Película enrollable para fabricar un embalaje.
Película enrollable (10) para la fabricación de un embalaje, preferiblemente para productos alimentarios,
con zonas de sellado (21, 22) previstas al menos en secciones parciales de la película, caracterizada por el hecho de que la película (10) está formada por varias capas y las zonas de sellado (21, 22) de una cara de la película presentan diferentes propiedades adherentes.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2005/002916.
Solicitante: HUHTAMAKI RONSBERG ZWEIGNIEDERLASSUNG DER HUHTAMAKI DEUTSCHLAND GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: HEINRICH-NICOLAUS-STRASSE 6 87671 RONSBERG/ALLGAU ALEMANIA.
Inventor/es: MICHALSKY,ANDREAS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B32B27/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 27/00 Productos estratificados compuestos esencialmente de resina sintética. › como único componente o componente principal de una capa adyacente a otra capa de una sustancia específica.
- B32B27/08 B32B 27/00 […] › de una resina sintética de una clase diferente.
- B32B7/14 B32B […] › B32B 7/00 Productos estratificados caracterizados por la relación entre las capas; Productos estratificados caracterizados por la orientación relativa de elementos característicos entre capas, es decir, productos que comprenden capas que tienen propiedades físicas, químicas o fisicoquímicas diferentes; productos estratificados caracterizados por la unión entre capas. › aplicados de forma espaciada, p.ej. en bandas.
- B65D65/40 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 65/00 Envolturas o embalajes flexibles; Material de embalaje de tipo o forma particular (envoltorios o sobres con medios para absorber los golpes B65D 81/03). › Empleo de estratificados para fines especiales de embalaje.
PDF original: ES-2307153_T3.pdf
Fragmento de la descripción:
Película enrollable para fabricar un embalaje.
La invención se refiere a una película enrollable para la fabricación de un embalaje según el preámbulo de la reivindicación 1.
Las películas utilizadas para la fabricación de un embalaje son disponibles habitualmente en forma de recortes que bien son fabricados como tales o son separables de una banda de película. Esta última variante, es decir la puesta a disposición de una película enrollada generalmente sobre un rollo, presenta aquí numerosas ventajas con relación a la primera alternativa, fundadas sobre todo en una fabricación efectiva y eficiente de una banda de película así como en una mejor manejabilidad de una banda de película de este tipo para una elaboración posterior.
Para poder fabricar un embalaje a partir de una película, es necesario que la banda de película sea subdividida en primer lugar en predeterminadas secciones de recorte de la película. A continuación, las zonas parciales, particularmente los bordes de los recortes se pondrán en contacto entre si y se unirán para formar de esta manera un embalaje cerrado. Para facilitar la unión de las secciones de película deseadas, se utilizará múltiples veces una técnica de sellado que permita la realización sin problemas y fácil de un sellado de las partes de película deseadas. Para ello se adopta por ejemplo un sellado por encoladura.
Sin embargo, resulta problemático en este caso que las bandas de película que han sido preparadas para dicha selladura tienden a pegarse entre sí en capas o a adherirse de manera indeseable, en cuanto se superpongan o preferiblemente se enrollen en un rollo. Este riesgo de adherencia se refuerza aún más por una temperatura ambiente elevada, donde la adherencia puede ser tan fuerte que la banda de película enrollada sobre el rollo ya no sea desenrollable y por consiguiente se haga inservible.
Uno de los motivos principales de la aparición de esta problemática consiste en la necesidad de una posibilidad de sellado a modo interior-exterior del recorte de película de la banda de película, lo cual significa que en la práctica una cara superior de la película será sellada con una cara inferior de la película. Esta constelación de caras superiores e inferiores sin embargo se produce forzosamente cuando una película es enrollada, lo cual en el estado de la técnica suele generar un "sellado" anticipado e indeseado sobre el rollo.
Las patentes EP1361168, (HUHTAMAKI) y EP891930, (ALUSUISSE) manifiestan solamente un adhesivo de sellado en frío longitudinal sobre sólo una cara de una película, pero no dos materiales selladores diferentes.
La patente GB1395181 divulga diferentes fuerzas de adherencia, pero en bolsas o solapas y por consiguiente no es enrollable.
La EP870695, (PECHINEY EMBALLAGE) usa un adhesivo de sellado en frío y una laca antiadherente. No se enseñan las diferentes fuerzas de adherencia, la película es enrollable.
La DE-C1-4319023 se refiere a una banda autoadhesiva por ambas caras, donde las diferentes fuerzas de adherencia - en las caras opuestas - son logradas por diferentes maneras de siliconado.
