Máquina y procedimiento para fabricar filtros de cigarrillos.
Máquina para fabricar filtros para la fabricación de filtros de cigarrillo segmentados (2;
2a; 2b), comprendiendo la máquina (1) una primera parte para combinar una cantidad de segmentos de filtro (3, 4) y una segunda parte para componer y cortar los filtros (2; 2a; 2b); comprendiendo la primera parte por lo menos un dispositivo de combinación (15) para combinar varios tipos de segmentos de filtro (3, 4) realizados en varios tipos de material de filtrado para obtener una sucesión de grupos de filtro segmentado (16), presentando el dispositivo de combinación (15) una entrada (44) para cada tipo de segmento de filtro (3, 4) y una salida (41) para los grupos de filtro (16); y estando la máquina (1) caracterizada por que el dispositivo de combinación (15) comprende una placa horizontal (17) que presenta, en el lado superior, una sucesión de pistas (37 a 40) adaptadas para su seguimiento en parte por los segmentos (3, 4) y en parte por los grupos de filtro (16); definiendo la placa (17) una superficie de apoyo y soporte para los segmentos de filtro (3, 4) y los grupos de filtro (16) que se mueven, en funcionamiento, a lo largo de las pistas (37-40); siendo cada pista (37; 38; 39; 40) tangente a, y estando en comunicación con, cada pista adyacente (37; 38; 39; 40); y estando las entradas (44) y la salida (41) asociadas con las pistas (37; 40; 38) respectivas.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2011/000425.
Solicitante: Montrade S.r.l.
Nacionalidad solicitante: Italia.
Dirección: Via Armando Sarti 6 40123 Bologna ITALIA.
Inventor/es: GIANNINI,ANTONELLA, MONZONI,ALBERTO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A24D3/02 NECESIDADES CORRIENTES DE LA VIDA. › A24 TABACO; PUROS; CIGARRILLOS; DISPOSITIVOS PARA SIMULAR LA ACCIÓN DE FUMAR; ARTICULOS PARA FUMADORES. › A24D PUROS; CIGARRILLOS; FILTROS PARA EL HUMO DEL TABACO; BOQUILLAS DE PUROS O DE CIGARRILLOS; FABRICACION DE LOS FILTROS PARA EL HUMO DEL TABACO O DE BOQUILLAS. › A24D 3/00 Filtros para el humo del tabaco, p. ej. boquillas filtrantes, guarniciones filtrantes; Filtros especialmente adaptados para dispositivos para simular la acción de fumar; Boquillas para puros o cigarrillos (boquillas para pipas, puros o cigarrillos A24F 7/00). › Fabricación de filtros para humo de tabaco (fabricación de papel o de materiales celulósicos para filtros D21).
PDF original: ES-2500950_T3.pdf
Fragmento de la descripción:
Máquina y procedimiento para fabricar filtros de cigarrillos La presente invención se refiere a una maquina y a un procedimiento para fabricar filtros de cigarrillos, en particular, filtros de cigarrillos compuestos, es decir, que comprenden dos o más segmentos de materiat de filtrado.
Tal como es bien conocido, los segmentos mencionados anteriormente se pueden disponer bien de acuerdo con una linea continua, para formar una sucesión de filtros combinados, o separados entre si mediante espacios, para formar una sucesión de filtros con separaciones. Los distintos segmentos se pueden realizar bien en materiales de filtrado diferentes, o en el mismo material de filtrado, que se puede impregnar o no con aditivos líquidos o, en general, oon partículas, por ejemplo en forma de polvo.
Las máquinas para fabricar filtros compuestos normalmente son del tipo que se describe en los documentos WQ
2009/074540 Y FR-1280722; generalmente, comprenden un dispositivo de combinación provisto de una entrada para cada tipo de segmento y con una salida para elementos de filtro que comprende una combinación de segmentos de los tipos de segmento mencionados anteriormente.
