Mejoras en o en relación con materiales de moldeo.
Material de moldeo que comprende una capa fibrosa que lleva un material resinoso para tener un patrón que comprende unas bandas,
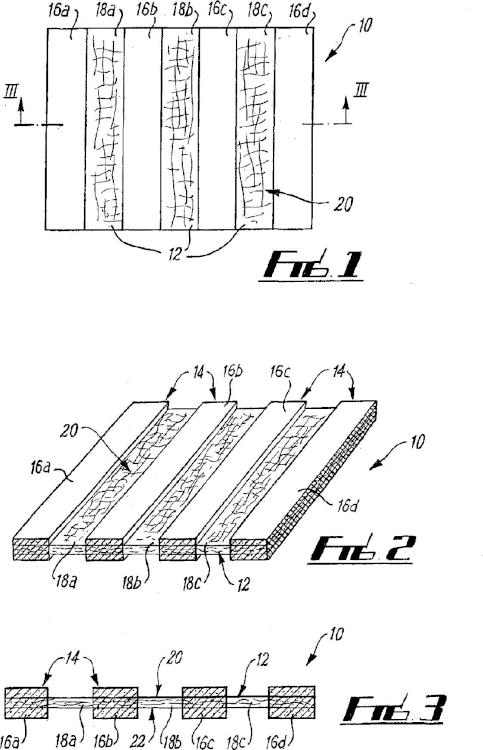
rayas o cuadrados con un contenido en resina relativamente alto que se extienden en una configuración separada a través de un lado de la capa fibrosa, en el que la resina está totalmente impregnada a través del espesor de la capa fibrosa de modo que unas bandas, rayas o cuadrados correspondientes están dispuestas en la superficie del lado inferior de la capa fibrosa, separadas por al menos otra zona con un contenido en resina relativamente bajo que está desprovista de resina definida en el lado de la capa fibrosa, en el cual uno o más pasos de aire están proporcionados por la(s) zona(s) con un contenido en resina relativamente bajo en el lado de la capa fibrosa para la eliminación de aire durante el curado del material
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/GB2002/001863.
Solicitante: Umeco Structural Materials (Derby) Limited.
Inventor/es: STEELE,Mark Raymond, CORDEN,THOMAS, CHOUDRY,ARSHAD.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29B15/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29B PREPARACION O PRETRATAMIENTO DE MATERIAS A CONFORMAR; FABRICACION DE GRANULOS O DE PREFORMAS; RECUPERACION DE LAS MATERIAS PLASTICAS O DE OTROS CONSTITUYENTES DE MATERIALES DE DESECHO QUE CONTIENEN MATERIAS PLASTICAS. › B29B 15/00 Pretratamiento de la materia a trabajar no cubierto por los grupos B29B 7/00 - B29B 13/00. › Revestimiento o impregnación (aplicación de líquido, en general B05).
- B29B15/12 B29B 15/00 […] › de agentes de refuerzo de longitud indefinida.
- B29C70/54 B29 […] › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
- B44C3/04 B […] › B44 ARTES DECORATIVAS. › B44C REALIZACION DE EFECTOS DECORATIVOS (procedimientos para aplicar líquidos u otros materiales fluidos a superficies en general B05D; conformación de materias plásticas o de sustancias en estado plástico B29C; procedimientos de impresión para imágenes-transferencia B41M 3/12; procedimientos termográficos de reproducción o de marcado B41M 5/00 ); MOSAICOS; MARQUETERIA (imitación de mosaicos o de marquetería B44F 11/04 ); COLOCACION DE PAPELES PINTADOS. › B44C 3/00 Procesos, no expresamente previstos en otro lugar, para la realización de estructuras ornamentales. › Modelado de materias plásticas, p. ej. arcilla.
- B44C5/04 B44C […] › B44C 5/00 Procesos para la realización de objetos decorativos particulares. › Placas ornamentales, p. ej. paneles decorativos, placas decorativas.
