Planta portátil de tratamientos de aguas hidrocarburadas.
1. Planta portátil de tratamiento de aguas hidrocarburadas, basada en un sistema de tratamiento portátil en las labores de limpieza in situ de separadores de hidrocarburos,
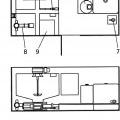
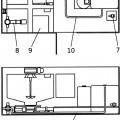
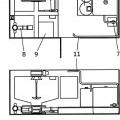
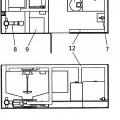
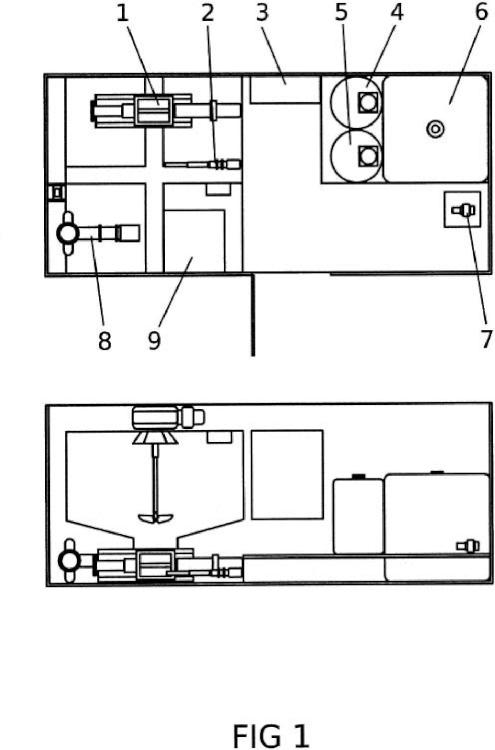
basándose dicho sistema en un tratamiento físico-químico de dichas aguas y lodos, caracterizado porque dicho sistema está instalado en una bandeja o cajón (23) sobre un camión (22) con una tara de 3.500 Kg y está incluido en una caja, pudiendo ser ésta fija o móvil, detallándose a continuación las partes de las que está compuesto:
a) Una bomba de aspiración a vacío (8) y (13) con mangueras y tuberías de PVC para proceder al vaciado de dichos separadores.
b) Un caudalímetro (14) electromagnético emitiendo señal 4-20mA al cuadro eléctrico (3) a través de software.
c) Una cesta de desbaste (21) en la que se recogen aquellos sólidos gruesos como piedras, plásticos..., etc. que pueden aparecer en el separador y en la red de colectores evitando que éstos lleguen al reactor y se produzcan atascos y daños en bombas.
d) Un reactor de mezcla (17) de unos 3.200 litros de capacidad provisto de un agitador (18) comandado por un variador de frecuencia instalado en el cuadro eléctrico (3), produciéndose en este reactor (17) la fase de coagulación, de floculación y de decantación.
e) Sistema dosificador de reactivos consistente en dos depósitos (4) y (5) provistos cada uno con sus respectivos agitadores (19) y (20) para la preparación/dilución de los mismos antes de ser dosificados al reactor y una bomba que dosifica los reactivos (2), dosificando un primer reactivo llamado coagulante en unas cantidades (ppm o mg/l) a una determinada velocidad de giro de las palas (18) y posteriormente y una vez formados los coágulos, se dosifica un segundo reactivo llamado floculante en otras cantidades (ppm o mg/l) a una menor velocidad de giro (18) de las palas.
f) Decantación: El reactor (17) tras la dosificación de reactivos se deja un tiempo determinado en decantación con lo que se consigue la clarificación del agua tratada y la decantación del lodo formado al desestabilizar las grasas e hidrobarburos.
g) Extracción de agua clarificada (24): Una vez realizado el tratamiento y esperado un tiempo de decantación se procede al vaciado mediante un flotador superficial y válvulas de vaciado, resultando un agua que tiene calidad suficiente como para poder verterla a la red de saneamiento, dominio público hidráulico o volver a cabecera de las instalaciones de la estación de servicio, existiendo la posibilidad de que esa agua sea reutilizada y mediante la tubería de reutilizada (10) se proceda al llenado del GRG (6) para su posterior uso.
