Manguito roscado.
Manguito roscado (100) de metal para ser atornillado en un agujero de alojamiento de una pieza de trabajo,
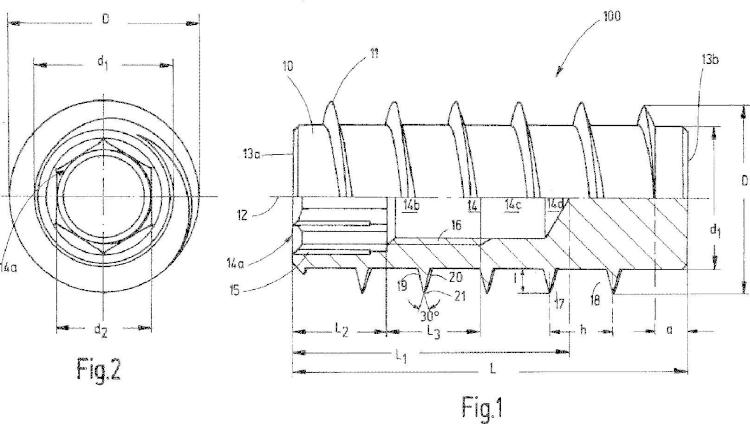
- con un núcleo (10) y una rosca (11) dispuesta en el lado exterior sobre el núcleo (10),
- en que el perfil de rosca presenta un ángulo de flanco de 25° a 35°,
caracterizado
- por que el paso (h) de la rosca (11) es de 0,1 veces a 0,4 veces el diámetro exterior (D) del manguito roscado (100), y
- por que la profundidad del filete (I) de la rosca (11) es de 0,02 veces a 0,2 veces el diámetro exterior (D) del manguito roscado (100).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E12158461.
Solicitante: RAMPA Verbindungstechnik GmbH & Co. KG.
Nacionalidad solicitante: Alemania.
Dirección: Grabauer Strasse 35 21493 Schwarzenbek ALEMANIA.
Inventor/es: FARBER, WOLFGANG.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- F16B25/00 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16B DISPOSITIVOS PARA UNIR O BLOQUEAR LOS ELEMENTOS CONSTRUCTIVOS O LAS PARTES DE LAS MAQUINAS, p. ej. CLAVOS, CLAVIJAS, TUERCAS, TORNILLOS, BULONES, ANILLOS QUE FORMAN RESORTE, ABRAZADERAS, BRIDAS, GRAPAS, CUÑAS; UNIONES O ARTICULACIONES (acoplamientos para la transmisión de mecanismos de rotación F16D). › Tornillos que forman la rosca en el material en el cual se atornillan, p. ej. tirafondos, tornillo autorroscante.
- F16B25/10 F16B […] › F16B 25/00 Tornillos que forman la rosca en el material en el cual se atornillan, p. ej. tirafondos, tornillo autorroscante. › Tornillos con una función distinta a la de formación de roscas, p. ej. tornillos perforadores.
- F16B33/02 F16B […] › F16B 33/00 Características comunes a los bulones y a las tuercas (clavijas para paredes F16B 13/00). › Forma del roscado; Perfiles de roscado particulares (usados como bloqueo de tornillos F16B 39/30).
- F16B37/12 F16B […] › F16B 37/00 Tuercas o piezas similares con entradas de rosca (clavijas para paredes F16B 13/00). › con superficies de entrada de rosca formadas por introducción de muelles en espiral, discos o análogos; Piezas independientes de bobinado de alambre usadas como bulones; Forma del roscado dentro de agujeros.
PDF original: ES-2533380_T3.pdf
Fragmento de la descripción:
Manguito roscado
La presente invención se refiere a un manguito roscado de metal para ser atornillado en el agujero de alojamiento de una pieza de trabajo.
Este tipo de manguitos roscados también se denominan como tubuladuras o casquillos roscados. Los mismos están formados por un núcleo y una rosca dispuesta sobre la superficie exterior del núcleo. El agujero de alojamiento de la pieza de trabajo, en el que se va a atornillar el manguito roscado, puede estar configurado, por ejemplo, como agujero de taladro. A este respecto, el agujero de alojamiento normalmente no presenta una rosca propia.
