Método para la fabricación de un panel térmico solar de vacío y un panel térmico solar de vacío relacionado.
Método para la fabricación de una cubierta hermética al vacío para un panel térmico solar,
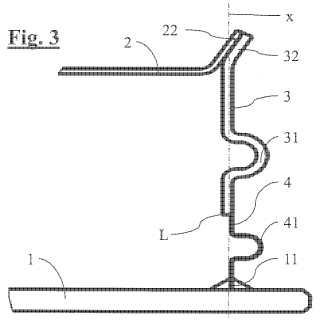
donde dicha cubiertaestá definida por una placa frontal de vidrio (1) transparente a la radiación solar, una placa de fondo de metal (2), unmarco periférico (3) unido a la placa de fondo de metal (2), y una banda periférica (4) que conecta dicho marcoperiférico (3) a la placa frontal de vidrio (1); donde dicho método comprende las etapas de:
- unir borde con borde una primera tira metálica (3') a una segunda tira metálica (4') para formar una tirabimetálica, y a continuación unir entre sí los extremos opuestos de dicha tira bimetálica para formar un lazocerrado;
- después de dicha etapa de unión, conformar dicha primera tira de metal (3') en el marco periférico (3) ydicha segunda tira de metal (4') en la banda periférica (4);
- después de dichas etapas de unión y de conformación, sellar herméticamente el borde libre de la bandaperiférica (4) a la placa frontal de vidrio (1);
- después de dichas etapas de unión y conformación, unir la placa de fondo de metal (2) al marco periférico(3).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11005534.
Solicitante: TVP Solar S.A.
Nacionalidad solicitante: Suiza.
Dirección: 36, Place du Bourg-de-Four 1204 Geneva SUIZA.
Inventor/es: PALMIERI,Vittorio, DI GIAMBERARDINO,FRANCESCO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- F24J2/05
PDF original: ES-2437925_T3.pdf
Fragmento de la descripción:
Método para la fabricación de un panel térmico solar de vacío y un panel térmico solar de vacío relacionado Área de aplicación La presente invención hace referencia a un método mejorado para la fabricación de un panel térmico solar de vacío y un panel térmico solar de vacío adecuado para ser fabricado con un método de este tipo.
Arte previo Como es bien sabido, los paneles térmicos solares de vacío comprenden una cubierta hermética al vacío en donde al menos una placa frontal, fabricada habitualmente en vidrio, es transparente a la radiación solar. El panel comprende absorbedores de calor dispuestos dentro de la cubierta de vacío y un tubo que transporta un fluido de transferencia de calor.
La radiación solar se introduce en la cubierta de vacío a través del vidrio de la placa frontal, se capta mediante los absorbedores de calor y se convierte en calor. El calor se transfiere entonces al fluido de transferencia de calor que fluye en el interior del tubo.
La cubierta hermética al vacío puede ser un contenedor en donde la placa de fondo se encuentra conformada de manera solidaria con el marco periférico, tal como se revela en la patente estadounidense Nº 4.493.940, o bien se obtiene soldando los dos componentes, tal como se describe por ejemplo en la solicitud PCT publicada bajo el Nº WO 2010/003653 en nombre del mismo solicitante.
En el último caso, una banda periférica elástica se interpone de manera ventajosa entre el marco periférico y la placa frontal de vidrio. Una banda periférica de ese tipo se suelda en un lateral al marco de metal, mientras que el otro lateral se une a la placa frontal de vidrio mediante una junta hermética de vacío vidrio-metal de un tipo conocido. La banda periférica, realizada de una aleación de metal con un coeficiente de expansión térmico acercándose bastante al de la placa de vidrio, limita el esfuerzo mecánico inducido en la junta de vidrio-metal.
Por lo tanto, en la fabricación de paneles solares de vacío, la banda periférica se sella herméticamente a la placa frontal de vidrio y a continuación se realiza la soldadura entre la propia banda periférica y el marco periférico de metal. Sin embargo, esta última etapa de fabricación debe llevarse a cabo con extremo cuidado para evitar cualquier daño a la junta de vidrio-metal realizada previamente. En efecto, tanto los esfuerzos térmicos como mecánicos, potencialmente perjudiciales para la estanqueidad de la junta, pueden derivarse de la etapa de soldadura. Los esfuerzos térmicos se producen debido al calentamiento de la banda periférica, mientras que los esfuerzos mecánicos dependen de presionar el marco contra la banda periférica, lo cual es necesario para lograr un buen contacto mecánico entre las piezas, asegurando de este modo la uniformidad y una hermeticidad al vacío del cordón de soldadura.