La tarea de la invención consiste en proveer una película económica con una manejabilidad mejorada, mediante la cual se evite o se elimine la problemática previamente citada, particularmente durante el enrollamiento y también bajo temperaturas elevadas.
Esta tarea se soluciona con una película enrollable para la fabricación de un embalaje según la reivindicación 1.
Particularmente la tarea es solucionada mediante una película enrollable para la fabricación de un embalaje, preferiblemente para alimentos, con al menos las zonas de sellado previstas en secciones parciales de la película, donde la película está formada por varias capas y/o está recubierta de pinturas, particularmente barnices, por ejemplo "barnices estructurados", y las zonas de sellado de una cara de la película presentan diversas propiedades de adherencia.
Un punto esencial de la invención se encuentra en que las zonas de sellado sobre una cara de la película se complementan entre sí en cuanto a sus propiedades de adherencia, de manera que generalmente se minimiza o se evita un sellado superficial de una cara superior de una banda de película con una cara inferior encima de otra banda de película.
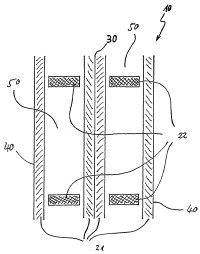
Según la invención, las zonas de sellado con diferentes propiedades de adherencia están definidas por primeras zonas de sellado sellables entre ellas mismas, particularmente en modo exterior-exterior, y por segundas zonas de sellado, sellables particularmente en modo interior-exterior.
Las primeras, es decir las zonas de sellado sellables en modo exterior-exterior están dispuestas esencialmente a lo largo de la extensión longitudinal de la película y presentan un recubrimiento más grande de la superficie en comparación con las segundas zonas de sellado y no se adhieren a la cara interior de la película. Debido a la disposición más grande y en forma de línea en sentido longitudinal se establece en estas zonas una presión angular mayor que en las demás zonas de la película.
Las segundas zonas de sellado se encuentran, según la invención, en una zona de la película que no se solapa con las primeras zonas de sellado. También esto rige, particularmente, cuando la película, que está realizada preferiblemente como banda de película, es enrollada o bobinada en un rollo. En este caso, las segundas zonas de sellado se solapan igualmente sobre la sección transversal del rollo, sin considerar las primeras zonas de sellado, de modo que a través de las segundas zonas de sellado no se constituye un grosor con respecto a la superficie de la película que queda sobre el rollo.
Según la invención, el recubrimiento de las superficies de las segundas zonas de sellado con respecto a la superficie total de la película es menos de un 5%, preferiblemente menos del 3,8% y de especial preferencia menos del 2,5%. De esta manera se garantiza que las segundas zonas de sellado aplicadas sobre la película, que son sellables en modo interior-exterior y que pueden conducir a la adherencia de las bandas de película enrolladas, solamente están formadas muy pequeñas, de modo que se minimice o evite el riesgo de un bloqueo bidimensional.
Además, las primeras zonas de sellado según la invención presentan un espesor más grande que las segundas zonas de sellado, lo cual es realizable fácilmente con la aplicación de una cantidad diferente de un agente sellador. Alternativa y/o complementariamente, el recubrimiento de las superficies de las primeras zonas de sellado puede ser claramente más grande, es decir con un coeficiente de 3 a 30 veces mayor que aquel de las segundas zonas de sellado.
Debido al espesor mayor y/o el recubrimiento de las superficies esencialmente mayor de las primeras zonas de sellado con respecto a las segundas zonas de sellado se forma un grosor esencialmente lineal en la zona de las primeras zonas de sellado durante et enrollamiento de la banda de película a lo largo de la extensión longitudinal de la película. En este punto deberá acentuarse que las primeras zonas de sellado también pueden ser dispuestas en forma de curvas o de puntos o manchas a lo largo de la extensión longitudinal de la banda de película y pueden ser configuradas por lo demás según la superficie de sellado necesaria. La característica según la invención que debe ser respetada esencialmente consiste en que las primeras zonas de sellado durante el enrollamiento de la banda de película queden superpuestas y formen un perfil principal cargando la banda de películas en dirección transversal.
Puesto que las segundas zonas de sellado presentan un espesor más escaso y/o recubrimiento de superficie esencialmente más escaso que las primeras zonas de sellado, la diferencia del espesor de las primeras zonas de sellado a las segundas zonas de sellado sirve prácticamente como separador durante el enrollamiento de la banda de películas, de modo que la cara superior de una banda de película inferior no llegue a apoyarse directamente o solamente con una presión superficial claramente reducida contra la cara inferior de una banda de película superior y por consiguiente, estas dos capas de película no puedan pegarse involuntariamente entre sí. Deberá mencionarse que incluso para el caso de que la cara superior de una banda de película inferior haga contacto con la cara... [Seguir leyendo]
Reivindicaciones:
1. Película enrollable (10) para la fabricación de un embalaje, preferiblemente para productos alimentarios, con zonas de sellado (21, 22) previstas al menos en secciones parciales de la película, caracterizada por el hecho de que la película (10) está formada por varias capas y las zonas de sellado (21, 22) de una cara de la película presentan diferentes propiedades adherentes.
