Método y máquina para etiquetar montones de telas.
Un método para etiquetar un montón (2) de telas (3) apiladas unas sobre otras,
comprendiendo el método las siguientes etapas:
a) disponer el montón (2) de telas (3);
b) coger una etiqueta (4) que contiene un código de identificación respectivo de una tela superior (30) que está situada en la parte superior del montón (2), que se encuentra en el extremo o cerca del extremo de la etiqueta, provisto de una cavidad, de un elemento de agarre y crear una presión inferior a la presión ambiental en la cavidad, de modo que la etiqueta obstruya la cavidad;
c) colocar la etiqueta (4) en la tela superior (30) en un área de etiquetado (3b) en la tela superior, y fijar la etiqueta a la tela superior; caracterizado por:
d) después de la etapa c), mover la etiqueta (4) y el área de etiquetado (3b) de la tela superior (30) desplazando el elemento de agarre (21), manteniendo en la cavidad una presión inferior a la presión ambiental;
e) después de la etapa d), aumentar la presión en la cavidad del elemento de agarre (21) hasta que la etiqueta (4) se despegue del elemento de agarre, de modo que el área de etiquetado (3b) de la tela superior (30) alcance una posición firme lejos del área de etiquetado (3b) respectiva de una tela (31) situada directamente debajo de la tela superior (30), de modo que se permita una aplicación posterior de una etiqueta (4) respectiva en el área de etiquetado (3b) respectiva de la tela (31) que está situada justo debajo.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2011/050446.
Solicitante: Morgan Tecnica S.p.A.
Nacionalidad solicitante: Italia.
Dirección: Via Lavoro e Industria 36 25030 Coccaglio ITALIA.
Inventor/es: GIACHETTI,FABRIZIO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65C5/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65C MAQUINAS, APARATOS O PROCEDIMIENTOS DE ETIQUETADO (clavado o grapado en general B25C, B27F; procedimientos para aplicar calcomanías B44C 1/16; aplicación de etiquetas para embalaje B65B; etiquetas, placas de identificación G09F). › Etiquetado sobre tejidos o materiales u objetos comparables, de superficie deformable, p. ej. papel, rollos de tejidos, medias, calzado (colocación de etiquetas sobre receptáculos no rígidos B65C 3/26; por costura D05B).
- B65C5/02 B65C […] › B65C 5/00 Etiquetado sobre tejidos o materiales u objetos comparables, de superficie deformable, p. ej. papel, rollos de tejidos, medias, calzado (colocación de etiquetas sobre receptáculos no rígidos B65C 3/26; por costura D05B). › que utilizan adhesivos.
PDF original: ES-2483799_T3.pdf
Fragmento de la descripción:
Método y máquina para etiquetar montones de telas
La presente invención se refiere a un método para etiquetar montones de telas, en particular, telas de tejido, apiladas unas sobre otras. Más detalladamente, la invención se refiere a un método para etiquetar un montón de telas que generalmente tienen la misma forma. Además, la presente invención se refiere a una máquina de etiquetado configurada para implementartal método.
En términos generales, los artículos tales como las prendas de ropa, por ejemplo una chaqueta, unos pantalones u otros artículos, u otros productos, por ejemplo un bolso, un forro o una funda de asiento, están hechos de un determinado número de telas de tejido u otro material similar a capas, que varía de acuerdo con el modelo, que generalmente se obtiene del mismo rollo de tejido, que tiene determinadas características, como por ejemplo el color y la composición. La forma de cada tela se corta en el rollo después de extender este último mediante dispositivos de corte adecuados. Para obtener muchos artículos, por ejemplo un determinado número de estos que también tengan diferente tamaño, es necesario Identificar en una longitud de rollo de tejido con una longitud adecuada, después de extender el rollo, una pluralidad de telas de tejido requeridas para fabricar todos los artículos de tal lote. Las formas de las telas de tejido mencionadas anteriormente se identifican una junto a otra, generalmente para minimizar los retales de tejidos. Para optimizar las siguientes operaciones de corte de tejidos, generalmente en caso de un gran número de artículos, que requerirían una longitud de rollo muy larga para contener todas las telas de tejido, generalmente se extienden más longitudes de rollo superponiéndose entre sí de modo que se crea una pila de longitudes de rollo conocida generalmente como "capa" (en italiano, "materasso"). Cada capa individual de la pila de longitudes de rollo puede proceder del mismo rollo de tejido o, como alternativa, de diferentes rollos de tejido.