En las máquinas conocidas del tipo descrito con anterioridad, se obtiene el avance de los segmentos por el dispositivo de combinación mediante tambores giratorios, que succionan los segmentos y, por lo tanto, las combinaciones de segmentos obtenidas, y las mantienen en el interior de bolsillos de transporte periféricos. Estos rodillos de succión, no solo resultan relativamente complejos desde un punto de vista estructural y caros desde un punto de vista energético, sino que también hacen que la máquina resulte relativamente rígida, debido a que los cambios en el formato y/o la distribución de los segmentos en las combinaciones de segmento deseadas se pueden obtener únicamente cambiando los tambores y/o las posiciones de las entradas del dispositivo de combinación.
El objetivo de la presente invención es proporcionar una máquina y un procedimiento para fabricar filtros de cigarrillos, en particular filtros compuestos, que resulten sencillos y económicos de producir y, al mismo tiempo, que garanticen una elevada flexibilidad en lo que respecta a los cambios en el formato de segmento y la distribución y un consumo energético relativamente bajo.
De acuerdo con la presente invención, se proporciona una maquina para fabricar filtros de cigarrillOS según la reivindicación 1 y, preferentemente, según cualquiera de las reivindicaciones dependientes directa o indirectamente de la reivindicación 1.
De acuerdo con la presente invención, también se proporciona un procedimiento para fabricar filtros de cigarrillos según la reivindicación 19 y, preferentemente, según cualquiera de las reivindicaciones dependientes directa o indirectamente de la reivindicación 19.
A continuación se describirá la presente invención haciendo referencia a los dibujos adjuntos, que ilustran algunas formas de realización no limitativas de la misma, en los que:
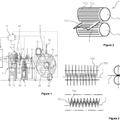
la figura 1 es una vista en alzado lateral de una primera forma de realización preferida de la máquina para fabricar filtros de la presente invención;
la figura 2 es una vista en planta parcial a escala ampliada de la máquina de la figura 1;
la figura 3 es una vista en perspectiva a escala ampliada de un detalle de la figura 2;
la figura 4 es una vista en perspectiva a escala ampliada en detalle de las figuras 2 y 3, con algunas partes en sección transversal y algunas partes retiradas en aras de la claridad;
la figura 5 es una vista en perspectiva esquemática de un detalle adicional de las figuras 2 y 3;
las figuras 6 y 7 ilustran esquemáticamente unos filtros respectivos que se pueden producir mediante la máquina para fabricar filtros de la figura 1;
las figuras 8, 9 y 10 ilustran esquemáticamente variantes respectivas de la máquina para fabricar filtros de la figura 1;
la figura 11 es una vista esquemática a escala ampliada, según una vista en perspectiva análoga a la de la figura 5, de una variante del detalle de la figura 5; y
la figura 12 es una vista en alzado a escala ampliada de un detalle de la figura 11 .
En la figura 1, el número 1 indica, en su totalidad, una máquina para fabricar filtros de cigarrillos, en particular, filtros compuestos de cigarrillos.
De acuerdo con lo ilustrado a mulo de ejemplo en las Figuras 6 y 7, la máquina 1 resulta adecuada para producir una sucesión de filtros dobles, indicados genéricamente con el número de referencia 2, comprendiendo cada uno de los mismos, en el presente caso, por lo menos un segmento 3 y por lo menos un segmento 4, que presentan longitudes iguales en el ejemplo ilustrado, pero que en realidad pueden presentar longitudes diferentes. Los segmentos 3 y 4 se disponen en el interior de una carcasa tubular 5, bien según una linea continua, para definir una sucesión de filtros dobles 2 que se deben cortar posteriormente para obtener filtros combinados 2a (Figura 6) , o bien según una linea que comprende espacios 6, para definir una sucesión de filtros dobles 2 que se deben cortar posteriormente para obtener filtros con separaciones 2b (Figura 7) .
Los segmentos 3 y 4 pueden estar realizados en materiales de filtrado diferentes o en el mismo material de filtrado, que no se impregna para uno de los dos segmentos 3 y 4, sino que se impregna con material en partículas para el otro de los dos segmentos 3 y 4. De forma alternativa, el material de ambos segmentos 3 y 4 también se puede impregnar de diferentes maneras. En la práctica, el segmento 3 puede estar realizado en acetato de celulosa, mientras que el segmento 4 puede estar realizado en acetato de celulosa impregnado con polvo de carbono.