2. Película según la reivindicación 1, caracterizada por el hecho de que las zonas de sellado (21, 22) con diferentes propiedades adherentes están definidas por primeras zonas de sellado (21) sellables entre ellas mismas, particularmente en modo exterior-exterior y por segundas zonas de sellado (22) sellables particularmente en modo interior-exterior.
3. Película según la reivindicación 2, caracterizada por el hecho de que las primeras zonas de sellado (21) están dispuestas esencialmente a lo largo de la extensión longitudinal de la película (10), particularmente de la banda de película, y las segundas zonas de sellado (22) se encuentran en un estado particularmente enrollado, visto en sección transversal del rollo, en la zona de la película (10) que no solapa las primeras zonas de sellado (21).
4. Película según una de las reivindicaciones 2 ó 3, caracterizada por el hecho de que las primeras zonas de sellado (21) presentan una laca de dispersión, particularmente a base de acrilato.
5. Película según una de las reivindicaciones 2 ó 3, caracterizada por el hecho de que las segundas zonas de sellado (22) presentan una laca de dispersión, particularmente a base de etil-vinil-acetato.
6. Película según una de las reivindicaciones 2 a 5, caracterizada por el hecho de que las primeras zonas de sellado (21) tienen un espesor y/o un área de recubrimiento más grande que las segundas zonas de sellado (22).
7. Película según una de las reivindicaciones anteriores, caracterizada por el hecho de que las primeras zonas de sellado (21), para evitar un sellado interior-exterior, están recubiertas de pintura, laca, particularmente una laca estructurada y/o un agente antiadherente.
8. Película según una de las reivindicaciones 2 a 7, caracterizada por el hecho de que las segundas zonas de sellado (22) recubren menos de un 5% de la superficie total de la película (10), preferiblemente menos del 3,8% y de especial preferencia menos del 2,5%.
9. Película según una de las reivindicaciones anteriores, caracterizada por el hecho de que las primeras zonas de sellado (21) no se adhieren a una cara interior o inferior de la película.
10. Película según una de las reivindicaciones anteriores, caracterizada por el hecho de que las segundas zonas de sellado (22) sellan de manera selectiva únicamente en modo interior-exterior.
Patentes similares o relacionadas:
Películas multicapa y laminados y artículos que comprenden las mismas, del 29 de Julio de 2020, de Dow Global Technologies LLC: Una película de polietileno multicapa orientada biaxialmente que comprende: la Capa A que es una capa adhesiva que tiene una superficie externa superior y una superficie externa […]
 Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Material compuesto, del 22 de Julio de 2020, de GE Oil & Gas UK Limited: Un material compuesto para usar en un cuerpo de tubería flexible para transportar fluidos de producción, dicho material compuesto comprende: una primera […]
Capas de barrera sobre membranas de impermeabilización, del 22 de Julio de 2020, de SIKA TECHNOLOGY AG: Membrana de impermeabilización que comprende a) una membrana de poliolefina termoplástica que comprende al menos un polímero seleccionado de homopolímero […]
Película coextruida de multicapa para controlar la migración de grasa, del 15 de Julio de 2020, de Dow Global Technologies LLC: Una película coextruida de multicapa que comprende: al menos una capa de absorción de aceite y grasa, en la que la al menos una capa de absorción de aceite y grasa comprende […]
Película multicapa, del 15 de Julio de 2020, de TAGHLEEF INDUSTRIES SPA CON SOCIO UNICO: Una película de polipropileno orientado biaxialmente (BOPP), que tiene un espesor de entre 10 μm y 120 μm, obtenida por medio de coextrusión […]
Película retráctil, del 8 de Julio de 2020, de Taghleef Industries Inc: Una película retráctil de múltiples capas orientada que comprende una capa de núcleo y al menos una capa de cubierta, dicha capa de núcleo tiene un grosor […]
 Un método y aparato para producir un laminado de película para un material de envasado laminado, del 24 de Junio de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método para proporcionar un laminado de película que comprende un sustrato y una película de polímero , siendo el laminado de película adecuado […]
Un método y aparato para producir un laminado de película para un material de envasado laminado, del 24 de Junio de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método para proporcionar un laminado de película que comprende un sustrato y una película de polímero , siendo el laminado de película adecuado […]