Método y aparato de apertura de bolsas para su uso en el llenado y envasado de bolsas.
Un método de apertura de bolsas para usar en el llenado y envasado de bolsas en el cual una bolsa (B) se sujeta en sus bordes de lados opuestos lateralmente con un par de miembros de sujeción (5,
5) y se mueve a lo largo de un trayecto predeterminado para abrir dicha bolsa (B) y llenar un artículo a ser envasado en dicha bolsa (B), dicho método que comprende los pasos de: mover un par de copas de succión (23, 23) las cuales están enfrentadas una de la otra desde posiciones de espera mutuamente separadas respectivas a posiciones más cercanas respectivas en las cuales dichas copas de succión (23, 23) están más cercanas una de la otra; aplicar un vacío a dicho par de copas de succión (23, 23) para adherir a las superficies exteriores de las paredes de lados opuestos de dicha bolsa (B) en dichas posiciones más cercanas; retraer dichas copas de succión (23, 23) una lejos de la otra a las posiciones intermedias respectivas entre dichas posiciones más cercanas y dichas posiciones en espera mientras que se mueven dichos miembros de sujeción (5, 5) uno hacia el otro en sincronismo con el movimiento de dichas copas de succión (23, 23) a las posiciones intermedias; mantener dichas copas de succión (23, 23) paradas en dichas posiciones intermedias durante un periodo de tiempo predeterminado; medir el vacío que se aplica a dichas copas de succión (23, 23) en algún punto durante un periodo de tiempo que comienza inmediatamente antes de que dichas copas de succión (23, 23) alcancen dichas posiciones intermedias y finaliza en una terminación del periodo de tiempo durante el cual dichas copas de succión se paran en dichas posiciones intermedias; retraer dichas copas de succión (23, 23) de dichas posiciones intermedias a dichas posiciones de espera, respectivamente; detener la aplicación del vacío a dichas copas de succión (23, 23); y comparar el vacío medido con un valor de referencia prefijado para juzgar si dicha bolsa (B) se ha abierto satisfactoriamente o no; dicho método caracterizado porque: el paso de parar la aplicación del vacío a dichas copas de succión (23, 23) se ejecuta en un momento entre un tiempo después de la medición del vacío y un tiempo inmediatamente después de comenzar el movimiento de dichas copas de succión (23, 23) a dichas posiciones de espera; y porque el método además comprende el paso de cambiar las posiciones de dichas posiciones intermedias de acuerdo con una anchura de la bolsa (B) .
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10000477.
Solicitante: TOYO JIDOKI CO., LTD..
Nacionalidad solicitante: Japón.
Dirección: 18-6, TAKANAWA 2-CHOME, MINATO-KU TOKYO JAPON.
Inventor/es: YASUHIRA, MASANORI, YAMAMOTO,KAZUNORI.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B43/30 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 43/00 Formación, alimentación, abertura o montaje de receptáculos o recipientes, en unión con el embalaje (formación de bolsas en las hojas, los elementos de envoltura o en las bandas, presionando el material en las matrices o desplazándolo sobre matrices de plegado B65B 47/00). › por zarpas que trabajan sobre las paredes opuestas, p. ej. por succión.
PDF original: ES-2381172_T3.pdf
Fragmento de la descripción:
Método y aparato de apertura de bolsas para su uso en el llenado y envasado de bolsas.
La presente invención se refiere a un método y aparato de apertura de bolsas usado para abrir bolsas en el llenado y envasado de bolsas. Más concretamente, la presente invención se refiere a un método y aparato de apertura de bolsas para usar en el llenado y envasado de bolsas en el que una bolsa se sujeta en sus bordes de lados opuestos lateralmente con un par de pinzas (pinzas izquierda y derecha) y se mueve a lo largo de un trayecto predeterminado para someterse sucesivamente a los procesos de envasado predeterminados. Incluso más concretamente, la presente invención se refiere a un método y aparato de apertura de bolsas que son aplicables a una pluralidad de tipos distintos de bolsas que tienen diferentes anchuras y que son capaces de detectar infaliblemente si cada bolsa ha sido abierta satisfactoriamente o no.