Los segmentos 3 y 4, se obtienen cortando transversalmente barras 7 respectivas (Figura 5) extrardas de un modo conocido de tolvas 8 y 9 respectivas mediante unidades de extracción y corte 10 respectivas, comprendiendo cada una de las mismas un rodillo de extracción 11 provisto en su parte exterior de ranuras axiales 12. Dicho rodillo de extracción se monta para que pueda girar, en sentido antihorario en la figura 1, alrededor de un eje horizontal 13; además, se dispone para que cierre una salida de la tolva respectiva 8, 9 y, a lo largo de una parte de su propia periferia, en contacto con las barras 7 alojadas en la tolva respectiva 8, 9. Las ranuras 12 son ranuras de succión distribuidas de manera uniforme alrededor del eje 13 y cada una de ellas resulta adecuada para recibir y mantener una barra respectiva 7 y para mover dicha barra 7 a lo largo de una pista circular, con el fin de extraerla de la tolva 8, 9 respectiva y de encajarla con una sucesión de unidades de corte 14, mediante las que se corta la barra 7 en los segmentos 3, 4 respectivos. En el ejemplo que se ilustra, asociadas con cada rodillo de extracción 11 están previstas tres unidades de corte 14, comprendiendo cada una de las mismas, de un modo conocido y, por lo tanto, no ilustrado, un árbol paralelo al eje 13 y provisto de más discos de corte, enclavados en posiciones que se pueden regular axialmente, adecuados para encajar las barras 7 respectivas que se han movido hacia adelante desde el rodillo de extracción 11 .
De acuerdo con lo que se ilustra con mayor detalle en las figuras 2 y 3, además de las dos tolvas 8 y 9 Y de las unidades de extracción y de corte 10, la máquina 1 comprende un dispositivo de combinación 15 para combinar los segmentos 3 y 4 para obtener una sucesión ordenada mencionada (figuras 6 y 7) que se puede seleccionar entre una pluratidad de sucesiones ordenadas que se puede obtener combinando segmentos 3 y 4 de tamaños y espacios 6 diferentes, dependiendo del caso.
Tal como se explicará mas claramente a continuación, cada una de dichas sucesiones ordenadas se obtiene empezando por la formación de una serie de grupos de filtro 16 mediante el dispositivo de combinación 15 y de acuerdo con una ley dada variable desde una sucesión ordenada hasta otra sucesión ordenada; cada uno de estos grupos de filtro 16, tal como se describirá a continuación, se puede constituir incluso mediante un único segmento 3
o 4 o parte del mismo, y puede ser igual que, o diferente de, los dos grupos de filtro adyacentes 16 anteriores y, respectivamente, que siguen en serie De acuerdo con lo que se ilustra en las Figuras 2 y 3, el dispositivo de combinación 15 comprende una placa rectangular 17 dispuesta horizontalmente y que presenta un borde posterior longitudinal 18, dispuesto transversalmente con respecto a los ejes 13 y a lo largo del que se montan las tolvas adyacentes 8 y 9 Y los grupos de extracción y corte 10 respectivos, y un borde frontal longitudinal... [Seguir leyendo]
Reivindicaciones:
1. Máquina para fabricar filtros para la fabricación de filtros de cigarrillo segmentados (2; 2a; 2b) , comprendiendo la máquina (1) una primera parte para combinar una cantidad de segmentos de filtro (3, 4) Y una segunda parte para componer y cortar los filtros (2; 2a; 2b) ; comprendiendo la primera parte por lo menos un dispositivo de combinación (15) para combinar varios lipos de segmentos de filtro (3, 4) realizados en varios tipos de material de filtrado para obtener una sucesión de grupos de filtro segmentado (16) , presentando el dispositivo de combinación (15) una entrada (44) para cada tipo de segmento de filtro (3, 4) Y una salida (41) para los grupos de filtro (16) ; y estando la máquina (1) caracterizada por que el dispositivo de combinación (15) comprende una placa horizontal (17) que presenta, en el lado superior, una sucesión de pislas (37 a 40) adapladas para su seguimienlo en parte por los segmentos (3, 4) Y en parte por los grupos de filtro (16) ; definiendo la placa (17) una superficie de apoyo y soporte para los segmentos de fillro (3, 4) Y los grupos de filtro (16) que se mueven, en funcionamiento, a lo largo de las pistas (37-40) ; siendo cada pista (37; 38; 39; 40) tangente a, y estando en comunicación con, cada pista adyacente (37; 38; 39; 40) ; Y estando las entradas (44) y la salida (41) asociadas con las pistas (37; 40; 38) respectivas
2. Máquina para fabricar filtros segun la reivindicación 1, en la que cada pista (37; 38; 39; 40) es una pista anular que se extiende alrededor de un eje (26) respectivo que es perpendicular a la placa (17) ; siendo unos medios de rueda (21; 22; 23; 24) soportados mediante la placa (17) coaxialmente con respeclo a dicho eje (26) para avanzar los segmenlos de filtro (3, 4) ylo los grupos de filtro (16) a lo largo de la pista (37; 38; 39; 40) .