Generalmente, la pila de longitudes de rollo está sujeta a la acción de dispositivos de corte adecuados que cortan simultáneamente todas las longitudes de rollos apiladas formando la pila de longitudes de rollo a lo largo de contornos de forma. Así, el corte producirá pilas de telas conocidas como "montones", estando formado cada montón de telas de tejido que tienen la misma forma y están apiladas alineadas entre sí. Las telas de un único montón pueden proceder de diferentes longitudes del mismo rollo, por lo que es probable que tengan características similares, aunque no totalmente Idénticas, ya que un rollo de tejido no mantiene todas sus características constantes en puntos situados a una distancia uno de otro; esto ocurre por ejemplo con el color, que puede variar ligeramente debido al proceso de fabricación del rollo. Las telas de un único montón también pueden proceder de diferentes rollos, difiriendo así en mayor medida, por ejemplo en el tipo de tejido (material, yam, estructura, trama, color, grosor, etc.).
Después de la etapa de corte, cada montón se somete a la etapa de etiquetado, que consiste en aplicar una etiqueta adecuada a cada tela de tejido. La etiqueta contiene un código de identificación que proporciona unívocamente todos los datos requeridos para su identificación, por ejemplo para gestionar el manejo durante el siguiente ciclo de procesado.
La etiqueta está asociada a su tela por cosido o pegado. En ambos casos, la operación de etiquetado requiere un amplio uso de mano de obra. Por ejemplo, un operario empieza etiquetando la primera tela de tejido del montón y después mueve la tela de tejido recién etiquetada parcial o totalmente para acceder a la siguiente tela y etiquetarla. De hecho, en cada operación de etiquetado el operario "hojea" manualmente el montón hasta que se acaba. Generalmente, para solventar posibles errores o descuidos, el operario comprueba al final del montón que el número de etiquetas preparadas previamente para los montones corresponde a la etiqueta aplicada en la última tela del montón. En caso de resultados negativos, el operario debe volver a comprobar el montón y encontrar el error, es decir, por ejemplo, qué tela no está etiquetada o tiene más de una etiqueta, y corregirlo.
Conviene señalar que, en el caso de etiquetas cosidas, el cosido se hace manualmente o usando una máquina de coser para cada tela, mientras que en el caso de las etiquetas adhesivas, generalmente estas están incluidas en un dispositivo accionado manualmente por el operario y son suministradas por dicho dispositivo, pudiendo dicho dispositivo aplicar automáticamente el código de identificación mencionado anteriormente en las etiquetas (es decir, aumentando un número progresivo).
También se conoce un dispositivo de etiquetado generalmente asociado a la mesa que alberga la pila de longitudes de rollo antes de las operaciones de corte, que tiene un cabezal de etiquetado que es capaz de desplazarse por la superficie de dicha pila de longitudes de rollo y colocarse, antes de las operaciones de corte, en la longitud de rollo superior de la capa, es decir, en la primera capa de dicha pila de longitudes de rollo, una etiqueta correspondiente en el área diseñada para cada tela de tejido de la primera hoja individual. El cabezal de etiquetado coge la etiqueta individual mediante un elemento de agarre al que se le aplica vacío, sitúa la etiqueta presionándola sobre la tela respectiva y suelta la etiqueta soltando el vacío. Así, una vez cortados, los montones tienen cada uno una etiqueta individual ubicada en la primera de sus telas de tejido. Después, el operario aplica manualmente las etiquetas a todas las telas de tejido de cada montón, generalmente como se ha descrito anteriormente.