h) Una bomba mono (1) extrae los lodos decantados en el fondo del reactor, dejándose dichos lodos en unos depósitos específicos homologados.
i) Un grupo de presión (7) con un contenedor GRG (7) de agua limpia o en su defecto del agua reutilizada en el proceso procede a la limpieza de derrames y deja la zona de trabajo en condiciones óptimas para el uso.
j) Un grupo generador de corriente (9) dota de autonomía a esta planta.
k) Un cuadro eléctrico (3) de control de maniobras eléctricas está compuesto por un autómata programable, un variador de frecuencia para el control del agitador de las palas del reactor, relés térmicos y otros elementos de protección como diferenciales, magneto térmicos y selectores de manual -0- automático.
l) Un software de gestión instalado en el cuadro manda la información del trabajo (cantidades retiradas, partes de trabajo...) que se mandan vía GSM a la central.
Tipo: Modelo de Utilidad. Resumen de patente/invención. Número de Solicitud: U201500492.
Solicitante: LABYGEMA, S.L.
Nacionalidad solicitante: España.
Inventor/es: REYERO COBOS,JOSE, GONZALEZ MACIAS,Antonio, REYERO QUESADA,David.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B01D17/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B01 PROCEDIMIENTOS O APARATOS FISICOS O QUIMICOS EN GENERAL. › B01D SEPARACION (separación de sólidos por vía húmeda B03B, B03D, mesas o cribas neumáticas B03B, por vía seca B07; separación magnética o electrostática de materiales sólidos a partir de materiales sólidos o de fluidos, separación mediante campos eléctricos de alta tensión B03C; aparatos centrifugadores B04B; aparato de vórtice B04C; prensas en sí para exprimir los líquidos de las sustancias que los contienen B30B 9/02). › B01D 17/00 Separación de líquidos, no previsto en otro lugar, p. ej. por difusión térmica. › Separación de líquidos no miscibles.
Fragmento de la descripción:
PLANTA PORTÁTIL DE TRATAMIENTOS DE AGUAS HIDROCARBURADAS
OBJETO DE LA INVENCiÓN
La presenle invención se refiere a una planta portátil para el tratamiento de aguas hidrocarburadas. La legislación sobre tratamiento de aguas obliga a las instalaciones como Estaciones de Servicios a instalar un sistema de tratamiento de aguas Hidrocarburadas que recojan las aguas de pistas, de los boxes y túneles de lavado. Esas aguas van conducidas a un separador de hidrocarburos. La ley 22/2011 de 28 de Julio de Residuos y Suelos Contaminados regula el mantenimiento y la gestión de los residuos que se generan en esos separadores que deben ser limpiados, considerando por limpieza el vaciado de los mismos, llevándose lodos decantados, capa de grasa superficial yagua con hidrocarburo de la interface.
La planta objeto de la presente invención realiza las labores de limpieza in situ de dichos separadores de hidrocarburos, basándose dicho sistema en un tratamiento físico-químico de dichas aguas y lodos, satisfaciendo asi varias limitaciones que dificultan las tareas de limpieza/gestión de estos separadores. Nonmalmente las petroleras licitan los servicios de gestión de residuos de sus Estaciones de Servicio. Como ya se ha comentado toda estación de servicio está obligada a tener un separador de hidrocarburos y proceder a la limpieza y gestión de los residuos que generan, entre otros de dichos lodos yaguas hidrocarburadas.
El modo de proceder hasta el momento en las estaciones de servicio es realizar estas limpiezas en ruta con camiones succionadores. De esta forma se retiran tanto la capa de grasa de la superficie, el agua de la interface y los lodos a los compartimentos de transporte de liquidos de dichos camiones. Normalmente la capacidad de estos separadores de hidrocarburos es como minimo de 2.0001itros, por lo que la limüación en cuanto al volumen es fundamental, ya que estas aguas y lodos hidrocarburados deben ser tratadas como residuos peligrosos. La ley 22/2011 codifica a esos residuos peligrosos con varios códigos LER como los 130502, 130507 o 160708 y todos deben ser tratados en plantas final de tratamientos autorizadas. Uno de los mayores inconvenientes es que el volumen de los camiones succionadores es muy valiable, aunque la mayoría son de menos de 10.000 litros, por lo que nos encontramos con un problema en el transporte y la descarga en dichas plantas autorizadas ocasionado por la saturación de las rutas.