3. Máquina para fabricar filtros segun la reivindicación 2, en la que, para cada una de dichas pistas (37; 38; 39; 40) , los medios de rueda (21 ; 22; 23; 24) comprenden un anillo plano motorizado (33) que es coaxial a dicho eje (26) y presenta una pluralidad de dentados (35) para barrer la pista (37; 38; 39; 40) , el dentado (45) .
4. Máquina para fabricar filtros segun la reivindicación 2 o 3, y que comprende además por lo menos dos tolvas (8, 9) para los tipos de segmento de filtro (3; 4) respectivos; estando cada tolva (8; 9) asociada con una entrada (44) respectiva que comprende una pista recta que se extiende, por lo menos en parte, a lo largo de la placa (17) y tangente a dicha pista anular (37; 40) respectiva, que es una pista de entrada (37; 40) para el dispositivo de combinación (15) ; estando previstos unos medios de extracción (1 1) para extraer los segmentos de filtro (3, 4) de cada tolva (8, 9) ; Y pudiéndose los medios de transporte (45) mover a lo largo de la pista recta para transportar los segmentos de filtro (3, 4) de los medios de extracción (1 1) a la pista de entrada (37; 40) respectiva.
5. Máquina para fabricar filtros segun la reivindicación 4, en la que cada tolva (8, 9) está concebida para alojar una pluralidad de barras de filtro (7) de un tipo respectivo de material de filtrado; comprendiendo los medios de extracción (11) , para cada tolva (8, 9) , un rodillo de extracción motorizado (11) montado para su giro alrededor de un eje horizontal (13) y que presenta unas ranuras axiales periféricas (12) adaptada cada una de las mismas para recibir y retener una barra de filtro (7) respectiva
6. Máquina para fabricar filtros segun la reivindicación 5, en la que los medios de corte (14) están previstos para cortar cada barra de filtro (7) en los segmentos (3; 4) respectivos, cuando la barra de filtro (7) se desplace, en funcionamiento, mediante el rodillo de extracción (11) correspondiente.
7. Máquina para fabricar filtros segun la reivindicación 5 o 6, en la que cada rodillo de extracción (1 1) está dispuesto sobre, y tangente a, la pista recta respectiva; comprendiendo los medios de transporte (45) un transportador sin fin (46) , que está sincronizado con el rodillo de extracción (11) respectivo y presenta una sucesión de dentados (49) , estando cada uno de los mismos adaptado para moverse, en funcionamiento, a lo largo de una ranura axial (12) respectiva y la pista recta respectiva.
8. Máquina para fabricar filtros segun la reivindicación 7, en la que cada una de dichas pistas rectas está definida por una hendidura (44) respectiva prevista a través de la placa (17) ; estando el transportador sin fin (46) respectivo dispuesto debajo de la placa (17) .
9. Máquina para fabricar filtros segun la reivindicación 7 u 8, en la que cada rodillo de extracción (11) está montado para un giro continuo alrededor del eje (13) respectivo en una dirección predeterminada y con una velocidad de giro constante predeterminada; estando la pista recta respectiva inclinada, con respecto a dicho eje (13) , en un ángulo (a) , cuya amplitud es una función de dicha velocidad de giro.
