Método para fabricar una bandeja de fibra moldeada por compresión.
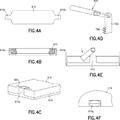
Un método para fabricar con un método de compresión una bandeja (8),
que comprende los pasos de:
- formar una bandeja (8) de fibra que tiene una abertura (3), una parte interior (5) y una parte exterior (6), por inmersión de una bandeja de deshidratación que tiene la forma de la bandeja a producir, en un baño de una suspensión de un material de fibra de celulosa que comprende al menos un 75% de pulpa mecánica basada en fibra virgen del grupo TMP, CMP, CTMP, cTMP, HTCTMP y mezclas de las mismas, deshidratando la suspensión acuosa de celulosa en la bandeja de deshidratación de la sección de formación,
- secar por presión la bandeja formada (8) utilizando el calor, hasta un contenido seco del 80 - 95% y una densidad de 400 - 650 kg/m3; y
- recubrir el interior de la bandeja (8) con una barrera protectora en forma de película (7) de plástico.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/SE2007/050190.
Solicitante: SIG TECHNOLOGY AG.
Nacionalidad solicitante: Suiza.
Dirección: Laufengasse 18 8212 Neuhausen SUIZA.
Inventor/es: SUNDBLAD,PER, SÖDERLUND,ROGER, NORDIN,BENGT, BLECKO,LARS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65D81/34 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 81/00 Recipientes, elementos de embalaje o paquetes para contenidos que presentan problemas especiales de almacenado o de transporte, o adaptados para servir a otros fines distintos del embalaje después de haber sido vaciado su contenido. › para embalar alimentos que deben ser cocinados o calentados dentro del embalaje.
- D21J3/00 TEXTILES; PAPEL. › D21 FABRICACION DEL PAPEL; PRODUCCION DE LA CELULOSA. › D21J CARTON DE PASTA DE MADERA; FABRICACION DE ARTICULOS A PARTIR DE SUSPENSIONES DE FIBRAS CELULOSICAS O A PARTIR DE PAPEL "MACHE" (fabricación de objetos por procedimientos en seco B27N). › Fabricación de artículos por prensado de pasta fibrosa húmeda o de papel "maché", entre moldes.
PDF original: ES-2539936_T3.pdf
Fragmento de la descripción:
Método para fabricar una bandeja de fibra moldeada por compresión Campo de la invención La presente invención está relacionada con un método para fabricar una bandeja moldeada por compresión de material de fibra, teniendo dicha bandeja una abertura, una parte interior y una parte exterior.
Antecedentes La manipulación de productos alimenticios exige unos requisitos muy altos sobre el embalaje. Deben reunir los requisitos higiénicos, es decir, las bacterias y los agentes saporíferos no deben poder migrar a través de los embalajes hacia y desde el ambiente circundante. En algunos casos, la bandeja debe incluso ser estanca al gas, es decir, para alimentos refrigerados durante un almacenamiento largo o para carne fresca en atmósfera modificada. Deben tener suficiente resistencia para resistir la manipulación durante el almacenamiento y el transporte. Se exigen también rígidos requisitos ambientales en los embalajes, por ejemplo el reciclado, compostaje o quemado de los embalajes usados.
Con los platos de alimentos precocinados, se ha hecho cada vez más común, y además de servir como embalaje para almacenamiento, existen también requisitos que debe ser posible poner los embalajes directamente en un horno de microondas o en un horno convencional para cocinar o calentar los platos de alimentos.
Los embalajes en forma de envases de aluminio se usan hoy día en gran medida. Resisten en los hornos convencionales, pero las desventajas son que se ponen muy calientes y algunas veces imposibles de sostener con las manos. Las formas de aluminio son también muy frágiles y no pueden resistir una carga grande. Además, no pueden ponerse en un horno de microondas.
Otro tipo común de embalaje es una bandeja de poliéster en espuma, formado al vacío o troquelado. Una desventaja esencial de las bandejas sólidas o de plástico en espuma es que no pueden ponerse en un horno convencional, porque se derretirían. Lo mismo ocurrirá con las bandejas de plástico sólido, que son comunes en almacenamientos convenientes hoy día.
En el documento US 6.245.199 se describe un método de bandejas moldeadas por fundición, donde el material principal es una suspensión que comprende fibras de celulosa. Los moldes se sumergen, desde arriba, en un baño de la suspensión, tras lo cual se efectúa el moldeo por compresión mediante calor.
La elección del material sugerido en la patente de Estados Unidos para formar la pulpa no es, sin embargo, óptima para el proceso de fabricación y da como resultado una bandeja formada que carece de funcionalidad. Además, no hay una especificación de la pulpa, sino solamente cómo funciona la maquinaria. Además, el proceso de fabricación descrito y el montaje tienen algunos defectos, como una baja tasa de producción y antieconómico, grandes zonas que tienen que estar muy bien selladas contra las fugas de aire. La presión del aire desde la parte posterior de los moldes exige una rigidez extremadamente buena en cuanto a que las tolerancias de las herramientas, cuando están en contacto, son menores de 1 mm. Esto da como resultado una capacidad baja de reproducción y una diminución de calidad en las bandejas. Las herramientas usadas pueden originar también el aplastamiento de la celulosa en ciertos lugares de la bandeja.
