superficie de contacto del otro componente usando adhesivo termoendurecible u otro material adhesivo. Sin embargo, cuando se aplica tensión al panel curado o a la envuelta de la estructura de material compuesto, daban como resultado cargas a valores inaceptablemente bajos en fuerzas de “exfoliación” que separan el elemento de rigidización del panel en su superficie de contacto, puesto que la resistencia efectiva de la unión es la del material de matriz y no del adhesivo.
El uso de remaches o pernos de metal en la superficie de contacto de tales componentes es inaceptable porque tales adiciones destruyen y debilitan al menos parcialmente la integridad de las propias estructuras de material compuesto, añaden peso e introducen diferencias en el coeficiente de expansión térmica como entre tales elementos y el material circundante.
Otros enfoques para resolver este problema se han basado en el concepto de introducir fibras de alta resistencia a través de la zona de unión mediante el uso de métodos tales como coser uno de los componentes al otro y basarse en la hebra de cosido para introducir tales fibras de fortalecimiento dentro de y a través del sitio de unión. Uno de tales enfoques se muestra en la patente estadounidense n.º 4.331.495 y su homóloga divisional, patente estadounidense n.º 4.256.790. Estas patentes dan a conocer uniones que se han realizado entre un primer y un segundo panel de material compuesto fabricado de cabos de fibra unidos adhesivamente. El primer panel se bifurca en un extremo para formar dos superficies de contacto de panel coplanares, divergentes de la manera de la técnica anterior, que se han unido al segundo panel mediante puntadas de hebra de material compuesto flexible no curado a través de ambos paneles. Los paneles y la hebra se han “co-curado” entonces, es decir, se han curado simultáneamente. Otro método para mejorar con la resistencia de unión se expone en la patente estadounidense n.º
5.429.853. Sin embargo, este método es similar a los métodos descritos anteriormente porque elementos distintos construidos por separado se unen entre sí cosiendo un tercer hilo o fibra entre los dos. Independientemente del enfoque que se use, la estructura resultante tendrá uniones relativamente débiles en las superficies de contacto entre las piezas individuales y se requerirá trabajo de retoque sustancial para cortar y reunir los cabos individuales.
Aunque la técnica anterior ha buscado mejorar la integridad estructural del material compuesto reforzado y ha logrado éxito,... [Seguir leyendo]
Reivindicaciones:
1. Preforma (100) tridimensional cuasi-isótropa que comprende:
una pluralidad de elementos (10) tejidos trenzados entre sí, comprendiendo uno o más de dichos elementos (10) tejidos uno o más rigidizadores (16) o paredes tejidos de manera integral en una dirección perpendicular al plano de dichos elementos tejidos.
2. Preforma (100) según la reivindicación 1, en la que dicho uno o más rigidizadores (16) tejidos de manera integral en dichos elementos (10) tejidos forman juntos rigidizadores hexagonales o descentrados cuasi-isótropos en dicha preforma (100) .
3. Preforma según la reivindicación 1, en la que dicho uno o más rigidizadores (16) tejidos de manera integral en dicho uno o más elementos (10) tejidos se forman plegando una parte de dichos elementos (10) tejidos.
4. Preforma según la reivindicación 3, en la que una parte inferior de un bucle (20) está cosida (30) a la base de dichos elementos (10) tejidos.
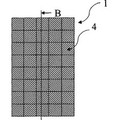
5. Preforma según la reivindicación 1, en la que dicha pluralidad de elementos tejidos son materiales (12, 14) textiles tejidos de múltiples capas.
6. Preforma según la reivindicación 5, en la que uno o más rigidizadores (16) tejidos de manera integral en dicho uno o más elementos (10) tejidos se forman cortando y plegando una parte de una capa (12) superior en dicho material (12, 14) textil tejido de múltiples capas.
7. Preforma según la reivindicación 1, en la que uno o más rigidizadores (16) tejidos de manera integral en dicho uno o más elementos (10) tejidos se forman en el telar.
8. Preforma según la reivindicación 1, en la que un patrón de fibra de urdimbre en dicha pluralidad de elementos
(16) tejidos es un patrón seleccionado del grupo que consiste en cabo a cabo, ortogonal e interbloqueo en ángulo.
9. Preforma según la reivindicación 1, en la que dicha pluralidad de elementos (16) tejidos se forman entretejiendo una pluralidad de hilos o fibras de urdimbre (32, 34, 36, 38) y trama (22) , seleccionándose dichos hilos o fibras de urdimbre (32, 34, 36, 38) y trama (22) del grupo que consiste en hilos o fibras de carbono, nailon, rayón, fibra de vidrio, algodón, cerámica, aramida, poliéster y metal.
10. Preforma según la reivindicación 2, en la que dichos rigidizadores (16) hexagonales o descentrados cuasiisótropos en dicha preforma (100) tejida se forman a una orientación de 0 grados y +/- 60 grados.
11. Material compuesto reforzado con fibras que comprende una preforma (100) tridimensional cuasi-isótropa según una de las reivindicaciones 1, 2, 9 y 10.
12. Material compuesto según la reivindicación 11, que comprende además un material de matriz.
13. Material compuesto según la reivindicación 12, en el que dicho material de matriz es una resina y dicho material compuesto se forma a partir de un procedimiento seleccionado del grupo que consiste en moldeo por transferencia de resina y filtración química en fase de vapor.
