HERRAMIENTA DE FRESADO.
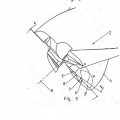
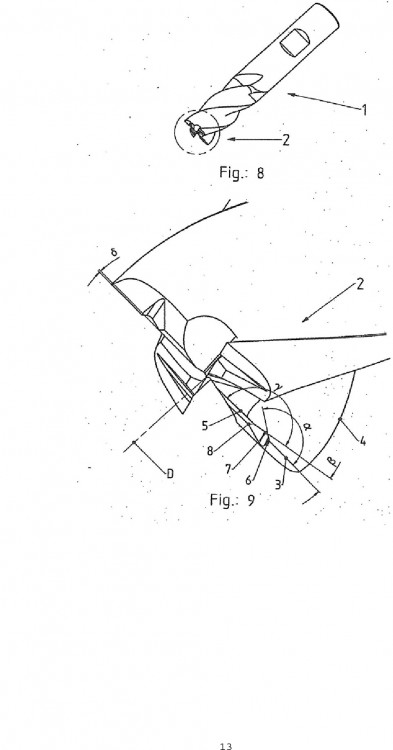
Herramienta de fresado, formada por un vástago de herramienta (1) con un eje de rotación D y una región de corte (2) con al menos un borde de corte transversal (3) que discurre aproximadamente perpendicular al eje de rotación D,
que en el lado del contorno pasa a un borde de corte principal (4) y en el lado del centro pasa a un borde de canto secundario (5), estando desplazado el borde de corte secundario (5) respecto al borde de corte transversal (3) en la dirección del eje de rotación D hacia detrás, y estando realizada la región de corte (2) como una pieza de cabeza de una pieza, caracterizada porque en la zona de transición entre el borde de corte transversal (3) y el borde de corte secundario (5) está conformada al menos una entalladura (6) realizada como sección del borde de corte cuyo punto (7) más posterior - visto en la vista frontal en la dirección del eje de rotación D - está por detrás del punto (8) más adelantado del borde de corte secundario (5), estando dispuesto el ángulo - entre el borde de corte transversal (3) y la sección contigua de la entalladura (6) en el intervalo de 90º - 175º, y estando el ángulo - entre el borde de corte transversal (3) y la sección que limita con el borde de corte secundario (5) de la entalladura (6) en el intervalo de 3º - 90º, estando el ángulo - entre la sección de la entalladura (6) que limita con el borde de corte secundario (5) y el borde de corte secundario (5) en el intervalo de 90º - 177º
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/AT2006/000426.
Solicitante: CERATIZIT AUSTRIA GESELLSCHAFT M.B.H..
Nacionalidad solicitante: Austria.
Dirección: SCHLOSSBERGWEG 38 6600 EHENBICHL AUSTRIA.
Inventor/es: ERTL, CHRISTIAN, PRAST,Josef.
Fecha de Publicación: .
Fecha Solicitud PCT: 18 de Octubre de 2006.
Clasificación Internacional de Patentes:
- B23C5/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23C FRESADO (brochado B23D; para la fabricación de engranajes B23F; dispositivos para copiar o controlar B23Q). › B23C 5/00 Herramientas de fresado (para tallar dientes de engranaje B23F 21/12). › Fresas de mango, es decir, con mango incorporado.
- B23C5/10F
- B23C5/22B1B4
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2357428_T3.pdf
Fragmento de la descripción:
La invención se refiere a una herramienta de fresado, formada por un vástago de herramienta con un eje de rotación D y una región de corte con al menos un borde de corte transversal que discurre aproximadamente perpendicular aleje de rotación, que en el lado del contorno pasa a un borde de corte principal y en el lado del centro pasa a un borde de canto secundario, estando desplazado el borde de corte secundario respecto al borde de corte transversal en la dirección del eje de rotación hacia detrás, y estando realizada la región de corte como una pieza de cabeza de una pieza.