Se conoce cómo formar bandejas a partir de un material inicial en forma de banda de papel que comprende normalmente múltiples capas. La formación se realiza estirando la banda utilizando una herramienta de presión. Un ejemplo de un método de esta clase se ha descrito en el documento EP 1 160 379 A2. Este documento sugiere el uso de una banda de papel que ha sido mejorada en cuanto a capacidad de estiramiento y elasticidad, propiedades que son importantes cuando se ha de estirar y deformar el material con el fin de darle forma.
La formación de bandejas a partir de una banda de papel está asociada sin embargo a diversas desventajas. Aun cuando la flexibilidad y elasticidad hayan sido mejoradas, como se indica en el documento EP 1 160 379 A2, siguen existiendo limitaciones con respecto a la flexibilidad y elasticidad, lo cual a su vez da como resultado limitaciones en la capacidad de formación. Es imposible producir bandejas profundas o bandejas con múltiples compartimentos a partir de una banda, ya que es imposible formar una bandeja o un cuenco a partir de una lámina plana, si se ha humedecido con un contenido de agua hasta un 50%. Además, se forman pliegues no deseados cuando se hacen depresiones en la banda de material en conexión con la formación de las bandejas. La banda utilizada puede incluso romperse. Una desventaja esencial de las bandejas de acuerdo con el documento EP 1 160 379-A2 es que se estiran las bandejas formadas y que desarrollan tensiones internas que pueden hacer que las bandejas formadas se deformen cuando se exponen a esfuerzos en forma de cambios de temperatura o cuando se exponen a humedad o empapamiento.
Presentación de la invención Por la presente invención, se ha conseguido una bandeja con una funcionalidad considerablemente mejorada en comparación con los métodos previamente conocidos.
El método de acuerdo con la invención está caracterizado por que la bandeja en un método de compresión se forma a partir de una suspensión de material fibroso de celulosa, que comprende al menos un 75% de pulpa mecánica basada en fibra virgen del grupo TMP, CMP, CTMP, cTMP, HTCTMP y mezclas de las mismas, y por que la bandeja formada ha sido formada mediante secado a presión utilizando calor para un contenido seco del 90 -95%, por que el material de fibra de la bandeja formada tiene una densidad del orden de 400 -650 Kg/m3, y por que la bandeja está recubierta en su interior con una barrera protectora.
Eligiendo la clase mencionada de pulpa mecánica basada en fibra virgen de celulosa como material fibroso de la bandeja, se obtienen diversas ventajas. Las fibras de la pulpa mecánica son más rígidas que cualquier otro tipo de pulpa de celulosa, tal como la pulpa química o pulpa que esta parcial o completamente comprendida por fibra reciclada. Esto significa que la bandeja formada a partir de pulpa mecánica es más resistente a la deformación. Los residuos sobrantes de resinas naturales en la pulpa mecánica hacen también que la bandeja formada sea autohidrófoba lo cual es importante para que la bandeja mantenga su forma y resistencia incluso en ambientes húmedos. El secado a presión introduce también un esfuerzo generado en el producto que confiere la rigidez con un peso base bajo. Dicho esfuerzo se distribuye uniformemente y da como resultado una contribución adicional a la estabilidad, debido al hecho de que las fibras han sido forzadas para una forma bajo calor y presión en la red fibrosa; el esfuerzo interno confiere en este caso una mejor resistencia y estabilidad. Las fibras hidrófobas impiden también la futura penetración de agua, lo cual a su vez provoca una resistencia y estabilidad duraderas.
La bandeja formada se ha formado mediante presión en seco bajo calor hasta un contenido seco del 80 -95%, preferiblemente hasta un contenido seco del 90 -95%. Esto da como resultado la formación de enlaces muy fuertes de hidrógeno entre las fibras individuales, y la obtención de una bandeja con alta resistencia al esfuerzo de compresión.
El secado en seco se efectúa preferiblemente a 250 -280ºC. Este intervalo de temperatura da como resultado una buena eficiencia de la producción. Temperaturas más altas podrían dar como resultado el quemado del material de fibra.
Al comprimir fuertemente el material de fibra con el método de compresión, hasta una densidad del orden de 400 650 kg/m3, se obtiene una bandeja con alta rigidez que puede resistir cargas de compresión muy altas. Cuando se comprime hasta esta densidad, el material de fibra es suficientemente fuerte para uso como bandejas de alimentos y tendrá una muy buena superficie para la laminación de varias películas de plástico, como el PET (tereftalato de polietileno) , PA (poliamida) , PP (polipropileno) y PBT (tereftalato de polibutileno) . Las densidades más altas o más bajas crearán problemas de laminación y rigidez. La correcta suavidad de la superficie es una propiedad muy crítica y está relacionada con la densidad de la bandeja. Por ejemplo, si la densidad es demasiado baja (< 400 kg/m3) , la superficie será muy áspera, originando orificios de aguja en la película de laminación. Si la densidad es demasiado alta (>650 kg/m3) , la superficie será demasiado lisa y la película de laminación no se adherirá/anclará de manera suficiente a las fibras.
