Procedimiento para la fabricación de una manguera con conector de manguera.
Procedimiento para la fabricación de una disposición, que presenta:
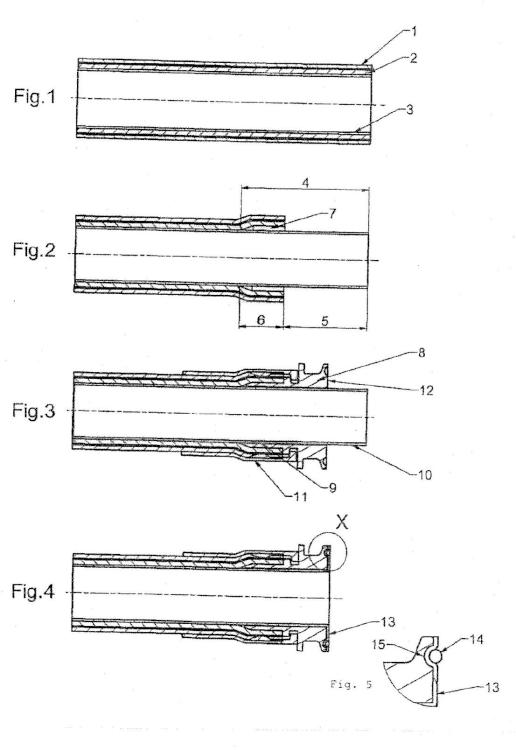
una manguera con una cubierta exterior (1) y un revestimiento interior (3) y
un conector de manguera (8), que está conectado de tal manera a una zona de extremo de la manguera, que el revestimiento interior (3) reviste el interior del conector de la manguera (8), con los pasos:
a) puesta a disposición de la manguera con la cubierta exterior (1) y el revestimiento interior (3), que forman una unión fija producida mediante extrusión conjunta; y de un conector de manguera (8) adecuado,
b) separación de la unión fija entre la cubierta exterior y el revestimiento interior de la manguera en una zona de extremo de la manguera, en una longitud que se corresponde a la suma de las longitudes previstas de la primera y de la segunda secciones de extremo (5, 6) de la manguera,
c) puesta al descubierto del revestimiento interior (3) mediante la separación de la cubierta exterior (1) y capas interiores (2) dado el caso existentes entre la cubierta exterior (1) y el revestimiento interior (3) para la fabricación de la segunda sección de extremo (5) de la manguera, en la que el revestimiento interior (3) queda al descubierto,
d) colocación del conector de manguera (8) de tal manera, que el tubo de empalme (9) se introduce en la bolsa (7) formada de la primera sección de extremo (6) de la manguera,
e) adaptación en la forma del revestimiento interior (3) a la superficie de reborde (12) dirigida en dirección axial del conector de la manguera.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11156005.
Solicitante: ELAFLEX - GUMMI EHLERS GMBH.
Nacionalidad solicitante: Alemania.
Dirección: SCHNACKENBURGALLEE 121 22525 HAMBURG ALEMANIA.
Inventor/es: Aehle,Achim.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- F16L33/01 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16L TUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL. › F16L 33/00 Dispositivos para empalmar las mangas a órganos rígidos; Empalmes rígidos para mangas, p. ej. elementos unitarios que enlazan simultáneamente en dos mangas (empalmes o accesorios de empalme especialmente adaptados para ser hechos de materiales plásticos o para ser utilizados con tubos en materiales plásticos F16L 47/00). › especialmente adaptados para mangas que tienen una pared de varias capas.
- F16L33/207 F16L 33/00 […] › con sólo un manguito contraído sobre la manga.
- F16L33/28 F16L 33/00 […] › para mangas que tienen un extremo en forma de collar o de brida radiales.
PDF original: ES-2549167_T3.pdf
Fragmento de la descripción:
Procedimiento para la fabricación de una manguera con conector de manguera La invención se refiere a un procedimiento para la fabricación de una disposición, la cual presenta:
a) una manguera con una cubierta exterior y un revestimiento interior, b) un conector de manguera, que está unido de tal manera con una zona de extremo de la manguera, que el revestimiento interior reviste el interior del conector de la manguera.
La invención se refiere además, a una disposición que puede obtenerse a partir del procedimiento.