Frente a este inconveniente con que se encuentran los camiones succionadores con el incremento en costes de transporte el sistema de la presente invención trata in situ dichos lodos yaguas hidrocarburados en las propias estaciones de servicio con un rendimiento en cuanto a la generación de residuos de un 90%. Es decir, que de una estación de servicio tipo con un separador de 2.000 litros de capacidad, por el sistema tradicional el gestor convencional se llevaría a planta de tratamiento final aproximadamente unos 1.800-2.000 Kg de residuos peligrosos LER 130502, 130507 o 160708 en el camión, mientras que por el sistema propuesto por esta invención y su planta de tratamiento de aguas hidrocarburados se generarían unos 200kg como mucho, ya que por un lado el agua tratada tiene calidad suficiente para ser vertida a la red de saneamiento o de nuevo devolverla al separador, ya que se recomienda en el procedimiento de limpieza, que una vez se ha vaciado, deberla quedar lleno como mlnimo un tercio de su capacidad con agua limpia, y los lodos generados, se depositarían en unos bidones reglamentarios, pudiendo proceder a su retirada en el mismo momento o en una ruta preparada para tal fin, según costes.
Frente a las mencionadas limitaciones del sistema convencional que se viene empleando en la actualidad para este servicio en las estaciones de servicio, mediante el camión succionador, el sistema de la presente invención ofrece las siguientes ventajas
-Minimización en la producción de residuos peligrosos: Con el tratamiento in situ y con la calidad del agua tratada se minimiza en
casi un 90% la producción de un residuo peligroso, que tiene un coste aproximada de gestión de unos l00?fTm en planta
autorizada.
-Se obtiene una mejora desde el punto de vista medioambiental al reducirse en un 90% la producción de residuos, lo cual es visto por las compañías petrolíferas con muy buena aceptación, ante la mala imagen que tienen las Estaciones de Servicio (EESS) como centros productores de residuos"
-Mejora en coste para el cliente: El elevado coste de la gestión de ese tipo de residuos (en tomo a 100?fTm) y los desplazamientos a plantas de tratamientos final tal como se hace convencionalmente, se minimizan con una baja producción de dichos residuos con la planta objeto de invención, que hace que dicha gestión económicamente sea mucho más rentable y competttiva.
-Algunas estaciones de servicio por la gran cantidad de residuos que generan, están catalogadas como "grandes productoras de residuos", con lo que el control al que están sometidas es mucho mayor que las catalogadas como "pequeñas productoras de residuos". Con la minimización de dichos residuos en origen la presente invención consigue que muchas de estas estaciones de servicio pasen a ser catalogadas como "pequeñas productoras de residuos",
-Se obtiene una considElrable optimización de las rutas de transporte al no tener que ir a descargar prácticamente "agua contaminada" a las plantas autorizadas de tratamiento final.
-Menor emisión de GEl (Gases Efecto Invernadero) ya que se
reduce significativamente~ el transporte de estos camiones succionadores a plantas dEl tratamiento.
-Menor trámite de documlantación, ya que con la aplicación de gestión se agiliza la facturación y la tram~ación de formularios,
pudiéndose realizar parte de ese trabajo administrativo por vía telemática.
ANTECEDENTES DE LA INVENCiÓN
Aunque no se ha encontrado ninguna invención idéntica a la descrita, exponemos a continuación los documentos encontrados que reflejan el estado de la técnica relacionado con la misma.