Para prevenir al menos los esfuerzos mecánicos mencionados anteriormente, se necesita una correspondencia dimensional muy buena entre el marco periférico y la banda periférica: de esta manera se logra un cordón de soldadura sin discontinuidades, sin necesidad de aplicar una gran presión para mantener las dos piezas en contacto mientras se está soldando. Una correspondencia dimensional muy buena de este tipo requiere, sin embargo, de un proceso de mecanizado o moldeo de alta precisión de las dos piezas. Más aún, la deformación de la banda periférica durante el proceso térmico mediante el cual se obtiene la junta vidrio-metal se limitará a un grado mínimo, mediante una guía de calentamiento de alta precisión con un control de temperatura extremadamente preciso de dicho proceso térmico.
Aumentar la precisión de fabricación de las dos piezas a ser soldadas entre sí, y emplear una guía de calentamiento de alta precisión junto con el proceso de control de temperatura extremadamente preciso, aumenta el coste además de la complejidad de la producción del panel térmico de vacío.
El problema técnico que subyace en la presente invención es, por lo tanto, el de proporcionar un método de fabricación alternativo para un panel térmico solar de vacío, que evite el daño de la junta vidrio-metal sin recurrir a las costosas técnicas de fabricación de alta precisión.
Resumen de la invención Se proporciona una solución para el problema técnico mencionado anteriormente, mediante un método para la fabricación de una cubierta hermética al vacío para un panel térmico solar de vacío, donde dicha cubierta hermética al vacío se encuentra definida mediante una placa frontal de vidrio transparente a la radiación solar, una placa de fondo de metal, un marco periférico unido a la placa de fondo de metal, y una banda periférica que conecta dicho marco periférico a la placa frontal de vidrio; donde dicho método comprende las siguientes etapas:
- unir borde con borde una primera tira metálica a una segunda tira metálica para formar una tira bimetálica, y a continuación unir entre sí los extremos opuestos de dicha tira bimetálica para formar un lazo cerrado;
- después de dicho paso de unión, conformar dicha primera tira metálica en el marco periférico y dicha segunda tira metálica en la banda periférica;
- después de los pasos de unión y conformación, sellar el borde libre de la banda periférica a la placa frontal de vidrio;
- después de dichos pasos de unión y conformación, unir la placa de fondo de metal al marco periférico.
Los pasos de unión metal-metal identificados en el método mencionado anteriormente, pueden ser pasos de soldadura autógena, soldadura fuerte o soldadura blanda.
Una persona experta en el arte reconocerá inmediatamente que el método identificado anteriormente reduce enormemente los esfuerzos mecánicos y térmicos que actúan en la junta vidrio-metal.
En efecto, el marco periférico y la banda periférica se unen antes de realizar el sellado hermético, y por tanto dicho paso de unión puede no ejercer influencia alguna en la junta hermética de ninguna manera.
De manera ventajosa, durante el paso de conformación el borde libre del marco periférico resultante puede estar inclinado con respecto al plano periférico, en el cual se sitúan la banda periférica y el marco, para definir un borde de unión, y puede estar prevista una etapa de conformación de la placa de fondo de metal para determinar que un borde de unión inclinado coincida con la inclinación del borde de unión del marco periférico. En tal caso, el borde de unión del marco periférico durante la etapa de unión final, y una etapa de este tipo, puede realizarse después del paso de sellado hermético.
En efecto, gracias a la inclinación del borde de unión del marco periférico y a la placa de fondo periférica, el propio marco y la placa de fondo de metal pueden presionarse una contra otra durante la última etapa de unión (que puede ser realizada, por ejemplo, mediante soldadura autógena) , mientras que se mantiene la banda periférica ortogonal con respecto a la placa frontal de vidrio. Esto evita que los esfuerzos tangenciales sean aplicados a la junta de vidrio-metal, los cuales son menos susceptibles de ser absorbidos por las nervaduras en la misma banda periférica.
Para lograr la ventaja mencionada anteriormente, el borde de unión se inclina de manera preferente hacia el exterior con respecto a la cubierta hermética al vacío resultante.