10. Máquina para fabricar filtros segun una de las reivindicaciones 2 a 9, en la que las pistas anulares (37-40) comprenden por lo menos un par de pistas de entrada (37, 40) conectadas a dichas entradas (44) respectivas, para recibir unos tipos de segmento de filtro (3; 4) respectivos, por lo menos una pista de combinación (38) asociada con las pistas de entrada (37, 40) Y por lo menos una pista de transferencia (39) interpuesta entre la pista de combinación (38) y una pista de entrada (40) respectiva; comprendiendo los medios de rueda (21; 22; 23; 24) , para cada una de dichas pistas anulares (37; 38; 39; 40) , un anillo plano motorizado (33) que es coaxial a dicho eje (26) y presenta una pluralidad de dentados (35) para barrer la pista anular (37; 38; 39; 40) respectiva; definiendo los dentados (35) una sucesión de bolsillos de transporte (36) , que se pueden mover a lo largo de la pista anular (37;
38; 39; 40) para recibir cada uno de los mismos, un segmento de filtro (3; 4) respectivo o un grupo de filtro (16) respectivo.
11. Máquina para fabricar filtros según la reivindicación 10, en la que los bolsillos de transporte (36) que se pueden mover a lo largo de las pistas de entrada (37, 40) Y los bolsillos de transporte (36) que se pueden mover a lo largo de la pista de transferencia (39) están en fase entre si y con los bolsillos de transporte (36) que se pueden mover a lo largo de la pista de combinación (38) para alimentar los segmentos de filtro (3, 4) a los bolsillos de transporte (36) respectivos, que se pueden mover a lo largo de la pista de combinación (38 ) en unas posiciones determinadas y con un orden de sucesiÓfl determinado seleccionado de entre un número de combinaciones de orden de sucesión y posición diferentes
12. Máquina para fabricar filtros según las reivindicaciones 4 y 11, en la que los medios de transporte (45) comprenden además una unidad de aceleración (47; 47a) adaptada para recibir dicha barra (7) respectiva y para separar los segmentos de filtro (3; 4) respectivos entre sí para su alimentación en sucesión a dichos bolsillos de transporte (36) respectivos que se pueden mover a lo largo de la pista de entada (37; 40) respectiva.
13. Máquina para fabricar filtros según las reivindicaciones 8 y 12, en la que la unidad de aceleración (47; 47a) comprende un primer y un segundo transportador motorizado (50; 51 ; SOa; 51a) , que están dispuestos a lo largo de dicha hendidura (44) respectiva, estando el primero debajo y el segundo encima de la placa (17) y definiendo entre si, y a lo largo de la hendidura (44) respectiva, un canal de avance (52) para los segmentos de filtro (3; 4) de las barras de filtro (7) respectivas.
14. Máquina para fabricar filtros según la reivindicación 13, en la que el primer y el segundo transportador (SO, 51) de la unidad de aceleración (47) son transportadores sin fin que presentan unos ramales de transporte paralelos respectivos que estan enfrentados entre sí; definiendo el ramal de transporte del primer transportador (50) un lado inferior, y definiendo el ramal de transporte del segundo transportador (51 ) un lado superior de dicho canal (52) .
15. Máquina para fabricar filtros según la reivindicación 13, en la que el primer transportador (50a) está dispuesto debajo de la placa (17) y comprende dos discos coplanarios (75) , que están motorizados para girar en sentidos opuestos alrededor de sus primeros ejes (76) respectivos extendiéndose perpendicularmente con respecto a la placa (17) , presentan periferias troncocónicas que se extienden a traves de una zona de tangencia sustancial de los discos
(75) entre si y están dispuestas con sus conicidades enfrentadas hacia arriba, para definir, entre si y en la zona de tangencia sustancial, una parte de superficie inferior del canal (52) .
16. Máquina para fabricar filtros según la reivindicación 15, en la que el segundo transportador (51a) está dispuesto sobre la placa (17) y comprende una polea (78) , que eslá motorizada para girar alrededor de un segundo eje (79) paralelo a la placa (17) , perpendicular a los primeros ejes (76) y que se extiende sobre un plano definido por los primeros ejes (76) ; presentando la polea (78) una ranura anular exterior (80) que define, en dicha zona de tangencia sustancial, una parte de superficie superior del canal (52) .