El Solicitante ha descubierto que los actuales métodos y dispositivos de etiquetado para telas de tejido se caracterizan por tener enormes inconvenientes y pueden mejorarse en diversos aspectos.
Un inconveniente descubierto por el Solicitante consiste en las operaciones manuales requeridas para los métodos conocidos. De hecho, conviene señalar que las operaciones de etiquetado manual se caracterizan por una elevada repetición de los movimientos y/o la posición del operarlo, lo cual deriva en estrés físico, por ejemplo para los miembros superiores. Además, generalmente el operario está en una postura recta y sustancialmente fija durante un largo periodo de tiempo y además puede inclinarse sobre las pilas de telas que deben ser etiquetadas durante toda la duración de las actividades, y este tipo de postura implica un bajo grado de confort y ergonomía de trabajo. Esto puede afectar negativamente la salud del operario debido al elevado estrés pslcofíslco causado al operario.
Otro inconveniente más de los métodos y dispositivos conocidos que ha descubierto el Solicitante es el largo tiempo requerido para aplicar etiquetas en todas las telas de un montón, ya que el operario se encarga de hojear manualmente cada tela de tejido y de aplicar una etiqueta respectiva. Por esa razón, la etapa de etiquetártelas de tejido representa a menudo un "atasco" en todo el ciclo de fabricación y embalaje de un artículo. Además, esto implica otro inconveniente, es decir, los elevados costes relacionados con la etapa de etiquetado de telas, debido tanto al largo tiempo requerido para llevar a cabo operaciones manuales como al uso necesario de mano de obra.
Otro inconveniente de los métodos y dispositivos conocidos que ha descubierto el Solicitante es la baja exactitud en la colocación de etiquetas en las telas de tejido, ya que generalmente dicha colocación es realizada por el operario. Además, el grado de exactitud que el operario puede alcanzar depende de las condiciones laborales y, por tanto, es bajo debido al estrés psicofísico mencionado anteriormente. La inexactitud en la colocación de las etiquetas es aún más crucial en el caso de las etiquetas que se quedan en la tela de tejido después de embalar el artículo, etiquetas que deben colocarse con exactitud en los bordes de las costuras de la respectiva tela, es decir, dentro de un área bien definida. También se añade a la baja exactitud la baja repetición en la colocación de etiquetas en diferentes telas del mismo montón.
Otro inconveniente de los métodos y dispositivos conocidos es la elevada posibilidad de errores cuando el operario aplica la etiqueta, por ejemplo aplicar dos etiquetas en la misma tela o no aplicar una etiqueta en una tela. Además, un posible error es difícil de encontrar a tiempo real, y obliga al operario a comprobar todo el montón, lo cual añade más tiempo y costes a la operación de etiquetado.
El documento US 6 655 436 B1 divulga un método y una máquina de acuerdo... [Seguir leyendo]
Reivindicaciones:
1. Un método para etiquetar un montón (2) de telas (3) apiladas unas sobre otras, comprendiendo el método las siguientes etapas:
a) disponer el montón (2) de telas (3);
b) coger una etiqueta (4) que contiene un código de identificación respectivo de una tela superior (3) que está situada en la parte superior del montón (2), que se encuentra en el extremo o cerca del extremo de la etiqueta, provisto de una cavidad, de un elemento de agarre y crear una presión Inferior a la presión ambiental en la cavidad, de modo que la etiqueta obstruya la cavidad;
c) colocar la etiqueta (4) en la tela superior (3) en un área de etiquetado (3b) en la tela superior, y fijar la etiqueta a la tela superior; caracterizado por:
d) después de la etapa c), mover la etiqueta (4) y el área de etiquetado (3b) de la tela superior (3) desplazando el elemento de agarre (21), manteniendo en la cavidad una presión inferior a la presión ambiental;
e) después de la etapa d), aumentar la presión en la cavidad del elemento de agarre (21) hasta que la etiqueta (4) se despegue del elemento de agarre, de modo que el área de etiquetado (3b) de la tela superior (3) alcance una posición firme lejos del área de etiquetado (3b) respectiva de una tela (31) situada directamente debajo de la tela superior (3), de modo que se permita una aplicación posterior de una etiqueta (4) respectiva en el área de etiquetado (3b) respectiva de la tela (31) que está situada justo debajo.