- C08J5/24 QUIMICA; METALURGIA. › C08 COMPUESTOS MACROMOLECULARES ORGANICOS; SU PREPARACION O PRODUCCION QUIMICA; COMPOSICIONES BASADAS EN COMPUESTOS MACROMOLECULARES. › C08J PRODUCCION; PROCESOS GENERALES PARA FORMAR MEZCLAS; TRATAMIENTO POSTERIOR NO CUBIERTO POR LAS SUBCLASES C08B, C08C, C08F, C08G o C08H (trabajo, p. ej. conformado, de plásticos B29). › C08J 5/00 Fabricación de artículos o modelado de materiales que contienen sustancias macromoleculares (fabricación de membranas semipermeables B01D 67/00 - B01D 71/00). › Impregnación de materiales con prepolímeros que pueden ser polimerizados in situ , p. ej. fabricación de productos preimpregnados.
- D06N7/04 TEXTILES; PAPEL. › D06 TRATAMIENTO DE TEXTILES O SIMILARES; LAVANDERIA; MATERIALES FLEXIBLES NO PREVISTOS EN OTRO LUGAR. › D06N MATERIALES DE REVESTIMIENTO PARA MUROS, SUELOS O SIMILARES, p. ej. LINOLEUM, TELA ENCERADA, CUERO ARTIFICIAL, CARTON ALQUITRANADO, QUE CONSISTEN EN UN TEJIDO DE FIBRAS RECUBIERTO DE UNA CAPA DE SUSTANCIA MACROMOLECULAR; MATERIALES EN FORMA DE HOJAS FLEXIBLES, NO PREVISTOS EN OTRO LUGAR. › D06N 7/00 Materiales en forma de hojas flexibles, no previstos en otro lugar, p. ej. hilos, filamentos, hilados o tramas textiles, pegados sobre materiales macromoleculares (superficies con estructuras de base papel o cartón quedan cubiertas en D21H 27/20). › caracterizados por sus propiedades de superficie.
PDF original: ES-2520840_T3.pdf

Fragmento de la descripción:
Mejoras en o en relación con materiales de moldeo.
La presente Invención se refiere a la mejora en o en relación con materiales de moldeo y a procedimientos para producir materiales de moldeo.
Se conocen materiales de moldeo particularmente para moldear artículos moldeados reforzados con fibras en forma de una capa de material fibroso que está totalmente impregnada con una cantidad predeterminada de material resinoso. Éstos se conocen convencionalmente como materiales preimpregnados. Dichos materiales preimpregnados se laminan habitualmente dentro de un molde y a continuación se curan para producir un material compuesto, el artículo moldeado reforzado con fibras.
Una desventaja particular de dichos materiales preimpregnados es que durante el moldeo puede quedar atrapado aire entre las capas de material preimpregnado lo que provocará una porosidad a nivel macro y microscópico. Tal porosidad provocará debilidad y otras características no deseables en el artículo moldeado.
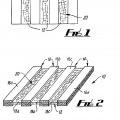
Se han empleado diversos procedimientos para hacer frente a este problema, y uno de estos procedimientos es utilizar materiales de moldeo que comprenden una capa de material fibroso en uno de cuyos lados se proporciona una capa de material resinoso. A veces esta capa resinosa puede impregnarse parcialmente en la capa fibrosa.
La superficie no impregnada de la capa fibrosa proporciona trayectos de aire para que el aire atrapado se mueva a lo largo de los mismos a medida que se extrae durante el proceso de moldeo que convencionalmente emplea la utilización de un vacío para extraer el aire atrapado del material.