17. Máquina para fabricar filtros según una de las reivindicaciones anteriores, en la que dicha segunda parte comprende un travesaño de formación (55) para formar un elemento en forma de gusano de filtro continuo (60) ; una unidad de alimentación (56) para alimentar una tira de papel (57) a lo largo del travesaño de formación (55) ; un grupo de transferencia (59) para transferir por empuje el grupo de filtro (16) desde dicha salida (41) hasta el travesaño de formación (55) sobre la lira (57) ; y un cabezal de corte (61) para cortar el elemento en forma de gusano continuo (60) con el fin de obtener dichos filtros (2 ) .
18. Máquina para fabricar filtros según la reivindicación 17, en la que los medios de alimentación (56) están previstos para alimentar, en funcionamiento, la tira de papel (57) a lo largo del travesaño de formación (55) a una velocidad (VN) inferior a la velocidad (Ve) de los grupos de filtrado (16) en la salida (41) del dispositivo de combinación (15) .
19. Procedimiento para fabricar filtros de cigarrillo segmentados (2; 2a; 2b) , comprendiendo el procedimiento una primera etapa para combinar un número de segmentos de filtro (3, 4) conjuntamente y una segunda etapa para componer y cortar los filtros (2; 2a; 2b) ; comprendiendo la primera etapa:
proporcionar por lo menos un dispositivo de combinación (15) para combinar varios tipos de segmento de filtro (3, 4) realizados en varios tipos de material de filtrado, con el fin de obtener una sucesión de grupos de filtro segmentados (16) que presentan unas composiciones respectivas; presentando el dispositivo de combinación (15) una entrada (44) para cada tipo de segmento de filtro (3, 4) , una salida (41) para los grupos de filtro (16) y una sucesión de pistas (37, 40) que se extienden sobre un plano horizontal y adaptadas para su seguimiento en parte por los segmentos (3, 4) Y en parte por los grupos de filtro (16) ; siendo cada pista (37; 38; 39; 40) tangente a, y estando en comunicación con, cada pista adyacente (37; 38; 39; 40) ; estando las entradas (44) asociadas a las pistas de entrada (37, 40) respectivas y estando la salida (41) asociada a una pista de combinación (38) ;
empujar los segmentos de filtro (3; 4) a lo largo de las pistas (37: 40, 39) respectivas y al interior de los primeros bolsillos de transferencia (36) respectivos, moviendo los primeros bolsillos de transferencia (36) a lo largo de las pistas (37; 40, 39) a unas primeras velocidades (V4) respectivas, para alimentar los segmentos de filtro (3, 4) a unos segundos bolsillos de transferencia (36) dispuestos para su movimiento a lo largo de la pista de combinación (38) a una segunda velocidad (VC) para fonnar, dentro de los segundos bolsillos de transferencia (36) , dichos grupos de filtro (16) dispuestos en dicha sucesión a lo largo de la pista de combinación (38) ; siendo la composición de cada grupo de filtro (16) controlada mediante la variación de dichas primeras y segundas velocidades (V4, VC) y/o las fases de los primeros y segundos bolsillos (36) ; y
hacer avanzar por empuje los grupos de filtro (16) a lo largo de la pista de combinaciórl (38) hasta que abandonen, en dicha sucesión, el dispositivo de combinación (15) a través de dicha salida (41 ) .