En particular, se encuentra inclinado de manera preferente en un ángulo comprendido entre 5 grados y 45 grados, de manera preferente 30 grados, con respecto al plano periférico.
Tal como se reconoce en la descripción del arte previo, el marco periférico puede ser rígido, mientras que la banda periférica puede ser deformable.
La primera tira de metal presenta, preferentemente, un coeficiente de expansión que coincide con el de la placa frontal de vidrio; esto puede lograrse realizando la primera tira metálica de una aleación de expansión controlada, por ejemplo NiFe 48.
Dadas las diferentes propiedades exigidas a las dos tiras, la primera tira es, preferentemente, más gruesa que la segunda tira de metal.
De manera ventajosa, los laterales de la primera y de la segunda tira que corresponden al lateral exterior de la cubierta hermética al vacío resultante pueden estar alineados durante el paso de unión borde con borde de la primera y la segunda tira de metal, para fabricar un panel de vacío con una superficie exterior uniforme.
La etapa mencionada anteriormente de conformado puede comprender una etapa para conformar una primera nervadura longitudinal en el marco periférico, para aumentar la rigidez mecánica del elemento.
La etapa de conformación puede también comprender la... [Seguir leyendo]
Reivindicaciones:
1. Método para la fabricación de una cubierta hermética al vacío para un panel térmico solar, donde dicha cubierta está definida por una placa frontal de vidrio (1) transparente a la radiación solar, una placa de fondo de metal (2) , un marco periférico (3) unido a la placa de fondo de metal (2) , y una banda periférica (4) que conecta dicho marco periférico (3) a la placa frontal de vidrio (1) ; donde dicho método comprende las etapas de:
- unir borde con borde una primera tira metálica (3’) a una segunda tira metálica (4’) para formar una tira bimetálica, y a continuación unir entre sí los extremos opuestos de dicha tira bimetálica para formar un lazo cerrado;
- después de dicha etapa de unión, conformar dicha primera tira de metal (3’) en el marco periférico (3) y dicha segunda tira de metal (4’) en la banda periférica (4) ;
-después de dichas etapas de unión y de conformación, sellar herméticamente el borde libre de la banda periférica (4) a la placa frontal de vidrio (1) ;
- después de dichas etapas de unión y conformación, unir la placa de fondo de metal (2) al marco periférico (3) .
2. Método según la reivindicación 1, en donde durante la etapa de conformado el borde libre resultante del marco periférico (3) está inclinado con respecto a un plano periférico (x) , sobre el cual se sitúan la banda (4) y el marco (3) periféricos, para definir un borde de unión (32) ; donde el método comprende una etapa de conformación de la placa de fondo de metal (2) , para determinar que un borde de unión (22) inclinado coincida con la inclinación del borde de unión (32) del marco periférico (3) ; donde la etapa de unión de la placa de fondo de metal (2) al marco periférico (3) se realiza después de la etapa de sellado, donde durante dicha etapa de unión el borde de unión (22) de la placa de fondo de metal (2) se une al borde de unión (32) del marco periférico (3) .
3. Método según la reivindicación 2, en donde dicho borde de unión (32) está inclinado hacia el exterior con respecto a la cubierta hermética al vacío resultante.
4. Método según la reivindicación 3, en donde dicho borde de unión (32) está inclinado en un ángulo comprendido entre 5 grados y 45 grados con respecto al plano periférico (x) .
5. Método según una de las reivindicaciones precedentes, en donde el marco periférico (3) es rígido y la banda periférica (4) es deformable.
6. Método según una de las reivindicaciones precedentes, en donde la primera tira metálica (3’) tiene un coeficiente de expansión térmica que coincide con el de la placa frontal de vidrio (1) .
7. Método según la reivindicación 6, en donde la primera tira metálica (3’) está realizada de una aleación de expansión controlada.
8. Método según una de las reivindicaciones precedentes, en donde la primera tira metálica (3’) es más gruesa que la segunda tira metálica (4’) , donde los laterales de la primera y la segunda tira metálica (3’, 4’) que corresponden al lateral exterior de la cubierta resultante hermética al vacío, están alineados durante la etapa de unión borde con borde de la primera y la segunda tira metálica (3’, 4’) .
9. Método según una de las reivindicaciones precedentes, en donde la etapa de conformación comprende la etapa de conformación de una primera nervadura longitudinal (31) en el marco periférico (3) .