Asi el documento ES2164617A1 hace referencia a un equipo separador de aguas hidrocarburadas, que estando previsto para tratar aguas contaminadas por hidrocarburos, y estando especialmente previsto para su utilización por pequeños usuarios, basándose en un dispcsitivo de coalescencia en combinación con una cámara sumidero de entrada, una cámara de gruesos y está constituido por un bloque compacto cuya parte superior presenta una tapa de cerramiento estanco y una rejilla para recogida laminar de aguas hidrocarburadas, incluyendo en el interior un tabique compartimentador determinante de dos cámaras , la primera de ellas como cámara primaria en la que tiene lugar el paso de las aguas hidrocarburadas hacia la correspcndlente cámara de gruesos establecida en la parte inferior, estando ésta delimitada pcr un perfil de configuración en "U" abierto e invertido que impide el paso de los sólidos decantados hacia el dispcsitivo de coalescencia , mientras que la cámara, denominada secundaria, incluye el propio dispositivo de coalescencia, así como el depósito de toma de muestras materializado en un elemento de configuración especial a modo de "saxo" con la cámara de toma de muestras propiamente dicha y un tubo vertical con una boya que pcsibilita el paso de las aguas descontaminadas.
La invención solicitada propone limpieza del objeto de esta patente comparada. La normativa establece que en las EESS se deban instalar estos separadores y la presente invención plantea limpiarlos para asegurar el rendimiento de dichos separadores y el cumplimiento de los limites de vertido en materia de gestión de residuos.
Como caracteristica diferenciadora desde el punto de vista de la linea de tratamiento, las dos invenciones son muy diferentes, ya que la patente comparada en este caso además de ser una instalación fija, basa su tratamiento en la separación física de las partículas que llegan en el efluente como pueden ser arenas, lodos, grasas emulsionadas o pequeñas particulas de grasas disue~as en el agua. Mediante tubos sinfónicos se van decantando los sólidos pesados y flotando las particulas de grasas. Normalmente las velocidades de tratamientos son muy bajas, para asegurar el rendimiento.
La invención solicnada se basa en un sistema físico y quimico en el que se añade un coagulante para crear un coágulo de mayor peso y posteriormente un floculante para agrupar esos coágulos y favorecer la decantabilidad. Con esto se favorec, e la separación de fases. Al contrario de lo que ocurre con la patente comparada, la velocidad de tratamiento es muy superior, ya que es uno de los objetos a minimizar en las rutas de trabajo.
ES2365021T3...
Reivindicaciones:
1. Planta portátil de tratamiento de aguas hidrocarburadas, basada en un sistema de tratamiento portátil en las labores de limpieza in situ de separadores de hidrocarburos, basándose dicho sistema en un tratamiento físico-químico de dichas aguas y lodos, caracterizado porque dicho sistema está instalado en una bandeja o cajón (23) sobre un camión (22) con una tara de 3.500 Kg y está incluido en una caja, pudiendo ser ésta fija o móvil, detallándose a continuación las partes de las que está compuesto:
a) Una bomba de aspiración a vacío (8) y (13) con mangueras y tuberías de PVC para proceder al vaciado de dichos separadores.
b) Un caudalímetro (14) electromagnético emitiendo señal 4-20mA al cuadro eléctrico (3) a través de software.
c) Una cesta de desbaste (21) en la que se recogen aquellos sólidos gruesos como piedras, plásticos..., etc. que pueden aparecer en el separador y en la red de colectores evitando que éstos lleguen al reactor y se produzcan atascos y daños en bombas.
d) Un reactor de mezcla (17) de unos 3.200 litros de capacidad provisto de un agitador (18) comandado por un variador de frecuencia instalado en el cuadro eléctrico (3), produciéndose en este reactor (17) la fase de coagulación, de floculación y de decantación.
e) Sistema dosificador de reactivos consistente en dos depósitos (4) y (5) provistos cada uno con sus respectivos agitadores (19) y (20) para la preparación/dilución de los mismos antes de ser dosificados al reactor y una bomba que dosifica los reactivos (2), dosificando un primer reactivo llamado coagulante en unas cantidades (ppm o mg/l) a una determinada velocidad de giro de las palas (18) y posteriormente y una vez formados los coágulos, se dosifica un segundo reactivo llamado floculante en otras cantidades (ppm o mg/l) a una menor velocidad de giro (18) de las palas.
f) Decantación: El reactor (17) tras la dosificación de reactivos se deja un tiempo determinado en decantación con lo que se consigue la clarificación del agua tratada y la decantación del lodo formado al desestabilizar las grasas e hidrobarburos.