De acuerdo con un modo de realización adecuado, la invención se caracteriza además por que dicha pulpa mecánica comprende al menos un 75% de CTMP.
De... [Seguir leyendo]
Reivindicaciones:
1. Un método para fabricar con un método de compresión una bandeja (8) , que comprende los pasos de:
-formar una bandeja (8) de fibra que tiene una abertura (3) , una parte interior (5) y una parte exterior (6) , por inmersión de una bandeja de deshidratación que tiene la forma de la bandeja a producir, en un baño de una
suspensión de un material de fibra de celulosa que comprende al menos un 75% de pulpa mecánica basada en fibra virgen del grupo TMP, CMP, CTMP, cTMP, HTCTMP y mezclas de las mismas, deshidratando la suspensión acuosa de celulosa en la bandeja de deshidratación de la sección de formación,
-secar por presión la bandeja formada (8) utilizando el calor, hasta un contenido seco de.
80. 95% y una densidad de 400 -650 kg/m3; y
-recubrir el interior de la bandeja (8) con una barrera protectora en forma de película (7) de plástico.
2. El método según la reivindicación 1, en el que dicho secado a presión se realiza a 250 -280ºC.
3. El método según la reivindicación 1 o 2, en el que dicha barrera protectora se aplica recubriendo una superficie del material de fibra formado con una emulsión de plástico que se polimeriza como dicha película (7) , por adición de un iniciador, o se seca como dicha película sobre la bandeja.
4. El método según cualquiera de las reivindicaciones 1 -3, en el que dicha barrera protectora está constituida por una película (7) de PET, PA, PP, PE, PBT, EVOH o combinación de los mismos.
5. El método según cualquiera de las reivindicaciones 1 -4, en el que dicha película (7) o dicha barrera protectora están fijadas a la bandeja formada mediante laminación en calor.
6. El método según cualquiera de las reivindicaciones precedentes, en el que la bandeja (8) está formada a 20 partir de una suspensión de material de fibra que tiene un pH entre 6 y 8, 5, preferiblemente entre 7 y 8.
7. El método según la reivindicación 1 o 3, que comprende los pasos de -aplicar dicha película (7) o dicha barrera protectora sobre dicho material de fibra; y -laminar dicha película (7) o dicha barrera protectora sobre dicho material de fibra.
8. El método según la reivindicación 1, en el que se rocía dicha barrera protectora sobre la bandeja (8) . 25
Patentes similares o relacionadas:
Contenedores autocalentables de alta eficiencia, del 15 de Julio de 2020, de Heatgenie, Inc: Un extremo de lata para un contenedor de dos piezas, que comprende: un extremo de lata sellable con una superficie superior, una superficie inferior y un rizo de borde […]
ENVASE HERVIBLE PARA PRODUCTOS ALIMENTICIOS, del 5 de Mayo de 2020, de LUKYANTSEV, Maksim: 1. Envase hervible para productos alimenticios, caracterizado por el hecho de que comprende una bolsa hecha de una película de plástico que define un alojamiento […]
Estructura laminada con aberturas de acceso, del 26 de Febrero de 2020, de SONOCO DEVELOPMENT, INC.: Estructura laminada que comprende: una primera capa y una segunda capa, donde la primera capa está adherida mediante un adhesivo a la segunda capa; y una […]
 Conjunto de autocalentamiento con reactivo distribuido, del 25 de Diciembre de 2019, de TEMPRA TECHNOLOGY, INC.: Un conjunto de autocalentamiento que comprende:
un recipiente de producto para contener un producto a calentar; un recipiente de calentador […]
Conjunto de autocalentamiento con reactivo distribuido, del 25 de Diciembre de 2019, de TEMPRA TECHNOLOGY, INC.: Un conjunto de autocalentamiento que comprende:
un recipiente de producto para contener un producto a calentar; un recipiente de calentador […]
Producto sazonador, del 4 de Diciembre de 2019, de SOCIETE DES PRODUITS NESTLE S.A.: Un producto sazonador con una hoja de material flexible, resistente al quemado, y una composición de tres capas, dispuesta en una cara de la lámina hoja, el cual comprende […]
Válvula de una sola vía para envases de alimentos, del 20 de Noviembre de 2019, de MICVAC AB: Una válvula de una vía para su montaje sobre una abertura formada sobre un envase para alimentos para cocinar, almacenar y/o calentar alimentos listos […]
VÁLVULA TEMPORIZADA CON AVISO, del 14 de Noviembre de 2019, de TERRÓN GARCÍA, Pedro: Válvula de apertura temporizada, prevista para ser utilizada en envases, recipientes o elementos sellados. La válvula puede ser un sistema integrado en el propio envase, […]
Dispositivo para la preparación y distribución de comidas preparadas., del 11 de Octubre de 2019, de COOLPEPPERS, S.L.U: 1. Dispositivo para la preparación y distribución de comidas preparadas, caracterizado porque está formado por un recipiente con un fondo y una pared lateral […]