Los manguitos roscados normalmente presentan un espacio hueco en el que se provee una rosca interior para recibir un elemento de unión complementario, por ejemplo, un tornillo. Por lo tanto, el manguito roscado en si mismo no es un tornillo. El espacio hueco puede extenderse a lo largo de toda la longitud del manguito roscado, o solamente extenderse dentro del mismo por un lado frontal del manguito roscado. En la pared interior del manguito roscado puede estar formada una rosca interior que se puede extender a lo largo del espacio hueco entero o a lo largo de sólo una parte del mismo.
En los manguitos roscados conocidos en el estado de la técnica, siempre vuelven a presentarse problemas durante su atornillamiento en los agujeros de alojamiento en las piezas de trabajo, en particular en piezas de trabajo de madera. De esta manera pueden ocurrir agrietamientos en el material de la pieza de trabajo. Esto generalmente es causado porque debido a la configuración de la vuelta de rosca del manguito roscado se deforma el material de la pieza de trabajo. Esta deformación resulta en tensiones tan fuertes que el material de la pieza de trabajo se rompe, o que brota fuera del agujero de alojamiento e impide un montaje a ras.
Por el documento EP 1 574 725 A1 se conoce una unión de perfil para la conexión de dos varas de perfil de metal. En una ranura de perfil de una de las varas de perfil se atornilla un manguito roscado con un agujero de paso que se extiende de manera paralela a la ranura de perfil, en donde un tornillo de conexión pasa con su vástago de tornillo a través del manguito roscado y es mantenido por el manguito roscado en la dirección de conexión de las varas de perfil. El manguito roscado comprende en su lado exterior una sección de repujado de rosca que está configurado para la conformación de una rosca con prevención del desprendimiento de virutas en la ranura de perfil de una vara de perfil.
El objetivo de la presente invención consiste en proveer un manguito roscado, en el que después del atornillado esté asegurada una suficiente resistencia a la tracción de la unión entre el manguito roscado y el material de la pieza de trabajo, pero con el que durante el atornillado no se produzcan, o por lo menos se reduzcan, los daños eventualmente causados en la pieza de trabajo. El objetivo previamente mencionado se alcanza a través de un manguito roscado con las características de la reivindicación 1.
El manguito roscado normalmente está hecho en su totalidad de metal. Mediante el atornillado, es decir, mediante el giro alrededor del eje longitudinal del manguito roscado, el manguito roscado se introduce en el agujero de alojamiento en una pieza de trabajo. Durante el atornillado, la rosca del manguito roscado corta una rosca, o rosca contraria, en la superficie (lisa) de la pared Interior del agujero de alojamiento. Dependiendo del perfil de rosca del manguito roscado, la formación de una rosca o rosca contraria en la pared del agujero de alojamiento se puede realizar en principio mediante el desplazamiento o corte del material de la pieza de trabajo.
En la presente invención, la formación de la rosca en la superficie de pared lisa del agujero de alojamiento se realiza mediante un corte particularmente efectivo. De esta manera, el perfil de rosca del manguito roscado presenta un ángulo de flanco muy pequeño, ubicado en el alcance de entre 25° y 35°. El perfil de rosca es el contorno formado en sección transversal de la rosca o espira, respectivamente. Bajo el término "ángulo de flanco" se ha de entender el ángulo encerrado por los flancos que forman el perfil de la rosca. Mediante la selección de un ángulo de flanco pequeño se logra un mejor efecto de corte para cortar en la pared del agujero de alojamiento, de lo que resulta un menor par de fuerzas requerido para el atornillado del manguito roscado. La rosca del manguito roscado no desplaza, prensa o compacta el material de la pieza de trabajo, sino que lo corta, para lo que debe estar asegurada una estabilidad suficiente del ángulo de flanco, a fin de que se siga manteniendo la capacidad de carga a la tracción. En consecuencia, se reduce el riesgo de fractura de la pieza de trabajo y también se reduce sustancialmente el calentamiento térmico del material, tal como suele ocurrir en particular en la madera. Adlclonalmente, debido al proceso de corte mejorado, el material de la pieza de trabajo, en la que se atornilla el manguito roscado, sufre menos daños, por ejemplo, debido a la formación de pequeñas grietas que luego resultan en una unión deficiente entre el manguito roscado y el material de la pieza de trabajo. En general se obtiene así una resistencia a la tracción sustanclalmente mayor de la unión.