g) Extracción de agua clarificada (24): Una vez realizado el tratamiento y esperado un tiempo de decantación se procede al vaciado mediante un flotador superficial y válvulas de vaciado, resultando un agua que tiene calidad suficiente como para poder verterla a la red de saneamiento, dominio público hidráulico o volver a cabecera de las instalaciones de la estación de servicio, existiendo la posibilidad de que esa agua sea reutilizada y mediante la tubería de reutilizada (10) se proceda al llenado del GRG (6) para su posterior uso.
h) Una bomba mono (1) extrae los lodos decantados en el fondo del reactor, dejándose dichos lodos en unos depósitos específicos homologados.
i) Un grupo de presión (7) con un contenedor GRG (7) de agua limpia o en su defecto del agua reutilizada en el proceso procede a la limpieza de derrames y deja la zona de trabajo en condiciones óptimas para el uso.
j) Un grupo generador de corriente (9) dota de autonomía a esta planta.
k) Un cuadro eléctrico (3) de control de maniobras eléctricas está compuesto por un autómata programable, un variador de frecuencia para el control del agitador de las palas del reactor, relés térmicos y otros elementos de protección como diferenciales, magneto térmicos y selectores de manual -0- automático.
l) Un software de gestión instalado en el cuadro manda la información del trabajo (cantidades retiradas, partes de trabajo...) que se mandan vía GSM a la central.
Patentes similares o relacionadas:
SISTEMA PARA MEDIR ALTURA DE LÍQUIDOS INMISCIBLES EN UNA MEZCLA NO DISPERSA, del 2 de Julio de 2020, de UNIVERSIDAD TÉCNICA FEDERICO SANTA MARÍA: La presente invención se relaciona, sin limitarse a estos, con el campo de los procesos hidrometalúrgicos de extracción de materiales, en específico […]
Procedimiento para la recuperación de lípidos o hidrocarburos, del 15 de Abril de 2020, de Delft Advanced Biofuels B.V: Método de recuperación de un lípido o hidrocarburo a partir de una mezcla de fermentación, que comprende las etapas de: - proporcionar una mezcla de fermentación en la que […]
PROCESO DE OBTENCIÓN DEL SOLIDIFICANTE PARA PETROLEO CAPAZ DE ADSORBER EN CUALQUIER SUPERFICIE, GASES Y VAPORES GENERADOS EN LOS DERRAMES DE HIDROCARBUROS Y ACEITES VEGETALES., del 10 de Octubre de 2019, de FORERO MONSALVE, Carlos Felipe: La presente invención se refiere a la fabricación de un solidificante de petróleo y aceites vegetales capaz de coagular sin interesar su viscosidad siempre que tenga menos densidad […]
Filtración estratificada de múltiples medios, del 9 de Octubre de 2019, de Siemens Energy, Inc: Sistema para tratar una corriente de alimentación que comprende hidrocarburos y un líquido de base acuosa, comprendiendo el sistema: un […]
DISPOSITIVO SEPARADOR DE FASES OLEOSAS Y FASES ACUOSAS, del 15 de Agosto de 2019, de YPF TECNOLOGÍA S.A: Dispositivo separador de fases oleosas y fases acuosas que comprende: una canasta que comprende un bastidor que presenta una pluralidad de brazos de soporte y medios […]
Proceso de extracción de aceite a partir de vinaza diluida, del 7 de Agosto de 2019, de NOVOZYMES A/S: Proceso de recuperación de aceite, que comprende (a) la conversión de un material que contiene almidón en dextrinas con una alfa-amilasa […]
 Dispositivo de purificación para eliminar impurezas de la superficie del agua, del 31 de Julio de 2019, de Lamor Corporation Ab: Dispositivo de purificación para eliminar impurezas de la superficie del agua, dispositivo de purificación que comprende un dispositivo […]
Dispositivo de purificación para eliminar impurezas de la superficie del agua, del 31 de Julio de 2019, de Lamor Corporation Ab: Dispositivo de purificación para eliminar impurezas de la superficie del agua, dispositivo de purificación que comprende un dispositivo […]
Adición de sílice coloidal para promover la separación del aceite del agua, del 3 de Abril de 2019, de Baker Hughes, a GE company, LLC: Un procedimiento para separar al menos parcialmente una combinación de aceite y agua que comprende: agregar sílice coloidal a la combinación […]