Dichos materiales preimpregnados por un lado han resultado útiles particularmente cuando el material resinoso utilizado se cura a temperaturas relativamente altas, es decir por encima de aproximadamente 12°C. Sin embargo, pueden producirse problemas si se requiere un curado a temperaturas relativamente bajas, por ejemplo a de temperatura ambiente a aproximadamente 12°C porque para un curado a temperatura baja de este tipo las resinas utilizadas presentan una viscosidad relativamente baja, lo cual da como resultado que la resina migre gradualmente al interior de e impregne la capa fibrosa y una pérdida relativamente rápida de la naturaleza unilateral del material preimpregnado.
Se produce una desventaja adicional de los materiales preimpregnados por un lado cuando, como es habitual, se requiere que el material se pegue o adhiera a la cara de una herramienta y capas posteriores del material preimpregnado. Las capas fibrosas secas no presentarán ninguna característica adhesiva, es decir, no presentarán adhesividad, y así retener dichos materiales preimpregnados en la posición deseada dentro de un molde a menudo requiere la utilización de otros agentes tales como agentes de adhesividad, aglutinantes y adhesivos en spray. Sin embargo, dichos agentes pueden "empapar" la capa fibrosa seca, eliminando así los trayectos de aire necesarios para conseguir bajos niveles de porosidad. Dichos agentes también pueden presentar otras desventajas, por ejemplo pueden reducir las propiedades mecánicas dichos como el cizallamiento interlaminar y a menudo se basan en disolventes dando como resultado problemas medioambientales y de salud y seguridad. El moldeo con materiales preimpregnados por un lado puede ser laborioso y a menudo puede dar como resultado la pérdida de definición en un artículo moldeado, especialmente en las esquinas afiladas y los detalles.
El documento XP966663 trata el problema de los huecos en materiales laminados gruesos de materiales preimpregnados utilizando materiales preimpregnados por un lado o materiales preimpregnados parcialmente impregnados. Una capa de material fibroso presenta una capa de material resinoso aplicada sobre una superficie de la misma y se permite que el material resinoso se impregne parcialmente a través del espesor del material fibroso
El documento XP966425 es una continuación de la teoría comentada en el documento XP966668. De nuevo se refiere a materiales preimpregnados parcialmente impregnados, tal como se comentó anteriormente.
El documento EP-A-312 993 se refiere a un procedimiento de impregnación con resina en la producción de materiales preimpregnados y similares. Se refiere a la solución del problema de que la resina se "escurra" que se produce cuando se aumentan determinados parámetros tales como la tasa de producción más allá de un determinado nivel en la producción automatizada de material preimpregnado.
El problema se trata introduciendo una capa de resina en una capa de material de tipo lámina y consolidándolas utilizando un rodillo de presión que presenta un patrón irregular en su superficie.
La impregnación de la resina en la capa de fibras es localizada en el sentido de que sólo determinadas zonas de la capa de fibras se han forzado al interior de la película de resina para su impregnación por la resina. Como la resina siempre se proporciona en forma de lámina o capa, no existen zonas desprovistas de resina sobre la capa fibrosa y que proporcionen pasos de aire para la evacuación de aire.
El documento WO-A-99/21697 se refiere a una preforma adecuada para su utilización en moldeo por transferencia de resina en la que se proporciona una retícula de película de resina polimérica que puede curarse y muy ligera simplemente para mantener juntas las fibras dentro de la capa fibrosa, que de otro modo tenderían a moverse y a distanciarse unas de otras. La retícula de resina es muy ligera y forma parte de la superficie de esta capa fibrosa.
El documento WO-A-145 se refiere a un procedimiento de fabricación de un material laminado libre de huecos utilizando materiales preimpregnados parcialmente impregnados. La resina se proporciona sobre la capa de tejido en forma de película continua. El grado de impregnación de la película de resina a través del espesor de la capa de tejido determina el grado de impregnación (es decir parcial). Se describe como que se controla de modo que hay suficientes fibras secas en el centro del material preimpregnado y la resina es un "recubrimiento uniforme", lo cual da como resultado una "película homogénea sobre el sustrato".