2. El método de acuerdo con la reivindicación 1, en el que la etapa a) también comprende la etapa de bloquear una parte de bloqueo (2a) del montón (2), dejando una parte de etiquetado (2b) del montón (2) libre para doblarse, comprendiendo la parte de etiquetado (2b) las áreas de etiquetado (3b) respectivas mencionadas anteriormente de la tela superior (3) y la tela de debajo (31).
3. El método de acuerdo con la reivindicación 1 o 2, en el que la etapa d) comprende, en la secuencia temporal, las etapas de elevación de la etiqueta (4) y el área de etiquetado (3b) de la tela superior (3) y de alejamiento de la etiqueta y el área de etiquetado de la tela superior del área de etiquetado (3b) respectiva de la tela (31) que está situada justo debajo de la tela superior (3) en una dirección sustanclalmente paralela a un plano de extensión de la tela (31) situada justo debajo y enfrente de la parte de bloqueo (2a) del montón (2).
4. El método de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que la etapa d) se desarrolla creando y manteniendo en la cavidad una presión inferior a la presión creada en la etapa b).
5. El método de acuerdo con una cualquiera de las reivindicaciones anteriores que comprende, después de las etapas a) a e), una repetición de las etapas b) a e) que se refieren a la tela (31) que está situada justo debajo y a otra tela (32) situada justo debajo de esta en lugar de la tela superior (3) y la tela de debajo (31), respectivamente.
6. El método de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que en la etapa a) el montón (2) se obtiene cortando simultáneamente una pluralidad de capas individuales de tejido u otro material flexible a lo largo de un contorno de una forma.
7. El método de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que en la etapa b) los dispositivos para mover el elemento de agarre (21) ubican dicho extremo (23) del elemento de agarre en una abertura (12) de suministro para etiquetas (4) de dicho dispositivo (11) de suministro para coger la etiqueta (4), y en la etapa c) los dispositivos para mover el elemento de agarre (21) ubican dicho elemento de agarre (21) de modo que la etiqueta (4), que se adhiere a dicho extremo (23), está situada en la tela superior (3) en el área de etiquetado (3b) respectiva.
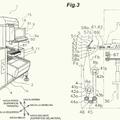
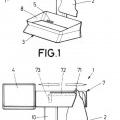
8. Una máquina (1) para etiquetar un montón (2) de telas (3) apiladas unas sobre otras, comprendiendo la máquina una estructura (6) que define un plano de apoyo (6a) para el montón (2), un dispositivo para suministrar (11) etiquetas (4) montado en dicha estructura (6) y configurada para suministrar una serie de etiquetas (4) que contienen cada una un código de identificación respectivo para una tela (3) individual del montón (2), y un dispositivo de etiquetado (2) montado en dicha estructura (6) y comprendiendo un elemento de agarre (21) que tiene un extremo (23) provisto de una cavidad configurada para ser obstruida por una etiqueta (4) de la serie anteriormente mencionada, estando los dispositivos neumáticos conectados neumáticamente a dicha cavidad para variar la presión en dicha cavidad, y los dispositivos para mover (22) dicho elemento de agarre (21) con respecto al plano de apoyo (6a), comprendiendo además la máquina (1) una unidad (6) de control central electrónica programada para controlar el dispositivo de suministro (11), los dispositivos (22) de movimiento y los dispositivos neumáticos para realizar las siguientes etapas:
- colocar el extremo (23) en la etiqueta que contiene el código de identificación respectivo de una tela superior (3) en la parte superior de un montón (2) de telas (3) dispuestas al menos parcialmente en dicho
plano de apoyo (6a), de modo que la etiqueta (4) obstruye la cavidad, y crear en la cavidad una presión inferior a la presión ambiental para coger la etiqueta (4);
- colocar la etiqueta (4) en la tela superior (3) en un área de etiquetado (3b) de la tela superior, y fijar la etiqueta a la tela superior; caracterizada por que dicha unidad de control central electrónica también está programada para controlar además las siguientes etapas:
- después de la etapa anterior, desplazar el elemento de agarre (21) manteniendo en la cavidad una presión Inferior a la presión ambiental para mover la etiqueta (4) y el área de etiquetado (3b) de la tela superior (3);
- después de la etapa anterior, aumentar la presión en la cavidad del elemento de agarre (21) hasta que la etiqueta (4) se despegue del elemento de agarre, de modo que el área de etiquetado (3b) de la tela superior (3) alcance una posición firme lejos del área de etiquetado (3b) respectiva de una tela (31) situada justo debajo de la tela superior (3), de modo que se permita una aplicación posterior de una etiqueta (4) respectiva en el área de etiquetado (3b) respectiva de la tela (31) situada justo debajo.
9. La máquina (1) de acuerdo con la reivindicación 8, que además comprende un dispositivo de bloqueo (4) montado en la estructura (6) y que comprende un elemento de bloqueo (41) y elementos de accionamiento que actúan sobre dicho elemento de bloqueo (41) para accionarlo entre una configuración abierta, en la que permite que una parte de bloqueo (2a) del montón (2) se coloque en dicha estructura (6), y una configuración bloqueada, en la que fija de forma movible la parte de bloqueo (2a) del montón (2) a dicha estructura (6) y permite que una parte de etiquetado (2a) del montón (2) se sitúe en dicho plano de apoyo (6a).
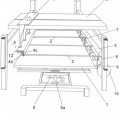
1. La máquina (1) de acuerdo con la reivindicación 8 o 9, en la que dicho medio de movimiento (22) comprende un primer eje (25) accionado a lo largo de una primera dirección paralela a dicho plano de apoyo (6a) y, encima de dicho plano de apoyo, un segundo eje (26) accionado a lo largo de una segunda dirección paralela a dicho plano de apoyo (6a), encima de dicho plano de apoyo y perpendicular a dicha primera dirección, y un tercer eje (27) accionado a lo largo de una tercera dirección perpendicular a dicho plano de apoyo (6a) y encima de dicho plano de apoyo, comprendiendo cada uno de dicho primer eje (25) y/o segundo (26) y/o tercero (27) accionado una parte fija (25a, 26a, 27a) respectiva y una parte móvil (25b, 26b, 27b) respectiva con respecto a la parte fija, estando dicho elemento de agarre (21) asociado a la parte móvil (27b) de dicho tercer eje (27) accionado, estando montada dicha parte fija (25a) de dicho primer eje accionado (25) en la misma estructura (6), estando montada dicha parte fija (26a) de dicho segundo eje accionado (26) en dicha parte móvil (25b) de dicho primer eje accionado (25) y estando montada dicha parte fija (27a) de dicho tercer eje (27) accionado en dicha parte móvil (26b) de dicho segundo eje accionado (26).