En el caso del transporte de productos con capacidad de flujo, se establecen unas exigencias altas por ejemplo, en la industria farmacéutica o cosmética o en la industria alimentaria, en lo que a limpieza se refiere. Los materiales que entran en contacto con el producto tienen que ser completamente inertes frente al producto y presentar dado el caso una correspondiente certificación. Los materiales habituales para este uso previsto son por ejemplo, fluoropolímeros certificados como PTFE y aceros finos. Normalmente son propensos a ensuciamientos y con ello problemáticos, los lugares de conexión o de junta, por ejemplo, en la zona de conectores de manguera, en los que se usan diferentes materiales. En el caso de los conectores de manguera se persigue normalmente revestir éstos en la mayor medida posible mediante una capa interior de la manguera (denominada también como revestimiento interior) y evitar de esta manera en la medida de lo posible fisuras y lugares de junta. Según el documento EP 1 540 231 A1 se conocen diferentes configuraciones de una disposición de manguera y conector de manguera. Se usa en estos casos una manguera de varias capas con un revestimiento interior, en la que las capas de manguera individuales están dispuestas libremente unas sobre otras y no unidas entre sí.
Los documentos US 2011/0006515 A1, US 2006/0163871 A1, GB 810400 A, EP 0 292 165 A2, US 2005/0287326 A1 y WO 2010/101872 A1 divulgan mangueras revestidas con revestimientos interiores de PTFE y correspondientes conectores de manguera.
La invención se basa en la tarea de poner a disposición una disposición del tipo mencionado inicialmente, así como un procedimiento para su producción, que permita un transporte seguro de productos con capacidad de flujo sin el riesgo del ensuciamiento y que pueda fabricarse de manera sencilla y económica con diferentes longitudes de manguera.
El procedimiento según la invención para la fabricación de una disposición de este tipo presenta los siguientes pasos:
a) puesta a disposición de una manguera con una cubierta exterior y un revestimiento interior, que forman una unión producida mediante extrusión conjunta; y de un conector de manguera adecuado, b) separación de la unión entre la cubierta exterior y el revestimiento interior de la manguera en una zona de extremo de la manguera a razón de una longitud, que se corresponde a la suma de las longitudes previstas de la primera y de la segunda zona de extremo de la manguera, c) puesta al descubierto del revestimiento interior mediante la separación de la cubierta exterior y capas interiores dado el caso existentes entre la cubierta exterior y el revestimiento interior para la producción de la segunda zona de extremo de la manguera, en la que el revestimiento interior queda al descubierto, d) colocación del conector de manguera de tal manera, que el tubo de empalme se introduce en la bolsa formada de la primera zona de extremo de la manguera, e) adaptación en la forma del revestimiento interior a la superficie de sellado dirigida en dirección axial del conector de la manguera.
A continuación, se explican algunos de los conceptos usados en el marco de la invención.
La cubierta exterior de una manguera es su zona dirigida radialmente hacia el exterior y sirve normalmente para el establecimiento de una resistencia mecánica suficiente, así como de una estabilidad frente a las influencias del entorno. Esta cubierta exterior puede consistir según la invención preferiblemente en un caucho como por ejemplo, goma.
El revestimiento interior, denominado también como capa interior o alma interior de la manguera, por norma no contribuye en nada o solo lo hace en una pequeña medida, a la resistencia mecánica de la manguera, y está destinado en primer lugar a que no se produzcan ningún tipo de acciones recíprocas no deseadas entre el material del revestimiento interior y los productos transportados. En el marco de la invención, el revestimiento interior consiste preferiblemente en un fluoropolímero certificado, como por ejemplo, PTFE, previsto para el uso previsto.
En el marco de la invención pueden proporcionarse capas interiores entre la cubierta exterior y el revestimiento 2 5
interior, que mejoran preferiblemente las propiedades mecánicas de manguera, como por ejemplo, resistencia a la presión y/o al vacío y/o resistencia al pandeo. En el caso de estas capas interiores puede tratarse por ejemplo, de trenzados reforzados de metal o de material plástico. También es posible la configuración de estas capas interiores a modo de un muelle en espiral. Las capas interiores pueden estar unidas de manera fija con la cubierta exterior, pueden coextrusionarse por ejemplo, correspondientes trenzados con una cubierta exterior de caucho sintético durante la producción de la manguera.
El concepto conector de manguera se refiere a una pieza de conexión, con cuya ayuda pueden unirse un extremo de la manguera con otra manguera o con un tubo de empalme de un depósito o de un dispositivo. El revestimiento interior reviste el interior del conector de la manguera. Esto significa que las superficies interiores del conector de la manguera, que podrían entrar en contacto en principio con producto transportado, se recubren de manera preferible completamente o por el contrario en partes esenciales del revestimiento interior. El revestimiento interior está conformado de manera preferida esencialmente en unión positiva con estas superficies interiores.