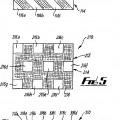
Según la presente invención se proporciona un material de moldeo que comprende una capa fibrosa que lleva un material resinoso para presentar un patrón que comprende bandas, rayas o cuadrados con un contenido en resina relativamente alto que se extienden en una configuración separada a través de un lado de la capa fibrosa, en el que la resina está totalmente impregnada a través del espesor de la capa fibrosa de modo que se proporcionan bandas, rayas o cuadrados correspondientes en la superficie inferior de la capa fibrosa, separados por al menos otra zona con un contenido en resina relativamente bajo que está desprovista de resina definida en el lado de la capa fibrosa donde se proporcionan uno o más pasos de aire por la(s) zona(s) con un contenido en resina relativamente bajo en el lado de la capa fibrosa para la eliminación de aire durante el curado del material.
Preferentemente el material de moldeo se dispone de modo que durante el curado o curado parcial el material resinoso se mueve para proporcionar una distribución sustancialmente uniforme del material resinoso entre las
zonas.
Preferentemente el material se dispone de modo que durante el curado el material resinoso de dicha(s) zona(s) con contenido en resina relativamente alto se mueve sobre la(s) zona(s) con contenido en resina relativamente bajo.
Preferentemente el material resinoso puede fluir durante el curado al interior de la(s) zona(s) con un contenido en resina relativamente bajo para impregnar la capa fibrosa.
Preferentemente dicha una o más de la(s) zona(s) con un contenido en resina relativamente bajo están sustancialmente desprovistas de resina y de manera deseable comprenden material fibroso sustancialmente seco.
La cantidad de resina puede diferir en los respectivos lados de la capa. Preferentemente el área de superficie resinosa es sustancialmente la misma en los respectivos lados de la capa fibrosa.
Según una alternativa aún adicional pueden proporcionarse una o más zonas con un contenido en resina relativamente alto y con un contenido en resina relativamente bajo en cada lado de la capa fibrosa, siendo por lo menos una de la(s) zona(s) en uno de dichos lados distinta de la o al menos una de las zonas en dicho otro lado.
Preferentemente la cantidad de material resinoso en cada zona con un contenido en resina relativamente alto es sustancialmente la misma. Alternativamente la cantidad de material resinoso puede diferir entre alguna o todas dichas zonas con un contenido en resina relativamente alto.
El patrón de las zonas con... [Seguir leyendo]
Reivindicaciones:
1. Material de moldeo que comprende una capa fibrosa que lleva un material resinoso para tener un patrón que comprende unas bandas, rayas o cuadrados con un contenido en resina relativamente alto que se extienden en una configuración separada a través de un lado de la capa fibrosa, en el que la resina está totalmente impregnada a través del espesor de la capa fibrosa de modo que unas bandas, rayas o cuadrados correspondientes están dispuestas en la superficie del lado inferior de la capa fibrosa, separadas por al menos otra zona con un contenido en resina relativamente bajo que está desprovista de resina definida en el lado de la capa fibrosa, en el cual uno o más pasos de aire están proporcionados por la(s) zona(s) con un contenido en resina relativamente bajo en el lado de la capa fibrosa para la eliminación de aire durante el curado del material.
2. Material de moldeo según la reivindicación 1, caracterizado por que el material resinoso está dispuesto para moverse durante el curado o curado parcial para proporcionar una distribución sustancialmente uniforme del material resinoso entre las zonas tras el curado o curado parcial.
3. Material de moldeo según la reivindicación 2, caracterizado por que durante el curado, el material resinoso de dicha(s) zona(s) con un contenido en resina relativamente alto se desplaza sobre la(s) zona(s) con un contenido en resina relativamente bajo.
4. Material de moldeo según la reivindicación 3, caracterizado por que el material resinoso puede fluir durante el curado al interior de la(s) zona(s) con un contenido en resina relativamente bajo para impregnar la capa fibrosa.