10. Método según una de las reivindicaciones precedentes, en donde la etapa de conformación comprende una etapa de conformación de una segunda nervadura longitudinal (41) en la banda periférica (4) .
11. Método según una de las reivindicaciones precedentes, en donde la etapa de sellado se realiza mediante un proceso térmico que determina la fusión y la posterior solidificación del material de vidrio formando una junta hermética al vacío (11) .
12. Panel solar térmico de vacío que comprende una cubierta hermética al vacío que está definida por una placa frontal de vidrio (1) transparente a la radiación solar, una placa de fondo de metal (2) , un marco periférico (3) unido a la placa de fondo de metal (2) , y una banda periférica (4) que conecta dicho marco periférico (3) a la placa frontal de vidrio (1) , caracterizado por que dicho marco periférico (3) está formado por una primera tira metálica (3’) y dicha banda periférica (4) está formada por una segunda tira metálica (4’) , donde dicha primera tira metálica (3’) y dicha
segunda tira metálica (4’) están unidas borde con borde para formar una tira bimetálica; y por que el marco periférico (3) comprende un borde de unión (32) inclinado con respecto a un plano periférico (x) sobre el que se sitúan la banda (4) y el marco (3) periféricos, y la placa de fondo de metal (2) comprende un borde de unión (22) inclinado con respecto a la placa de fondo de metal en un ángulo que coincide con el ángulo del borde de unión (32) 5 del marco periférico (3) , donde dichos bordes (22, 32) de la placa de fondo de metal (2) y del marco periférico (3) están unidos entre sí.
13. Panel térmico solar de vacío según la reivindicación 12, en donde dicho borde de unión (32) está inclinado hacia el exterior con respecto a la cubierta hermética al vacío en un ángulo comprendido entre 5 grados y 45 grados con respecto al plano periférico (x) .
14. Panel térmico solar de vacío según una de las reivindicaciones 12-13, en donde el marco periférico (3) presenta una primera nervadura longitudinal (31) .
15. Panel térmico solar de vacío según una de las reivindicaciones 12-14, en donde la banda periférica (4) presenta una segunda nervadura longitudinal (41) .
Patentes similares o relacionadas:
Procedimiento para la descarga de un depósito de hidrógeno en colectores de cilindro parabólico, del 3 de Agosto de 2017, de SCHOTT AG: Procedimiento para la descarga de un depósito de hidrógeno en colectores de cilindro parabólico. La presente invención describe un procedimiento para la descarga […]
Procedimiento y dispositivo para la descarga de un depósito de hidrógeno en colectores de cilindro parabólico, del 3 de Agosto de 2017, de SCHOTT AG: Procedimiento y dispositivo para la descarga de un depósito de hidrógeno en colectores de cilindro parabólico. La presente invención describe un procedimiento para la descarga […]
Tubo absorbedor, del 2 de Agosto de 2017, de SCHOTT SOLAR AG: Tubo absorbedor con un tubo metálico central y con un tubo envolvente de vidrio que rodea al tubo metálico central , disponiéndose por al menos un extremo (5a, […]
Tubo absorbedor, del 2 de Agosto de 2017, de Rioglass Solar Holding, S.A: Tubo absorbedor en particular para colectores solares en centrales termosolares con al menos un espejo colector , que comprende - un tubo […]
Sistema receptor para una instalación solar de Fresnel, del 1 de Marzo de 2017, de Rioglass Solar Holding, S.A: Sistema receptor para una instalación solar de Fresnel con un tubo de absorbedor que define […]
Tubo absorbedor, del 8 de Febrero de 2017, de SCHOTT SOLAR AG: Tubo absorbedor, especialmente para colectores solares en centrales termosolares con al menos un espejo colector que comprende - […]
CAPTADOR SOLAR TÉRMICO LINEAL INTELIGENTE DE BAJO IMPACTO AMBIENTAL, del 27 de Enero de 2017, de CIVANTOS CAPELLA, Jorge: Captador solar térmico lineal inteligente de bajo impacto ambiental. La presente invención consiste en un captador solar térmico para calentar un fluido, […]
Panel solar evacuado con una bomba de adsorción no evaporable, del 23 de Noviembre de 2016, de SRB ENERGY RESEARCH SARL: Panel solar evacuado con una bomba de adsorción , comprendiendo dicho panel solar evacuado: un bastidor , una pluralidad de separadores , por lo menos una pared […]