La cubierta exterior y el revestimiento interior de la manguera forman una unión fija entre sí. Según la invención, durante la fabricación de una manguera de este tipo, un revestimiento interior por ejemplo de PTFE se extrude conjuntamente con una cubierta exterior por ejemplo, de un caucho sintético y dado el caso con capas interiores de refuerzo, de manera que resulta una unión fija entre la cubierta exterior y el revestimiento interior. Una manguera con esta construcción puede fabricarse en un proceso de fabricación continuado con grandes longitudes. Las longitudes de manguera deseadas pueden cortarse a partir de rollos de manguera de una manguera de este tipo.
Según la invención, la unión fija entre la cubierta exterior y el revestimiento interior de la manguera, está separada en la zona de extremo en la que está conectado el conector de la manguera. En una primera sección de extremo solo está separada esta unión fija, sin embargo, la cubierta exterior aún rodea radialmente el revestimiento interior, de manera que en esta primera sección de extremo entre la cubierta exterior y el revestimiento interior, resulta una bolsa esencialmente anular. Siempre y cuando la manguera presente capas interiores entre la cubierta exterior y el revestimiento interior o como parte de la cubierta exterior, la bolsa está formada preferiblemente entre el revestimiento interior por un lado y la cubierta exterior con las capas interiores por el otro. En una segunda sección de extremo en contacto con ella directamente, la cubierta exterior está separada completamente junto con las eventuales capas interiores existentes, de manera que el revestimiento interior supera axialmente la cubierta exterior en dirección hacia el extremo de la manguera y forma en cierta medida un extremo libre.
El conector de la manguera está colocado de tal manera sobre el extremo de la manguera, que el extremo libre del revestimiento interior (segunda sección de extremo) está pasado interiormente a través del conector de la manguera y reviste sus superficies interiores. La longitud de esta segunda sección de extremo se elige de tal manera, que el revestimiento interior sobresale hacia delante del conector de la manguera, entra en contacto con el reborde del conector, y forma de esta manera una superficie de sellado del conector de la manguera dirigida en dirección axial. El tubo de empalme del conector de la manguera está introducido en la bolsa de la primera sección y establece de esta manera una conexión mecánica entre la manguera y el conector de la manguera.
Puede proporcionarse adicionalmente un manguito dispuesto exteriormente en la manguera, que establece o mejora en la zona de la primera sección de extremo (la bolsa) una conexión mecánica... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de una disposición, que presenta:
una manguera con una cubierta exterior (1) y un revestimiento interior (3) y un conector de manguera (8) , que está conectado de tal manera a una zona de extremo de la manguera, que el revestimiento interior (3) reviste el interior del conector de la manguera (8) , con los pasos:
a) puesta a disposición de la manguera con la cubierta exterior (1) y el revestimiento interior (3) , que forman una unión fija producida mediante extrusión conjunta; y de un conector de manguera (8) adecuado, b) separación de la unión fija entre la cubierta exterior y el revestimiento interior de la manguera en una zona de extremo de la manguera, en una longitud que se corresponde a la suma de las longitudes previstas de la primera y de la segunda secciones de extremo (5, 6) de la manguera, c) puesta al descubierto del revestimiento interior (3) mediante la separación de la cubierta exterior (1) y capas interiores (2) dado el caso existentes entre la cubierta exterior (1) y el revestimiento interior (3) para la fabricación de la segunda sección de extremo (5) de la manguera, en la que el revestimiento interior (3) queda al descubierto, d) colocación del conector de manguera (8) de tal manera, que el tubo de empalme (9) se introduce en la bolsa (7) formada de la primera sección de extremo (6) de la manguera, e) adaptación en la forma del revestimiento interior (3) a la superficie de reborde (12) dirigida en dirección axial del conector de la manguera.
2. Procedimiento según la reivindicación 1, caracterizado por que la separación de la unión fija entre cubierta exterior (1) y revestimiento interior (3) de la manguera se produce mediante herramientas de corte rotativas, mediante herramientas de corte movidas axialmente o mediante procedimientos de corte térmicos, ópticos o hidráulicos.
3. Procedimiento según las reivindicaciones 1 o 2, caracterizado por que la puesta al descubierto del revestimiento interior (3) se produce mediante la separación de la cubierta exterior (3) y capas interiores (2) dado el caso existentes entre cubierta exterior y revestimiento interior mediante una herramienta de corte que se conduce radialmente alrededor de la manguera.
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado por que se coloca adicionalmente un maguito (11) sobre la primera sección de extremo (6) , que provoca una compresión mecánica entre la manguera y el conector de la manguera (8) .