Del mismo modo, la invención se refiere a una herramienta de fresado de este tipo en la que la región de corte está formada por al menos una inserción de corte que se puede intercambiar con una forma básica en forma de cuadrado o en forma de rombo, así como a las inserciones de corte correspondientes.
Este tipo de herramientas de fresado se usan frecuentemente para la conformación por inmersión, es decir, la herramienta se sumerge circular o transversalmente en la superficie de la pieza de trabajo que se ha de mecanizar hasta la profundidad deseada, y quita entonces el resto del material que se ha de retirar mediante desprendimiento de virutas por medio de movimientos de avance laterales. En el proceso de inmersión, los bordes de corte principales y los bordes de corte transversal hacen el primer corte con al región de la esquina que se encuentra entre ellos en la dirección de corte principal, y realizan con ello el trabajo de desprendimiento de virutas principal, mientras que la región retrasada de la geometría de corte se engancha con el borde de corte transversal y el borde de corte secundario en el lado opuesto a la dirección de corte principal.
Una herramienta de corte en la que la región de corte está realizada como pieza de cabeza de una pieza se describe, por ejemplo, en el documento EP-A0777545.
Se describen herramientas de fresado en las que la región de corte está conformada por medio de placas de corte inversor, por ejemplo, en el documento EP –A- 0 416 901 o en el documento EP –A- 457 488.
En particular, en un borde de corte secundario que discurre transversalmente y/o en una inmersión transversal de este tipo de herramientas de fresado se producen fuerzas de desprendimiento de virutas que actúan de modo radial sobre la herramienta, que presionan a la herramienta lateralmente y llevan a vibraciones.
El documento DE 197 09 436 –A1 describe una inserción de corte en forma triangular con tres unidades de corte con simetría especular, que se puedeemplear por medio de un giro doble un total de tres veces. El fresado de los nervios de estabilización en la pieza de trabajo mecanizada no se consigue con una inserción de corte de este tipo con una inserción de desprendimiento de virutas según las regulaciones.
El objetivo de la presente invención, así pues, es crear una herramienta de fresado en la que al realizarse una inmersión se pueda evitar una presión radial indeseada unida con vibraciones.
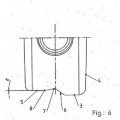
Según la invención, esto se consigue gracias al hecho de que en la zona de transición entre el borde de corte transversal y el borde de corte secundario esté conformada al menos una entalladura realizada como sección de borde de corte cuyo punto más posterior – visto en la vista frontal en la dirección del eje de rotación D – esté dispuesto por detrás del punto más adelantado del borde de
corte secundario, y en el que el ángulo entre el borde de corte transversal y la sección contigua de la entalladura esté en el intervalo de 90º - 175º, y el ángulo entre el borde de corte transversal y la sección de la entalladura que limita con el borde de cote transversal en el intervalo de 3º - 90º, estando el
ángulo entre la sección de la entalladura que limita con el borde de corte secundario y el borde de corte secundario en el intervalo de 90º - 177º.
Por medio de la entalladura especial entre el borde de corte transversal y el borde de corte secundario se consigue una integración de la geometría de corte en la pieza de trabajo, que ocasiona una estabilización de la herramienta de trabajo en la dirección radial. La pieza de trabajo presenta debido a ello una
40
45
50
55
marcha suave sin vibraciones, de manera que se hacen posibles mayoresdesplazamientos en el desprendimiento de virutas y mayores diagonales al sumergirla pieza de trabajo en la herramienta. Además, las herramientas conformes a la invención se pueden fabricar con un voladizo más largo, por ejemplo para el fresado de hélices de turbina o componentes integrales.
Es importante que los ángulos descritos estén en el interior de las regiones indicadas.
En caso de que el ángulo entre el borde de corte transversal y lasección contigua de la entalladura sea menor que 90º, se producen distribuciones de fuerza de corte no adecuadas, y una conformación de virutas no adecuada. En caso de que este ángulo esté por encima de 175º, entonces no se consigue un efecto de estabilización suficientemente bueno por medio de la entalladura.