5. Material de moldeo según cualquiera de las reivindicaciones anteriores, caracterizado por que dicha una o más de la(s) zona(s) con un contenido en resina relativamente alto impregnan por lo menos parcialmente la capa fibrosa en la zona con un bajo contenido en resina durante el curado.
6. Material de moldeo según cualquiera de las reivindicaciones anteriores, caracterizado por que la cantidad de resina difiere en los respectivos lados de la capa.
7. Material de moldeo según cualquiera de las reivindicaciones anteriores, caracterizado por que el área de superficie resinosa es sustancialmente la misma en los respectivos lados de la capa fibrosa.
8. Material de moldeo según cualquiera de las reivindicaciones anteriores, caracterizado por que una o más zonas con un contenido en resina relativamente alto y con un contenido en resina relativamente bajo está(n) dispuesta(s) en cada lado de la capa fibrosa, siendo por lo menos una de la(s) zona(s) en uno de dichos lados distinta de por lo menos una de las zonas en dicho otro lado.
9. Material de moldeo según cualquiera de las reivindicaciones anteriores, caracterizado por que la cantidad de material resinoso en cada zona con un contenido en resina relativamente alto es sustancialmente la misma.
1. Material de moldeo según cualquiera de las reivindicaciones 1 a 8, caracterizado por que la cantidad de material resinoso difiere entre algunas, o todas de dichas zonas con un contenido en resina relativamente alto.
11. Material de moldeo según cualquiera de las reivindicaciones 1 o 1, caracterizado por que el patrón de las zonas con un contenido en resina relativamente alto es generalmente direccional.
12. Material de moldeo según la reivindicación 11, caracterizado por que el patrón se extiende en una dirección predeterminada con respecto a una dirección característica de la capa fibrosa.
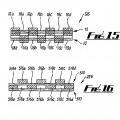
13. Material de moldeo según cualquiera de las reivindicaciones 1 a 12, caracterizado por que el patrón comprende diversas zonas que se extienden a lo largo de la urdimbre y la trama de una capa de material fibroso tejido.
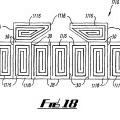
14. Material de moldeo según cualquiera de las reivindicaciones 1 a 13, caracterizado por que el patrón define uno o más símbolos, tales como letras, palabras, logotipos o similares.
15. Material de moldeo según cualquiera de las reivindicaciones 1 a 14, caracterizado por que están dispuestas unas regiones en el material de moldeo y está dispuesto un patrón de las zonas con un contenido en resina relativamente alto en por lo menos una de dichas regiones.
16. Material de moldeo según la reivindicación 15, caracterizado por que el patrón es el mismo en algunas de las regiones o en todas ellas.
17. Material de moldeo según la reivindicación 15, caracterizado por que un patrón diferente está situado en alguna región o en cada región en la que está dispuesto un patrón.
18. Material de moldeo según cualquiera de las reivindicaciones 15 a 17, caracterizado por que las regiones están
definidas por lo menos en parte, por unas líneas de plegado o ubicaciones en las que el material se pliega o se dobla o está destinado a plegarse o a doblarse particularmente en un molde durante la utilización.
19. Material de moldeo según cualquiera de las reivindicaciones anteriores, caracterizado por que el material resinoso es suficientemente viscoso para permanecer sustancialmente en la(s) zona(s) deseada(s) durante un tiempo predeterminado.
2. Material de moldeo según la reivindicación 19, caracterizado por que el material resinoso es suficientemente viscoso para permitir que el material de moldeo sea generalmente estable para su utilización durante por lo menos la vida exterior del material resinoso.
21. Material de moldeo según la reivindicación 19 o 2, caracterizado por que el material resinoso puede curarse a temperaturas de hasta 12°C.