Antecedentes de la técnica Las máquinas de llenado y envasado de bolsas incluyen aquellas del tipo en el que una bolsa se sujeta en sus bordes de lados opuestos lateralmente con un par de pinzas (pinzas izquierda y derecha) y se mueve a lo largo de un trayecto predeterminado para someterse sucesivamente a los procesos de envasado predeterminados. En este tipo de máquina de envasado, cada bolsa se suministra en un estado en que su boca está cerrada, y la boca de la bolsa se abre mediante un aparato de apertura de bolsas de la máquina de envasado. En el caso de manejar las denominadas bolsas de auto soporte, la máquina de envasado usa un aparato de apertura de bolsas que abre la boca de cada bolsa y que despliega y expande la parte del fondo de la bolsa también.
En una máquina de llenado y envasado de bolsas, si una bolsa no se abre satisfactoriamente, las operaciones posteriores tales como el paso de llenado no se pueden realizar de manera precisa, provocando un defecto. Para evitar tal problema, es necesario determinar si la bolsa se ha abierto satisfactoriamente o no antes de las operaciones tales como el paso de llenado. La Publicación de la Solicitud de Patente Japonesa Nº Hei 08-40420, por ejemplo, describe un método de apertura de bolsas que determina si una bolsa ha sido abierta satisfactoriamente o no.
De acuerdo con el método descrito en la Publicación JP descrita anteriormente, un par de copas de succión situadas en las posiciones de espera el espaciado entre las cuales es un espaciado especificado S se hacen avanzar primero una hacia la otra. Cuando alcanzan sus posiciones más cercanas respectivas, las copas de succión se apoyan contra las superficies exteriores respectivas de las paredes de lados opuestos de una bolsa que está cerrada, y se paran. Entonces se aplica un vacío a las copas de succión a través de una línea de vacío desde una fuente de vacío para provocar que las copas de succión se adhieran a la bolsa. Después de que las copas de succión se han detenido en las posiciones más cercanas durante un periodo de tiempo predeterminado, las copas de succión se retraen una lejos de la otra mediante una primera operación de apertura de manera que el espaciado entre las copas de succión alcanza un espaciado S1 (posición intermedia) más corto que el espaciado especificado S (posición de espera) , y cuando las copas de succión alcanzan las posiciones intermedias respectivas se emite una señal de sincronización para medir el vacío que actúa en las copas de succión en ese momento. Después de que las copas de succión se han detenido durante un periodo de tiempo predeterminado en la posición intermedia o a continuación de la primera operación de apertura, se realiza una segunda operación de apertura para retraer las copas de succión una lejos de la otra a sus posiciones de espera respectivas en que el espaciado entre las copas de succión alcanza el espaciado especificado S. Aquí se definen los siguientes:
t1: el tiempo durante el cual se realiza la primera operación de apertura, a saber el tiempo que lleva para que las copas de succión se muevan desde sus posiciones más cercanas respectivas a sus posiciones intermedias respectivas. t0: el tiempo durante el cual las copas de succión que se adhieren a la bolsa paran en sus posiciones más cercanas, y t: el tiempo que lleva para que el vacío en la canalización de vacío se estabilice después de iniciar la aplicación de vacío a las copas de succión.
De acuerdo con este método, el tiempo t1 se fija considerablemente el mismo que el tiempo t. De esta manera, la suma del tiempo t1 y el tiempo t0 se hace más largo que el tiempo t para permitir el vacío en la canalización de vacío que se ha estabilizado infaliblemente cuando se emite la señal de sincronización. Se debería señalar que el vacío se libera para separar las copas de succión de la bolsa inmediatamente antes que el espaciado entre las copas de succión alcance el espaciado especificado S, es decir en sincronismo con el tiempo cuando el grado de apertura de la bolsa alcanza un máximo.
En la Publicación de Solicitud de Patente Japonesa descrita anteriormente Nº Hei 08-40420, se describe el método de apertura de bolsas como una técnica a ser aplicada a las copas de succión usada para adherirse a las paredes de lados en partes cerca del fondo de lo que se llama una bolsa de auto soporte. Esta técnica es capaz de determinar de manera precisa si cada bolsa ha sido abierta satisfactoriamente o no con respecto a las bolsas que tienen una anchura particular ajustando los espaciados S y S1 de acuerdo con la anchura de las bolsas y además ajustando la velocidad de retracción de las copas de succión de acuerdo con los espaciados S y S1.