14. Material compuesto según la reivindicación 12, en el que dicho material de matriz se selecciona del grupo que consiste en resina epoxídica, bismaleimida, poliéster, éster vinílico, cerámica y carbono.
15. Método de formación de una preforma (100) tridimensional cuasi-isótropa, comprendiendo el método las etapas de:
trenzar una pluralidad de elementos (10) tejidos entre sí, comprendiendo uno o más de dichos elementos tejidos uno o más rigidizadores (16) o paredes tejidos de manera integral en una dirección perpendicular al plano de dichos elementos (10) tejidos.
16. Método según la reivindicación 15, en la que dicha pluralidad de elementos tejidos se forman:
tejiendo una pluralidad de hilos de urdimbre con una pluralidad de hilos de trama hasta una primera longitud predeterminada de dichos elementos (10) tejidos;
continuando tejiendo una capa (12) superior de dicho elemento tejido y permitiendo que una capa (14) inferior flote a lo largo de una segunda longitud predeterminada de dichos elementos (10) tejidos;
reanudando el mecanismo de enrollado del telar para dicha capa (14) inferior una vez tejida dicha segunda longitud predeterminada, formando de ese modo un bucle (20) o pared integral en dichos elementos tejidos; y
continuando tejiendo dichas capas superior (12) e inferior (14) entre sí.
17. Método de formación de un material compuesto reforzado con fibras que comprende las etapas de: formar una preforma (100) tejida tridimensional cuasi-isótropa según la reivindicación 15; e impregnar dicha preforma tejida en un material de matriz.
Patentes similares o relacionadas:
Tejido tridimensional con estructura de tres capas, del 6 de Noviembre de 2019, de Youil Corporation Co., Ltd: Un tejido tridimensional con estructura de tres capas, que comprende una capa de refuerzo , una capa intermedia , una capa superficial , una primera porción […]
Material tejido resistente a la abrasión y procedimiento de fabricación de un material tejido resistente a la abrasión, del 17 de Agosto de 2016, de Ribbon Webbing Corp: Un producto tejido , que comprende: una primera pluralidad de hilos de trama paralelos ; y una primera pluralidad de hilos de […]
Tejido multicapa de protección contra impactos, del 15 de Junio de 2016, de AIRBUS OPERATIONS, S.L: Tejido multicapa de protección contra impactos que comprende una pila de capas de un material textil, en el que al menos una de dichas capas está conformada […]
Estructura plana textil y procedimiento para fabricarla, del 29 de Abril de 2015, de Global Safety Textiles GmbH: Estructura plana textil tejida, con una capa de tela superior (O) y una capa de tela inferior (U), cuya estructura presenta hilos de urdimbre (K) e hilos de trama primeros y […]
 Estructuras de tejido de absorción de impactos, del 23 de Julio de 2014, de YKK CORPORATION OF AMERICA: Una estructura de tejido, que comprende una lámina continua tejida que comprende:
una pluralidad de hebras de base y una pluralidad […]
Estructuras de tejido de absorción de impactos, del 23 de Julio de 2014, de YKK CORPORATION OF AMERICA: Una estructura de tejido, que comprende una lámina continua tejida que comprende:
una pluralidad de hebras de base y una pluralidad […]
 Tela para ropas de protección, del 22 de Marzo de 2013, de E.I. DU PONT DE NEMOURS AND COMPANY: Tela calorífuga, ignífuga y resistente al arco eléctrico que esté destinada a ser usada como capa única o capa exterior de ropa de protección y está caracterizada por […]
Tela para ropas de protección, del 22 de Marzo de 2013, de E.I. DU PONT DE NEMOURS AND COMPANY: Tela calorífuga, ignífuga y resistente al arco eléctrico que esté destinada a ser usada como capa única o capa exterior de ropa de protección y está caracterizada por […]
 Puntales tridimensionales híbridos tejidos/laminados para aplicaciones estructurales compuestas, del 15 de Marzo de 2013, de ALBANY ENGINEERED COMPOSITES, INC: Preforma tejida usada para reforzar una estructura compuesta que comprende:
una parte central que tiene una pluralidad de capas entretejidas;
una primera parte […]
Puntales tridimensionales híbridos tejidos/laminados para aplicaciones estructurales compuestas, del 15 de Marzo de 2013, de ALBANY ENGINEERED COMPOSITES, INC: Preforma tejida usada para reforzar una estructura compuesta que comprende:
una parte central que tiene una pluralidad de capas entretejidas;
una primera parte […]
 ARTÍCULO DE MALLA TEXTIL PLEGABLE, del 27 de Febrero de 2012, de PREVENT AUSTRIA GMBH: Superficies textiles plegables, en particular un artículo de malla, presentando las superficies textiles secciones reforzadas y no reforzadas sucesivas, y obteniéndose, […]
ARTÍCULO DE MALLA TEXTIL PLEGABLE, del 27 de Febrero de 2012, de PREVENT AUSTRIA GMBH: Superficies textiles plegables, en particular un artículo de malla, presentando las superficies textiles secciones reforzadas y no reforzadas sucesivas, y obteniéndose, […]