22. Material de moldeo según cualquiera de las reivindicaciones anteriores, caracterizado por que el material resinoso comprende un material termoendurecible que incluye uno cualquiera o varios de entre epoxi-fenol- novolacas, epoxi-novolacas, epoxi-cresol-novolacas, resinas epoxídicas de bisfenol A, resinas epoxídicas de bisfenol F, resinas multifuncionales, resina epoxídica multifuncional, resinas fenólicas, ásteres de cianato, BMI, poliésteres, materiales termoplásticos.
23. Material de moldeo según la reivindicación 22, caracterizado por que el material resinoso contiene hasta el 7% de aditivos en peso.
24. Material de moldeo según la reivindicación 23, caracterizado por que el material resinoso comprende menos del 4% de aditivos en peso.
25. Material de moldeo según cualquiera de las reivindicaciones 23 o 24, caracterizado por que los aditivos incluyen uno o más de entre termoplásticos, retardadores de la llama, cargas y agentes de curado, incluyendo combinaciones y mezclas de los mismos.
26. Material de moldeo según cualquiera de las reivindicaciones anteriores, caracterizado por que el material resinoso comprende un material termoplástico.
27. Material de moldeo según cualquiera de las reivindicaciones anteriores, caracterizado por que la capa fibrosa comprende una única capa de material fibroso.
28. Material de moldeo según cualquiera de las reivindicaciones 1 a 26, caracterizado por que la capa fibrosa comprende una pluralidad de capas de material.
29. Material de moldeo según cualquiera de las reivindicaciones anteriores, caracterizado por que el material fibroso es generalmente continuo dentro de la capa, tal como material tejido.
3. Material de moldeo según cualquiera de las reivindicaciones anteriores, caracterizado por que el material fibroso es generalmente discontinuo dentro de la capa, tal como material de mallado cortado.
31. Material de moldeo según cualquiera de las reivindicaciones 28 a 3, caracterizado por que las capas comprenden los mismos o alternativamente diferentes tipos de material fibroso.
32. Material de moldeo según cualquiera de las reivindicaciones anteriores, caracterizado por que el material fibroso comprende uno o más de entre fibra de vidrio, fibra de carbono, aramida, PE, PBO, fibras naturales de boro, tejido cosido, cinta UD, material no tejido tal como fibras termoplásticas de poliéster y/o vidrio o mezclas de los mismos.
33. Material de moldeo según cualquiera de las reivindicaciones anteriores, caracterizado por que el material de moldeo comprende una capa adicional de material, tal como material fibroso y/o material resinoso juntada a una o más de la(s) zona(s) con un contenido en resina relativamente alto en un lado de la capa fibrosa.
34. Material de moldeo según la reivindicación 33, caracterizado por que dicha capa adicional está prevista en ambos lados del material de moldeo.
35. Material laminado de moldeo que comprende una pluralidad de capas de material de moldeo según cualquiera de las reivindicaciones anteriores.
36. Material laminado de moldeo según la reivindicación 35, caracterizado por que la(s) zona(s) con un contenido en resina relativamente bajo en capas adyacentes están alineadas una sobre otra.
37. Material laminado de moldeo según la reivindicación 35, caracterizado por que alguna o todas las zonas con un
contenido en resina relativamente bajo en láminas adyacentes no están alineadas una sobre otra.
38. Material laminado de moldeo según la reivindicación 37, caracterizado por que la(s) zona(s) se solapan por lo menos parcialmente entre láminas adyacentes.
39. Procedimiento de producción de un material de moldeo que comprende proporcionar un material resinoso para tener un patrón que comprende unas bandas, rayas o cuadrados con un contenido en resina relativamente alto que se extienden en una configuración separada a través de un lado de una capa fibrosa, en el que la resina está totalmente impregnada a través del espesor de la capa fibrosa de modo que unas bandas, rayas o cuadrados correspondientes están dispuestas en la superficie del lado inferior de la capa fibrosa, y separadas por al menos una zona con un contenido en resina relativamente bajo que está desprovista de resina en el lado de la capa de material fibroso, en el que uno o más pasos de aire están proporcionados en el lado de la capa fibrosa por la(s) zona(s) con un contenido en resina relativamente bajo para la eliminación de aire durante el curado del material.