5. Disposición, que puede obtenerse mediante un procedimiento según una de las reivindicaciones 1 a 4.
6. Disposición según la reivindicación 5, caracterizada por que la manguera presenta capas interiores (2) entre la cubierta exterior (1) y el revestimiento interior (3) , estando formada la bolsa esencialmente anular entre el revestimiento interior (3) por un lado, y la cubierta exterior (1) con capas interiores (2) , por otro lado.
7. Disposición según las reivindicaciones 5 o 6, caracterizada por que la cubierta exterior (1) se compone de un caucho.
8. Disposición según una de las reivindicaciones 5 a 7, caracterizada por que el revestimiento interior (3) se compone de un material inofensivo para alimentos y/o productos farmacéuticos y/o productos cosméticos, preferiblemente de un fluoropolímero certificado para el uso previsto de la manguera, como PTFE.
9. Disposición según una de las reivindicaciones 6 a 8, caracterizada por que las capas interiores (2) comprenden capas interiores de refuerzo para el aumento de la estabilidad frente al vacío y/o frente a la presión y de la resistencia al pandeo.
10. Disposición según una de las reivindicaciones 5 a 9, caracterizada por que el revestimiento interior (3) está adaptado en la forma en la zona de la superficie de sellado (13) del conector de la manguera (8) dirigida en dirección axial, en unión positiva a ésta.
11. Disposición según una de las reivindicaciones 5 a 10, caracterizada por que en la zona de la primera sección de extremo (6) está previsto un manguito (11) que establece o mejora una conexión mecánica entre manguera y conector de la manguera mediante compresión.
Patentes similares o relacionadas:
Racor de encaje a presión con pestaña de presión, del 3 de Julio de 2019, de GEBERIT INTERNATIONAL AG: Racor de encaje a presión para una manguera o tubería con un mandril de pinza que presenta una parte cilíndrica y una pestaña de presión que se separa hacia […]
Conducto de tubo flexible así como procedimiento para la fabricación de un conducto de tubo flexible, del 3 de Abril de 2019, de NEOPERL GMBH: Conducto de tubo flexible con un tubo flexible así como con al menos un empalme de tubo flexible que presenta una pieza de empalme con una boquilla de empalme […]
 Sistema de fijación para tubo flexible con una boquilla para tubo flexible para sistema de aire de sobrealimentación, del 13 de Febrero de 2019, de VERITAS AG: Sistema de fijación para tubo flexible con una boquilla para tubo flexible , un tubo flexible , en el que el tubo flexible […]
Sistema de fijación para tubo flexible con una boquilla para tubo flexible para sistema de aire de sobrealimentación, del 13 de Febrero de 2019, de VERITAS AG: Sistema de fijación para tubo flexible con una boquilla para tubo flexible , un tubo flexible , en el que el tubo flexible […]
Dispositivo de visualización de engaste para un racor a engastar, del 8 de Febrero de 2019, de COMAP: Dispositivo de visualización de engaste para un racor a engastar para tubos, que comprende: - un aro de fijación que comprende una parte de fijación […]
 Acoplamiento de latiguillo, del 21 de Noviembre de 2018, de NEOPERL GMBH: Acoplamiento de latiguillo que está configurado en forma de casquillo y que presenta en al menos uno de sus extremos un racor de conexión con un perfilado […]
Acoplamiento de latiguillo, del 21 de Noviembre de 2018, de NEOPERL GMBH: Acoplamiento de latiguillo que está configurado en forma de casquillo y que presenta en al menos uno de sus extremos un racor de conexión con un perfilado […]
 Disposición de abrazadera de tubo, del 21 de Noviembre de 2018, de GEBERIT INTERNATIONAL AG: Abrazadera de tubo para conectar un tubo que comprende
una pieza de conexión que puede insertarse en un extremo del tubo ,
un anillo afianzador […]
Disposición de abrazadera de tubo, del 21 de Noviembre de 2018, de GEBERIT INTERNATIONAL AG: Abrazadera de tubo para conectar un tubo que comprende
una pieza de conexión que puede insertarse en un extremo del tubo ,
un anillo afianzador […]
Herramienta para moldeo por presión para una pieza de empalme con lengüeta de presión, del 24 de Octubre de 2018, de GEBERIT INTERNATIONAL AG: Herramienta para moldeo por presión para una pieza de empalme de montaje a presión con una parte cilíndrica y con una lengüeta de presión que sobresale de la […]
Conector de tubería y disposición con un conector de tubería, del 4 de Abril de 2018, de UPONOR INNOVATION AB: Un conector (RVS) de tubería para una instalación empotrada en la pared de un sistema de tuberías en serie o un sistema de tuberías en anillo, que consta […]