Proporcionar distintas máquinas de envasado para tipos diferentes de bolsas que tienen distintas anchuras cuesta mucho en términos de planta y de inversión de equipos. Es por lo tanto práctica general realizar el llenado de bolsas en una pluralidad de distintos tipos de bolsas que tienen distintas anchuras usando la misma máquina de llenado y envasado. En este caso, generalmente, el espaciado S1 (posición intermedia) se establece constante de conformidad con la anchura de las bolsas que tienen la anchura más pequeña de todas las bolsas a ser usadas, y el espaciado especificado S (posición de espera) se establece constante de conformidad con la anchura de las bolsas que tienen la anchura más grande de todas las bolsas a ser usadas. El ritmo de cuando adherir las copas de succión a una bolsa y cuando liberar las copas de succión de la bolsa, es decir los ritmos de aplicación y liberación de vacío, también se establecen típicamente constantes desde el punto de vista de la eficiencia de funcionamiento.
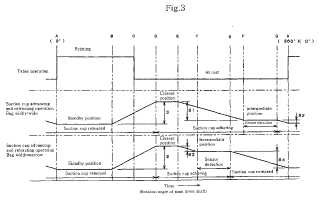
La Fig. 7 ilustra las operaciones de la técnica anterior. En este caso, la adhesión y separación de las copas de succión a y desde la bolsa y el movimiento y detención de las copas de succión son como se muestra en el diagrama de tiempo de la Fig. 4. En la Fig. 4, el término "posición de espera" se refiere a dónde están las copas de succión en posiciones respectivas en las cuales el espaciado entre medias es S, es decir el espaciado especificado S como se expresa en la Publicación de Solicitud de Patente Japonesa Nº Hei 08-40420. El término "posición intermedia" se refiere a dónde están las copas de succión en sus posiciones respectivas en las que el espaciado entre medias es S1, el cual es menor que el espaciado especificado S. El término "posición más cercana" se refiere a dónde están las copas de succión en sus posiciones respectivas en las que las copas de succión se apoyan contra las superficies exteriores respectivas de las paredes de lados opuestos de una bolsa cerrada. La detección de vacío con el sensor se realiza durante el periodo de tiempo que las copas de succión están en las posiciones intermedias.
En el caso de bolsas que tienen una anchura estrecha, el espaciado S1 se establece de conformidad con las bolsas que tienen la anchura más pequeña, como se expresó anteriormente. Por lo tanto, cuando las copas de succión se mueven desde la primera posición de separación (posición intermedia) donde el espaciado es S1 hacia la segunda posición de separación (posición de espera) donde el espaciado es S, la bolsa se separa a la fuerza a partir de las copas de succión que se adhieren a la misma (en el punto a en la Fig. 7, por ejemplo) . Se ha encontrado que una pared lateral de una bolsa se moverá algunas veces hacia el otro lado en reacción a esta separación forzada, provocando que en la boca de la bolsa no permanezca abierta tanto como se desee (ver Fig. 8) . Por consiguiente, aunque el aparato ha considerado que la bolsa se ha abierto satisfactoriamente... [Seguir leyendo]
Reivindicaciones:
1. Un método de apertura de bolsas para usar en el llenado y envasado de bolsas en el cual una bolsa (B) se sujeta en sus bordes de lados opuestos lateralmente con un par de miembros de sujeción (5, 5) y se mueve a lo largo de un trayecto predeterminado para abrir dicha bolsa (B) y llenar un artículo a ser envasado en dicha bolsa (B) , dicho método que comprende los pasos de:
mover un par de copas de succión (23, 23) las cuales están enfrentadas una de la otra desde posiciones de espera mutuamente separadas respectivas a posiciones más cercanas respectivas en las cuales dichas copas de succión (23, 23) están más cercanas una de la otra; aplicar un vacío a dicho par de copas de succión (23, 23) para adherir a las superficies exteriores de las paredes de lados opuestos de dicha bolsa (B) en dichas posiciones más cercanas; retraer dichas copas de succión (23, 23) una lejos de la otra a las posiciones intermedias respectivas entre dichas posiciones más cercanas y dichas posiciones en espera mientras que se mueven dichos miembros de sujeción (5, 5) uno hacia el otro en sincronismo con el movimiento de dichas copas de succión (23, 23) a las posiciones intermedias; mantener dichas copas de succión (23, 23) paradas en dichas posiciones intermedias durante un periodo de tiempo predeterminado; medir el vacío que se aplica a dichas copas de succión (23, 23) en algún punto durante un periodo de tiempo que comienza inmediatamente antes de que dichas copas de succión (23, 23) alcancen dichas posiciones intermedias y finaliza en una terminación del periodo de tiempo durante el cual dichas copas de succión se paran en dichas posiciones intermedias; retraer dichas copas de succión (23, 23) de dichas posiciones intermedias a dichas posiciones de espera, respectivamente; detener la aplicación del vacío a dichas copas de succión (23, 23) ; y comparar el vacío medido con un valor de referencia prefijado para juzgar si dicha bolsa (B) se ha abierto satisfactoriamente o no; dicho método caracterizado porque: el paso de parar la aplicación del vacío a dichas copas de succión (23, 23) se ejecuta en un momento entre un tiempo después de la medición del vacío y un tiempo inmediatamente después de comenzar el movimiento de dichas copas de succión (23, 23) a dichas posiciones de espera; y porque el método además comprende el paso de cambiar las posiciones de dichas posiciones intermedias de acuerdo con una anchura de la bolsa (B) .