En caso de que el ángulo entre el borde de corte transversal y lasección contigua de la entalladura en el borde de corte secundario sea menor que 3º, entonces tampoco se produce una estabilización suficientemente buena de la herramienta. En caso de este ángulo sea mayor de 90º entonces, en particular en el caso de un borde de corte secundario que discurre oblicuamente respecto al borde de corte transversal, se produce un peligro de rotura de la zona de transición entre el borde de corte secundario y la sección contigua de la entalladura.
En caso de que el ángulo entre la sección de la entalladura que limita con el borde de corte secundario y el borde de corte secundario sea mayor que 177º, entonces la estabilización de ha herramienta en el desprendimiento de
virutas no es suficiente, mientras que con un ángulo por debajo de 90º seproduce de nuevo un peligro de rotura de la zona de transición entre el borde de corte secundario y la sección contigua de la entalladura.
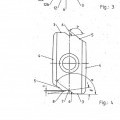
La determinación exacta de este ángulo en la herramienta de fresado se realiza del modo más apropiado en la vista normal en un plano ficticio, que discurre a través de la esquina de corte entre el borde de corte principal y el borde de corta transversal y el eje de giro de la herramienta de fresado. Todos los puntos de los bordes de corte se proyectan en este plano, y la evolución del contorno que se origina por medio de ello de los bordes de corte conforma la base para la determinación del ángulo. Las herramientas de fresado conformes a la invención presentan una duración mayor, unida con una mayor seguridad defuncionamiento.
La propia forma de la entalladura puede ser diferente. Se puede pensar,sobre todo, en entalladuras en forma de “V”, en forma de arco o en forma de trapecio. En este caso es importante que los ángulos de las secciones de la entalladura que limitan con el borde de corte transversal y con el borde de corte secundario se encuentren en el intervalo indicado. En el caso de entalladuras en forma de arco, las tangentes en las regiones de transición entre el borde de corte secundario y el borde de corte transversal determinan la fijación del ángulo en el interior de la región conforme a la invención.
En un intervalo preferido, el ángulo se encuentra, en este caso, entre el borde de corte transversal y la sección de la entalladura contigua en el intervalo de 120º - 150º, y el ángulo entre el borde de corte transversal y lasección que limita con el borde de corte secundario de la invención se encuentra en el intervalo de 10º - 45º.
La profundidad de la entalladura depende del tamaño de la región de corte, y ha de ser, por un lado, tan pequeña como sea posible, y por otro lado, sin embargo, ha de ser lo suficientemente grande para que se consiga una estabilización suficientemente buena de la herramienta en el desprendimiento de virutas.
Se ha mostrado como especialmente ventajoso que la mayor profundidad t de la entalladura referida al punto más adelantado del borde de corte secundario se encuentre en un intervalo de 0,1 – 1 mm.
La geometría de corte en el as herramientas de fresado conformes a la invención se puede realizar... [Seguir leyendo]
Reivindicaciones:
1. Herramienta de fresado, formada por un vástago de herramienta (1) con un eje de rotación D y una región de corte (2) con al menos un borde de corte transversal (3) que discurre aproximadamente perpendicular al eje de rotación D, que en el lado del contorno pasa a un borde de corte principal (4) y en el lado del centro pasa a un borde de canto secundario (5), estando desplazado el borde de corte secundario (5) respecto al borde de corte transversal (3) en la dirección del eje de rotación D hacia detrás, y estando realizada la región de corte (2) como una pieza de cabeza de una pieza, caracterizada porque en la zona de transición entre el borde de corte transversal (3) y el borde de corte secundario (5) está conformada al menos una entalladura (6) realizada como sección del borde de corte cuyo punto (7) más posterior – visto en la vista frontal en la dirección del eje de rotación D – está por detrás del punto (8) más adelantado del borde de corte secundario (5), estando dispuesto el ángulo entre el borde de corte transversal (3) y la sección contigua de la entalladura (6) en el intervalo de 90º - 175º, y estando el ángulo entre el borde de corte transversal (3) y la sección que limita con el borde de corte secundario (5) de
la entalladura (6) en el intervalo de 3º - 90º, estando el ángulo entre la sección de la entalladura (6) que limita con el borde de corte secundario (5) y el borde de corte secundario (5) en el intervalo de 90º - 177º.