Adlclonalmente, el manguito roscado de acuerdo con la presente Invención presenta un paso relativamente grande. Bajo el término "paso" se ha de entender la distancia paralela al eje longitudinal entre el centro de dos secciones de espira adyacentes. En roscas de una entrada, el paso equivale a la pendiente que describe la distancia por la que un manguito roscado penetra en un material con una sola vuelta del mismo alrededor de 360°.
Un paso grande es ventajoso en particular para el atornillado en madera, debido a que así se dañan menos fibras de madera y se obtiene una unión más fuerte. Sin embargo, el paso tampoco debe seleccionarse demasiado grande, ya que entonces vuelve a reducirse la resistencia a la tracción. El manguito roscado de acuerdo con la presente invención resuelve esta contradicción mediante la configuración de un paso que asciende a 0,1 veces hasta 0,4 veces el diámetro exterior del manguito roscado.
También en lo referente a la profundidad del filete, el manguito roscado de acuerdo con la presente invención llega a un compromiso entre un aumento de la resistencia a la tracción de la unión entre el manguito roscado y la pieza de trabajo mediante una profundidad de filete particularmente grande y el daño que esto al mismo tiempo produce en el material de la pieza de trabajo. Como profundidad del filete se ha de entender aquí que la diferencia entre el diámetro exterior del manguito roscado, que Incluye la rosca, y el diámetro exterior del núcleo (sin la rosca exterior). En otras palabras, la profundidad del filete es la altura del perfil de la rosca. De acuerdo con la presente invención, la profundidad del filete equivale de 0,02 veces a 0,2 veces el diámetro exterior del manguito roscado.
En una forma de realización preferente del manguito roscado de acuerdo con la presente invención, el perfil de la rosca del manguito roscado no presenta ninguna curvatura, en particular en la reglón del perfil de la rosca, que se encuentra más distanciado del núcleo. Por lo tanto, el perfil de la rosca no está configurado como rosca redonda y en general no presenta en ninguna región un radio de curvatura. De esta manera se logra un efecto de corte particularmente bueno del manguito roscado.
Adicionalmente, el perfil de la rosca en una forma de realización preferente está configurado de manera sustancialmente aguda. Esto significa que en el punto más distanciado del perfil de la rosca, los flancos de la rosca forman sustancialmente una punta. Condicionado por la fabricación, no siempre es posible asegurar un perfil de rosca perfectamente agudo. Entre los extremos de los flancos de rosca, que se apartan del núcleo del manguito roscado, puede formarse una meseta que se extiende de manera sustancialmente paralela al núcleo del manguito roscado. Sin embargo, esta meseta sólo debería representar como máximo un 10%, preferentemente como máximo 5%, de la distancia que los flancos encierran entre sus extremos orientados hacia el núcleo, para que así esté dado un perfil de configuración sustancialmente aguda.
Adicionalmente se prefiere que el ángulo de flanco sea constante a lo largo de la profundidad de rosca entera. Esto es el caso, cuando los flancos de la rosca en el perfil de la rosca no presentan ni dobladuras ni redondeces, sino que pueden ser descritos mediante respectivamente una recta con pendiente de recta constante.
En principio, el manguito roscado puede ser usado para... [Seguir leyendo]
Reivindicaciones:
1. Manguito roscado (100) de metal para ser atornillado en un agujero de alojamiento de una pieza de trabajo,
- con un núcleo (10) y una rosca (11) dispuesta en el lado exterior sobre el núcleo (10),
- en que el perfil de rosca presenta un ángulo de flanco de 25° a 35°, caracterizado
- por que el paso (h) de la rosca (11) es de 0,1 veces a 0,4 veces el diámetro exterior (D) del manguito roscado (100), y
- por que la profundidad del filete (I) de la rosca (11) es de 0,02 veces a 0,2 veces el diámetro exterior (D) del manguito roscado (100).
2. Manguito roscado (100) de acuerdo con la reivindicación 1, caracterizado porque el perfil de rosca no presenta ninguna curvatura, en particular en la región (21) del perfil de rosca que se aparta del núcleo (10).