4. Procedimiento según la reivindicación 39, caracterizado por que la(s) zona(s) con un contenido en resina relativamente alto está(n) impresa(s), pulverizada(s) y/o pintada(s) sobre el material fibroso.
41. Procedimiento de moldeo de un material compuesto, caracterizado por que el procedimiento comprende calentar el material de moldeo según cualquiera de las reivindicaciones 1 a 34, para hacer que el material resinoso se desplace para distribuirse de manera sustancialmente uniforme entre las zonas.
42. Procedimiento según la reivindicación 41, caracterizado por que el material está situado en o contra un molde o herramienta durante el moldeo.
43. Procedimiento según la reivindicación 42, caracterizado por que el material está situado con la(s) zona(s) con un contenido en resina relativamente alto situada(s) contra el molde o herramienta para facilitar su ubicación durante el curado.
44. Procedimiento según cualquiera de las reivindicaciones 41 a 43, caracterizado por que el material está moldeado en un vacío sustancial u otras condiciones de baja presión para facilitar la eliminación de aire a través de la(s) zona(s) con un contenido en resina relativamente bajo.
45. Procedimiento según cualquiera de las reivindicaciones 41 a 44, caracterizado por que el material de moldeo previsto es un material laminado de moldeo según cualquiera de las reivindicaciones 35 a 38.
Patentes similares o relacionadas:
Composición de resina epoxídica, material preimpregnado y material compuesto reforzado con fibra de carbono, del 29 de Julio de 2020, de TORAY INDUSTRIES, INC.: Una composición de resina epoxídica que comprende al menos los componentes que se mencionan a continuación [A] a [D], representando el componente [A] de 5 a 40 partes […]
Mejoras para aditivos de matrices, del 15 de Julio de 2020, de HEXCEL COMPOSITES LIMITED: Un aditivo para una matriz de resina termoestable, teniendo el aditivo un núcleo que comprende una partícula o un velo termoplásticos y un […]
Materiales compuestos reforzados con fibras fabricados con polímeros termoplásticos de múltiples piezas, del 1 de Julio de 2020, de JOHNS MANVILLE: Un método para fabricar un artículo de material compuesto reforzado con fibras, método que comprende: I) suministrar a un molde un material […]
Preimpregnado de hilo unidireccional a 0°, procedimiento de fabricación del mismo y procedimiento de producción de material compuesto preimpregnado multiaxial utilizando el mismo, del 17 de Junio de 2020, de KOLON INDUSTRIES, INC.: Procedimiento de fabricación de un preimpregnado de hilo unidireccional a 0°, en el que los filamentos de alta resistencia están dispuestos en paralelo entre sí en una dirección […]
Composición de película de revestimiento pigmentada resistente a los rayos UV y a la abrasión de un solo componente para preimpregnados, y método para su preparación, del 10 de Junio de 2020, de CYTEC TECHNOLOGY CORP.: Una composición de película de revestimiento pigmentada de un solo componente resistente a la abrasión y a los rayos UV, que comprende: a. […]
Materiales compuestos, del 10 de Junio de 2020, de CYTEC TECHNOLOGY CORP.: Un material compuesto curable que comprende: i) al menos una capa estructural de fibras de refuerzo impregnadas con una matriz de […]
Estructura compuesta, del 3 de Junio de 2020, de HEXCEL COMPOSITES LIMITED: Una estructura compuesta que comprende una o más vías conductoras de electricidad y uno o más aislantes para aislar las vías de la mayor […]
Material compuesto termomaleable de polímero/fibra, del 27 de Mayo de 2020, de BASF SE: Procedimiento para la fabricación de un material compuesto termomaleable de polímero/fibra, usando un sustrato fibroso y un polímero P, en el que • el sustrato […]