2. El método de apertura de bolsas de la reivindicación 1, caracterizado porque:
el método además comprende el paso de detectar la anchura de dicha bolsa (B) ; y porque el paso de cambiar las posiciones de dichas posiciones intermedias se lleva a cabo en base a dicha anchura detectada.
3. El método de apertura de bolsas de la reivindicación 1 o 2, caracterizado porque:
una velocidad de movimiento de dichas copas de succión (23, 23) desde dichas posiciones más cercanas a dichas posiciones intermedias, un tiempo de permanencia de dichas copas de succión (23, 23) en dichas posiciones intermedias, y una velocidad de movimiento de dichas copas de succión (23, 23) desde dichas posiciones intermedias a dichas posiciones de espera son constantes sin tener en cuenta las posiciones de dichas posiciones intermedias.
4. Un aparato de apertura de bolsas (21) para usar en una máquina de llenado y envasado de bolsas (1) en la cual una bolsa (B) se sujeta en sus bordes de lados opuestos lateralmente con un par de miembros de sujeción (5, 5) y se mueven a lo largo de un trayecto predeterminado para abrir dicha bolsa (B) y llenar un artículo a ser envasado en dicha bolsa (B) , dicho aparato (21) que comprende:
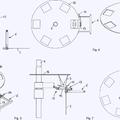
un par de copas de succión (23, 23) dispuestas enfrentadas una de la otra y conectadas a una fuente de vacío (47) a través de una válvula de conmutación (49) ; un servomotor (37) que mueve dichas copas de succión (23, 23) entre las posiciones de espera mutuamente espaciadas respectivamente, las posiciones más cercanas respectivas en las cuales dichas copas de succión están más cercanas una de la otra, y las posiciones intermedias respectivas entre dichas posiciones de espera y las posiciones más cercanas; un sensor de presión (51) que detecta un vacío que actúa en dichas copas de succión (23, 23) ; y un controlador (53) que tiene una primera unidad de control que controla la aplicación de un vacío a dichas copas de succión (23, 23) , una segunda unidad de control que controla dicho servomotor (37) para controlar el movimiento y parada de dichas copas de succión (23, 23) , una tercera unidad de control que controla el tiempo de detección de vacío mediante dicho sensor de presión (51) , una unidad de juicio que compara dicho vacío detectado con un valor de referencia prefijado para juzgar si dicha bolsa (B) se ha abierto satisfactoriamente o no, dicho aparato de apertura de bolsas (21) caracterizado porque dicho aparato de apertura de bolsas (21) además comprende una cuarta unidad de control que cambia las posiciones de dichas posiciones intermedias de acuerdo con una anchura de una bolsa (B) a ser usada.
5. El aparato de apertura de bolsas (21) de la reivindicación 4, caracterizado porque:
dicha segunda unidad de control mueve dichas copas de succión (23, 23) desde dichas posiciones de espera a dichas posiciones más cercanas, para dichas copas de succión (23, 23) en dichas posiciones más cercanas durante un periodo de tiempo predeterminado, mueve dichas copas de succión (23, 23) a dichas posiciones intermedias, para dichas copas de succión (23, 23) en dichas posiciones intermedias durante un periodo de tiempo predeterminado, mueve dichas copas de succión (23, 23) a dichas posiciones de espera, y para dichas copas de succión en dichas posiciones de espera durante un periodo de tiempo predeterminado; dicha tercera unidad de control hace que dicho sensor de presión (51) mida un vacío que actúa en dichas copas de succión (23, 23) en algún punto durante un periodo de tiempo que comienza inmediatamente antes de que dichas copas de succión (23, 23) alcancen dichas posiciones intermedias y finaliza en una terminación del periodo de tiempo durante el cual dichas copas de succión (23, 23) paran en dichas posiciones intermedias; y porque dicha primera unidad de control comienza la aplicación de un vacío a dichas copas de succión (23, 23) en algún punto durante un periodo de tiempo que comienza inmediatamente antes de que dichas copas de succión (23, 23) alcancen dichas posiciones más cercanas y finaliza en una terminación del periodo de tiempo durante el cual dichas copas de succión paran en dichas posiciones más cercanas y libera el vacío en un momento entre un tiempo después de la medición del vacío y un tiempo inmediatamente después que comience el movimiento de dichas copas de succión (23, 23) a dichas posiciones de espera.