2. Herramienta de fresado formada por un vástago de herramienta (1) con un eje de rotación y una región de corte (2), que está formado por al menos una inserción de corte (9) intercambiable con una forma base en forma de rectángulo o de rombo, con al menos un borde de corte transversal (3) que discurre aproximadamente perpendicularmente respecto al eje de rotación D, que pasa en el lado de contorno a un borde de corte principal (4) y en el lado central a un borde de corte secundario (5), estando desplazado el borde de corte secundario (5) respecto al borde de corte transversal (3) en la dirección del eje de rotación D hacia atrás, caracterizada porque en la zona de transición entre el borde de corte transversal (3) y el borde de corte secundario (5) está conformada al menos una entalladura (6) conformada como sección de borde de corte cuyo punto (7) más retrasado - visto en la vista frontal en la dirección del eje de rotación D – está por detrás del punto (8) más adelantado del borde de corte secundario (5), estando el ángulo entre el borde de corte transversal (3) y la seccióncontinua de la entalladura (6) en el intervalo de 90º - º75º, y el ángulo entre el borde de corte transversal (3) y la sección de la entalladura (6) que limita con el borde de corte transversal (5) en la región de 3º - 90º, estando el ángulo
entre la sección de la entalladura que limita con el borde de corte secundario
(5) y el borde de corte secundario (5) en el intervalo de 90º - 177º.
3. Herramienta de fresado según la reivindicación 1 ó 2, caracterizada porque
el ángulo está en el intervalo de 120º - 150º, y el ángulo en el intervalo de 8º - 35º.
4. Herramienta de fresado según una de las reivindicaciones 1 a 3,caracterizada porque la mayor profundidad t de la entalladura (6) referida al punto (8) más adelantado del borde de corte secundario (5) está en el intervalo de 0,1 – 1 mm.
5. Herramienta de fresado según una de las reivindicaciones 1 a 4,
caracterizada porque el borde de corte secundario (5) discurre bajo un ángulo en la región de 20º - 40º respecto al borde de corte transversal (3), y la entalladura (6) está conformada en forma de V con un ángulo en el intervalo de 140º - 150º y un ángulo en el intervalo de 10º - 30º.
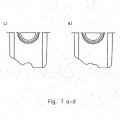
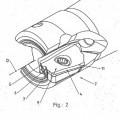
6. Inserción de corte (9) con una forma base en forma de rectángulo o de rombo con una superficie de apoyo (10), una superficie de desprendimiento (11) opuesta a la superficie de apoyo (10) que están unidas entre ellas a través de flancos (12, 12a, 12b), y que presenta al menos en la intersección de los flancos (12, 12a, 12b) con la superficie de desprendimiento (11) bordes de corte (3, 4, 5), en la que los lados más largos del cuerpo base en forma de rectángulo o en forma de rombo están realizados como bordes de corte principales (4) y los lados más cortos como bordes de corte transversales (3) que discurren aproximadamente perpendicularmente respecto al borde de corte principal (4) que pasan a bordes de corte secundarios (5) y están desplazados hacia atrás respecto a los bordes de corte transversales (3) correspondientes, caracterizada porque en la zona de
transición entre el borde de corte transversal (3) correspondiente y el borde de
corte secundario (5) correspondiente está conformado al menos una entalladura (6)
realizada como sección de borde de corte cuyo punto (7) más posterior – visto en
la vista frontal de la inserción de corte (9), está por detrás del punto (8) más
5 adelantado del borde de corte secundario (5), estando el ángulo entre el borde
de corte transversal (3) y la sección contigua de la entalladura (6) en el
intervalo de 90º - 175º, y el ángulo entre el borde de corte transversal (3) y
la sección que limita con el borde de corte secundario (5) de la entalladura (6)
en el intervalo de 3 – 90º, estando el ángulo entre la sección de la 10 entalladura (6) del borde de corte secundario (5 y el borde de corte secundario
(5) en el intervalo de 90º - 177º.