Patentes similares o relacionadas:
 Sistema de envasado, del 1 de Agosto de 2018, de ISHIDA CO., LTD.: Un método de envasar un artículo a envasar en un estado óptimo conectando un servidor externo (Sv) a una pluralidad de aparatos de envasado mediante […]
Sistema de envasado, del 1 de Agosto de 2018, de ISHIDA CO., LTD.: Un método de envasar un artículo a envasar en un estado óptimo conectando un servidor externo (Sv) a una pluralidad de aparatos de envasado mediante […]
 Balanza de autoservicio antirrobo, del 26 de Noviembre de 2015, de UGEDA LATORRE, Andrés: Balanza de autoservicio antirrobo para productos en bolsa , con una estructura que comprende dispositivo de pesaje , panel selector […]
Balanza de autoservicio antirrobo, del 26 de Noviembre de 2015, de UGEDA LATORRE, Andrés: Balanza de autoservicio antirrobo para productos en bolsa , con una estructura que comprende dispositivo de pesaje , panel selector […]
PAQUETE DE ENVASES AGRUPADOS PARA PRODUCTOS, EN ESPECIAL PARA PAÑALES O SIMILARES, del 14 de Marzo de 2012, de ARBORA & AUSONIA, S.L.U.: 1. Paquete de envases agrupados para productos, en especial para pañales o similares, que comprende un grupo de preferentemente dos envases individuales , […]
 PROCEDIMIENTO PARA APLICAR CINTAS AUTO-ADHESIVAS SOBRE UNA TELA DE TEJIDO DESTINADA A LA ELABORACION DE MUESTRARIOS Y MAQUINA PARA LLEVAR ACABO DICHO PROCEDIMIENTO, del 28 de Junio de 2011, de MUESTRARIOS ENCAR, S.A: Procedimiento para aplicar cintas auto-adhesivas sobre una tela de tejido destinada a la elaboración de muestrarios y máquina para llevar a cabo dicho procedimiento.El […]
PROCEDIMIENTO PARA APLICAR CINTAS AUTO-ADHESIVAS SOBRE UNA TELA DE TEJIDO DESTINADA A LA ELABORACION DE MUESTRARIOS Y MAQUINA PARA LLEVAR ACABO DICHO PROCEDIMIENTO, del 28 de Junio de 2011, de MUESTRARIOS ENCAR, S.A: Procedimiento para aplicar cintas auto-adhesivas sobre una tela de tejido destinada a la elaboración de muestrarios y máquina para llevar a cabo dicho procedimiento.El […]
MAQUINA PARA COLOCAR UNA PLURALIDAD DE ETIQUETAS DE IDENTIFICACION SOBRE UN CARRETE FOTOGRAFICO., del 1 de Febrero de 1998, de LABORATORIO ELECTRONICO DE COLOR, S.A.: MAQUINA PARA COLOCAR UNA PLURALIDAD DE ETIQUETAS DE IDENTIFICACION SOBRE UN CARRETE FOTOGRAFICO. COMPRENDE MEDIOS PARA HACER AVANZAR EL CARRETE FOTOGRAFICO; […]
ETIQUETA PARA PRENDAS DE VESTIR., del 1 de Abril de 1994, de S.A.R.L. BRI PRODUCTION, SOCIETE A RESPONSABILITE LIMITEE: ETIQUETA PARA PRENDAS DE VESTIR, QUE COMPRENDE UN SOPORTE DE CARTULINA O SIMILAR, DOTADO DE MEDIOS DE COLGADO O SUJECION A UNA PRENDA DE VESTIR, CARACTERIZADA […]
MAQUINA PARA FIJAR UNA BANDEROLA ALREDEDOR DE UN OVILLO DE HILO TEXTIL NATURAL O SINTETICO., del 1 de Septiembre de 1989, de SUPERBA S.A.: MAQUINA PARA FIJAR UNA BANDEROLA ALREDEDOR DE UN OVILLO DE HILO TEXTIL NATURAL O SINTETICO, TAL COMO, POR EJEMPLO, UN OVILLO DE HILO DE LANA, DE ALGODON O SIMILAR, QUE INCLUYE […]
USO DE PREPARACIONES POLIACRILICAS ACUOSAS PARA UN PROCEDIMIENTO DE ETIQUETADO., del 16 de Mayo de 2007, de HENKEL KOMMANDITGESELLSCHAFT AUF AKTIEN: Uso de preparaciones acuosas, que contienen - del 25 al 50% de un copolímero, que está formado por del 80 al 10% en moles de monómeros que portan grupos carboxilo […]