3. Manguito roscado (100) de acuerdo con cualquiera de las reivindicaciones precedentes, caracterizado porque el perfil de rosca está configurado de manera sustancialmente aguda.
4. Manguito roscado (100) de acuerdo con cualquiera de las reivindicaciones precedentes, caracterizado por que el ángulo de flanco es constante a lo largo de toda la profundidad del filete (I).
5. Manguito roscado (100) de acuerdo con cualquiera de las reivindicaciones precedentes, caracterizado porque el manguito roscado (100) está configurado para ser atornillado en una pieza de trabajo de madera.
6. Manguito roscado (100) de acuerdo con cualquiera de las reivindicaciones precedentes, caracterizado porque el ángulo de flanco del perfil de rosca es de 28° a 32°, preferentemente de 29° a 31°, y de manera particularmente preferente de 30°.
7. Manguito roscado (100) de acuerdo con cualquiera de las reivindicaciones precedentes, caracterizado porque el paso (h) de la rosca (11) es de 0,15 veces a 0,35 veces, preferentemente de 0,16 veces a 0,33 veces el diámetro exterior (D) del manguito roscado (100).
8. Manguito roscado (100) de acuerdo con cualquiera de las reivindicaciones precedentes, caracterizado porque la profundidad del filete (I) de la rosca (11) es de 0,04 veces a 0,18 veces, preferentemente de 0,06 veces a 0,16 veces el diámetro exterior (D) del manguito roscado (100).
9. Manguito roscado (100) de acuerdo con cualquiera de las reivindicaciones precedentes, caracterizado porque el núcleo (10) del manguito roscado (100) presenta un diámetro constante (d1).
10. Manguito roscado (100) de acuerdo con cualquiera de las reivindicaciones precedentes, caracterizado por que el manguito roscado (100) está realizado en acero, latón o fundición inyectada de zinc.
Patentes similares o relacionadas:
Tornillo de madera mejorado, del 15 de Enero de 2020, de PGB-Asia Limited: Tornillo de madera proporcionado para ser atornillado en un objeto, en donde el tornillo comprende una cabeza de tornillo , un vástago cilíndrico […]
Elemento de tornillo, del 15 de Enero de 2020, de SPAX INTERNATIONAL GMBH & CO. KG: Elemento de tornillo que comprende un vástago roscado y una punta de tornillo configurada en un extremo del vástago y una cabeza de tornillo configurada […]
Procedimiento para producir un dispositivo de seguridad y utilización de un tornillo para producir un dispositivo de seguridad, del 8 de Enero de 2020, de SFS INTEC HOLDING AG: Procedimiento para la fabricación de un dispositivo de fijación con un paquete de capas y un tornillo con las siguientes […]
Tornillo, del 13 de Noviembre de 2019, de Avvio GmbH & Co Kg: Tornillo (HS) para madera, que comprende un vástago cilíndrico (1') de tornillo en uno de cuyos extremos está configurado un cono de punta, una cabeza de tornillo […]
Elemento de fijación rotatorio, del 6 de Noviembre de 2019, de SFS INTEC HOLDING AG: Elemento de fijación rotatorio para el montaje de un primer elemento de construcción en un segundo elemento de construcción , con una caña […]
Dispositivo para la unión de componentes, especialmente mediante perforación directa, en especial perforación de agujeros de flujo o mediante soldadura por fricción, así como procedimiento para la unión de componentes, especialmente mediante atornillado directo o soldadura por fricción, del 30 de Octubre de 2019, de DEPRAG Schulz GmbH u. Co: Dispositivo para la unión de componentes , especialmente mediante perforación directa, en especial perforación de agujeros de flujo, o también mediante soldadura […]
Procedimiento y dispositivo para colocar un tornillo, del 9 de Octubre de 2019, de Weber Schraubautomaten GmbH: Procedimiento para colocar un tornillo especialmente un tornillo formador de agujero por fluencia, en el que se acciona el tornillo […]
Tornillo que forma un agujero y una rosca para el atornillado directo de los componentes sin pre-perforación, así como ensamblaje de componentes producido con ello, del 19 de Julio de 2017, de BAYERISCHE MOTOREN WERKE AKTIENGESELLSCHAFT: Tornillo que forma un agujero y una rosca para el atornillado directo de componentes con una cabeza y un vástago conformado […]