7. Inserción de corte según la reivindicación 6, caracterizada porque el
ángulo está en el intervalo de 120º-150º y el ángulo está en el intervalo de 8º-35º.
8. Inserción de corte según la reivindicación 6 ó 7, caracterizado porque la mayor profundidad de la entalladura (6) referida al punto (8) más adelantado del borde de corte secundario (5) está en el intervalo de 0,1 – 1 mm.
9. Inserción de corte según una de las reivindicaciones 6-8, caracterizada porque el borde de corte secundario (5) discurre bajo un ángulo en el intervalo de 20º-40º respecto al borde de corte transversal (3), y la entalladura (6) está conformada en forma de V con un ángulo en el intervalo de 140º-150º y un ángulo en el intervalo de 10º-30º.
Patentes similares o relacionadas:
Fresa para grafito de electrodos y fresa de mecanización de cerámicas de óxido, del 15 de Julio de 2020, de Hufschmied Zerspanungssysteme GmbH: Fresa que comprende un mango en un extremo y una punta de herramienta en el otro extremo, así como unas ranuras de virutas que se extienden desde el […]
Un inserto de fresa de punta esférica, un cuerpo de herramienta de fresa de punta esférica y una fresa de punta esférica, del 17 de Junio de 2020, de WALTER AG: Un inserto de fresa de punta esférica que comprende un cuerpo del inserto que tiene un eje central axial (C2), dos superficies laterales opuestas […]
Herramienta de corte giratoria que tiene cuerpo sintetizado de diamante policristalino, del 13 de Mayo de 2020, de MITSUBISHI MATERIALS CORPORATION: Una herramienta de corte giratoria que incluye un material de diamante policristalino, comprendiendo la herramienta de corte giratoria: un cuerpo de herramienta […]
Herramienta de fresado, del 8 de Abril de 2020, de MAPAL FABRIK FUR PRAZISIONSWERKZEUGE DR. KRESS KG: Herramienta de fresado comprendiendo - un cuerpo de base , un eje central (M) y una cara frontal , en la cual - al menos dos primeras cuchillas frontales […]
Herramienta de mecanización, del 4 de Marzo de 2020, de CERATIZIT AUSTRIA GESELLSCHAFT M.B.H.: Herramienta para la mecanización con arranque de virutas con un cuerpo base que determina un eje de rotación (R) alrededor del cual gira la herramienta […]
Fresa de corte de radio angular de carburo cementado con cresta de ángulo continuamente curvada y diseño de filo helicoidal, del 26 de Febrero de 2020, de ISCAR LTD.: Una fresa de corte de radio angular de carburo cementado que tiene un eje de rotación que define direcciones hacia delante y hacia atrás […]
Fresa radial esférica, del 4 de Diciembre de 2019, de MITSUBISHI MATERIALS CORPORATION: Fresa radial esférica que comprende: un cuerpo principal de fresa radial que rota alrededor de un eje (O); una pluralidad de ranuras de descarga de […]
 Fresa radial esférica, del 25 de Septiembre de 2019, de MITSUBISHI MATERIALS CORPORATION: Fresa radial esférica que comprende:
un número par de filos de corte que se forman a intervalos en una dirección circunferencial en una parte […]
Fresa radial esférica, del 25 de Septiembre de 2019, de MITSUBISHI MATERIALS CORPORATION: Fresa radial esférica que comprende:
un número par de filos de corte que se forman a intervalos en una dirección circunferencial en una parte […]