20. Procedimiento según la reivindicación 19, en el que la segunda etapa comprende:
alimentar los grupos de filtro (16) a través de dicha salida (41) en dicha sucesión, a dicha segunda velocidad (VC) y alineados en una primera relación espacial predeterminada, a un grupo de transferencia (59) de los grupos de filtro (16) ;
alimentar, a una tercera velocidad regulable (VN) inferior a la segunda velocidad (VC) una tira de papel (57) a lo largo de un travesaño de formación (55) para un elemento en forma de gusano continuo de filtro (60) ;
hacer avanzar por empuje, mediante el grupo de transferencia (59) los grupos de filtro (16) , dispuestos en dicha sucesión, desde dicha salida (41 ) hasta el travesaño de formación (55) y sobre la tira de papel (57) ;
aplicar a los grupos de filtro (16) , durante su transferencia desde dicha salida (41 ) hasta el travesaño de formación (55) un frenado controlado, de manera que se ordenen los grupos de filtro (16) sobre la tira de papel (57) y a lo largo del elemento en forma de gusano de filtro continuo (60) , de acuerdo con dicha sucesión, pero alineados en una segunda relación espacial predeterminada más compactada que la primera relación espacial ;
alimentar el elemento en forma de gusano continuo de filtro (60) a dicha tercera velocidad (VN ) a un cabezal de corte (61) para cortar el elemento en forma de gusano continuo de filtro (60) en unos segmentos de filtro (2) comprendiendo cada uno dos filtros de cigarrillo contrapuestos (2a, 2b) .
21. Procedimiento según la reivindicación 20, en el que dicho frenado controlado se obtiene mediante un salto de velocidad en el paso de los grupos de filtro (16) desde el grupo de transferencia (59) hasta el travesaño de formación (55) .
22. Procedimiento según la reivindicación 20, en el que dicho frenado controlado se obtiene mediante varios saltos de velocidad, de los que uno se aplica cuando se transfieren los grupos de filtro (16) desde el grupo de transferencia
(59) hasta ellravesaño de formación (55) y otro se aplica cuando se transfieren los grupos de filtro (16) desde el dispositivo de combinación (15) hasta el grupo de transferencia (59) o cuando avanzan los grupos de filtro (16) a lo largo del grupo de transferencia (59) .
Patentes similares o relacionadas:
Método y aparato para el tratamiento de material tipo lámina continua, del 19 de Febrero de 2020, de PHILIP MORRIS PRODUCTS S.A.: Método para tratar un material tipo lámina continua para uso en la fabricación de artículos en forma de varilla , el método que comprende las etapas de: - proporcionar […]
Método y aparato para conformar material continuo sustancialmente plano, del 5 de Febrero de 2020, de PHILIP MORRIS PRODUCTS S.A.: Aparato para conformar un material continuo sustancialmente plano que tiene una temperatura de transición vítrea por debajo de 150 grados […]
Artículo para fumar con humo de la corriente lateral reducido, del 6 de Noviembre de 2019, de PHILIP MORRIS PRODUCTS S.A.: Un artículo para fumar que comprende una varilla de tabaco y un filtro conectado a la varilla de tabaco , el filtro comprende […]
 Aparato y método para suministrar una trama continua de material de lámina rizada, del 30 de Octubre de 2019, de PHILIP MORRIS PRODUCTS S.A.: Un aparato para suministrar una trama continua de material de lámina rizada a un dispositivo formador de la varilla para la producción de filtros para artículos […]
Aparato y método para suministrar una trama continua de material de lámina rizada, del 30 de Octubre de 2019, de PHILIP MORRIS PRODUCTS S.A.: Un aparato para suministrar una trama continua de material de lámina rizada a un dispositivo formador de la varilla para la producción de filtros para artículos […]
Método y aparato para fabricar una trama rizada, del 9 de Octubre de 2019, de PHILIP MORRIS PRODUCTS S.A.: Un métodos de fabricación de una trama rizada para un artículo generador de aerosol , el método comprende las etapas de: introducir una trama esencialmente […]
Cápsulas de sabor para artículos para fumar, del 9 de Octubre de 2019, de PHILIP MORRIS PRODUCTS S.A.: Un artículo para fumar que comprende: un material para fumar; y un filtro aguas abajo del material para fumar, en donde el filtro comprende una cápsula […]
Procedimiento para medir la masa de un plastificante y la humedad en una varilla de filtro, del 9 de Octubre de 2019, de TEWS Elektronik GmbH & Co. KG: Procedimiento para medir la masa de un plastificante y el contenido de humedad en una varilla de filtro que presenta las siguientes etapas: • la masa total […]
Artículo generador de aerosol con saborizante dispersado, del 28 de Agosto de 2019, de PHILIP MORRIS PRODUCTS S.A.: Un artículo generador de aerosol que comprende: un sustrato generador de aerosol; una boquilla que comprende al menos un segmento de material de […]