6. El aparato de apertura de bolsas (21) de la reivindicación 4 o 5, caracterizado porque:
dicho aparato de apertura de bolsas (21) además comprende una unidad de detección de anchura de bolsas (8) que detecta la anchura de dicha bolsa; y porque dicha cuarta unidad de control cambia las posiciones de dichas posiciones intermedias en base a una señal desde dicha unidad de detección de anchura de bolsas (8) .
7. El aparato de apertura de bolsas (21) de cualquiera de las reivindicaciones 4 a 6, caracterizado porque:
dicha segunda unidad de control mantiene constante una velocidad de movimiento de dichas copas de succión (23, 23) desde dichas posiciones más cercanas a dichas posiciones intermedias, un tiempo de permanencia de dichas copas de succión (23, 23) en dichas posiciones intermedias, y una velocidad de movimiento de dichas copas de succión (23, 23) desde dichas posiciones intermedias a dichas posiciones de espera sin tener en cuenta el cambio de posiciones de dichas posiciones intermedias hecho por dicha cuarta unidad de control.
Patentes similares o relacionadas:
Aparato de apertura de bolsas y procedimiento de apertura de bolsas, del 17 de Junio de 2020, de TOYO JIDOKI CO., LTD.: Un aparato de apertura de bolsas que comprende una unidad de formación de espacios para doblar al menos una porción de pared frontal , […]
Un aparato de recogida de contenedores en una configuración aplanada y de apertura de los contenedores, del 23 de Octubre de 2019, de MARCHESINI GROUP S.P.A.: Un aparato de recogida de contenedores (A) en una configuración aplanada y de apertura de contenedores (A), que comprende: - un […]
Dispositivo de apertura de sacos para máquinas formadoras, llenadoras, selladoras, del 9 de Octubre de 2019, de PAYPER S.A.: Dispositivo de apertura de sacos para una máquina formadora, llenadora, selladora, que comprende dos módulos de acoplamiento para acoplarse a cada lado […]
Máquina de llenado para el llenado de un paquete de tipo bolsa flexible, del 18 de Septiembre de 2019, de ECOLEAN AB: Una máquina de llenado para llenar paquetes de tipo bolsa flexible, teniendo cada uno un canal de llenado y siendo esencialmente plano en un estado no llenado […]
Dispositivo y procedimiento para transportar y llenar sacos, del 14 de Agosto de 2019, de Statec Binder GmbH: Un dispositivo para transportar y llenar sacos , preferentemente sacos de boca abierta, que comprende un dispositivo de llenado giratorio alrededor […]
 Aparato y procedimiento para transportar y llenar sacos, del 31 de Julio de 2019, de Statec Binder GmbH: Dispositivo para transportar y llenar sacos , preferentemente sacos abiertos, que comprende un dispositivo de llenado giratorio alrededor de un eje de rotación con […]
Aparato y procedimiento para transportar y llenar sacos, del 31 de Julio de 2019, de Statec Binder GmbH: Dispositivo para transportar y llenar sacos , preferentemente sacos abiertos, que comprende un dispositivo de llenado giratorio alrededor de un eje de rotación con […]
Dispositivo de agarre para una máquina de envasado y llenado de bolsas, del 10 de Junio de 2019, de TOYO JIDOKI CO., LTD.: Un dispositivo de agarre previsto en una máquina de envasado y llenado de bolsas en una variedad de cantidades y movido a lo largo de una trayectoria […]
MÉTODO PARA PREALIMENTAR PLANCHAS EN UN CARGADOR DE PLANCHAS DE UNA MÁQUINA FORMADORA DE CAJAS, PRE-ALIMENTADOR DE PLANCHAS, E INSTALACIÓN PARA LA FORMACIÓN DE CAJAS A PARTIR DE PLANCHAS, del 21 de Mayo de 2019, de TELESFORO GONZÁLEZ MAQUINARIA, SL: Método para pre-alimentar planchas en un cargador de planchas de una máquina formadora de cajas , pre-alimentador de planchas , e instalación para […]