Envase para empaquetado en atmósfera modificada.
Método para proporcionar un envase para empaquetado en atmósfera modificada,
el cual método comprende los pasos de:
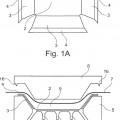
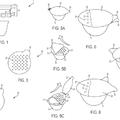
- proveer una plancha (1; 30) desplegada para formar por plegado una caja (1; 20; 40);
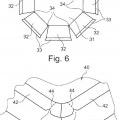
- plegar la plancha (1; 30) desplegada para formar una caja (1; 20; 40) que tiene al menos una abertura de acceso (9) y partes de pestaña (4; 23; 33; 42) horizontales que bordean la abertura de acceso, las cuales partes de pestaña (4; 23; 33; 42) componen una pestaña circunferencial continua y en la que partes de pared adyacentes de la caja hacen tope;
caracterizado por
- proveer una lámina de plástico (7);
- calentar la lámina de plástico (7);
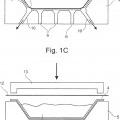
- presionar la lámina de plástico (7) contra la pared interna (2; 3; 21; 22; 31; 32; 41) de la caja y cubrir la pestaña circunferencial (4; 23; 33; 42), de tal forma que la lámina de plástico (7) es laminada a la caja.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11166049.
Solicitante: Packable B.V.
Nacionalidad solicitante: Países Bajos.
Dirección: Kerkplein 8 7607 BT Almelo PAISES BAJOS.
Inventor/es: ZWAGA,RONALD, DE OLDE,REMI, TASMA,ALAIN WIETSE BASTIAAN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B31B7/00
- B65D5/56 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 5/00 Recipientes rígidos o semirrígidos de sección transversal poligonal, p. ej. cajas, envases de cartón o bandejas, formados plegando o montando una o más cintas de papel (palés rígidos con paredes laterales B65D 19/02). › Revestimientos o recubrimientos interiores.
- B65D77/20 B65D […] › B65D 77/00 Paquetes realizados encerrando objetos o materiales en recipientes preformados, como p. ej. cajas, envases de cartón, sacos o bolsas. › aplicando tapas o cubiertas separadas.
PDF original: ES-2504968_T3.pdf

Fragmento de la descripción:
Envase para empaquetado en atmósfera modificada La invención se refiere a un método para proporcionar un envase para empaquetado en atmósfera modificada, de acuerdo con el preámbulo de la reivindicación 1. Un método de este tipo se conoce del documento de patente europea EP 0 608 599.
Con el fin de prolongar la fecha de caducidad de productos alimenticios empaquetados, se conoce el colocar los productos alimenticios en un envase estanco al aire. Sin un envase estanco al aire, es posible el acceso continuo de aire a los productos alimenticios, lo cual aviva el proceso de putrefacción. Si la cantidad de aire es limitada por el envase estanco al aire, el proceso de putrefacción seré detenido después de un tiempo corto.
Se conoce además el reemplazar el aire en el envase con otro gas como, por ejemplo, nitrógeno. Como el aire es reemplazado por un gas inerte, el proceso de putrefacción se detendrá tan pronto como los productos alimenticios son empaquetados.
En general, se provee una caja de plástico con una pestaña circunferencial en la cual se colocan los productos alimenticios. Un gas inerte, como el nitrógeno se alimenta al interior del envase, después de lo cual la caja es cerrada mediante una lámina sellante. La lamina sellante es fijada a la pestaña circunferencial. Para asegurar un sellado fiable, es necesario tener una pestaña plana, sin ningún escalón, de tal forma que la lámina sellante pueda ser presionada a lo largo de toda la longitud de la pestaña circunferencial.
Las cajas usadas para empaquetado en atmósfera modificada, típicamente, están hechas mediante termoformado de una lámina de plástico. En este método, una lámina de plástico es calentada y metida en un molde por presión. Entonces, la lámina de plástico es enfriada de tal forma que la lámina de plástico mantiene la forma de caja. Estas cajas de plástico son entonces apiladas y transferidas a una línea de llenado, en la que las cajas son llenadas con los productos alimenticios y las cajas son selladas de manera estanca al aire con una lámina sellante.
El uso de plástico no es ecológico. En consecuencia, hay una tendencia para reducir la cantidad de plástico en el empaquetado mediante el uso de otros materiales, como cartón. Pueden hacerse cajas a partir de una plancha de cartón, la cual es plegada en forma de caja. Las paredes de la caja tienen partes que se solapan, las cuales son unidas con pegamento para mantener la plancha plegada en la forma de caja. Estas partes que se solapan proporcionan escalones en la superficie de la caja lo cual no puede garantizar la estanqueidad al aire.
Con el fin de ser capaz de sellar una lámina a la caja de cartón, el cartón tiene que estar provisto de una capa adecuada. Esta capa está, típicamente, laminada al cartón. Esto limita la flexibilidad, porque es difícil cambiar rápidamente la capa laminada al cartón. Esto requeriría mantener varios tipos diferentes de cartón laminado en almacén para ser capaz de responder rápidamente a demandas de cambio.
El documento de patente europea EP 0608599 divulga un método para proveer de una capa interna de plástico a una bandeja de cartón. La capa de plástico es provista disponiendo dos bandejas de cartón alrededor de una preforma de plástico y, subsiguientemente, moldear por soplado la preforma en ambas bandejas. Las dos bandejas son, entonces, separadas recortando los bordes.
El documento de patente internacional WO 9967143 divulga un método para proveer un envase para empaquetado en atmósfera modificada. A partir de una plancha de cartón se cortan dos piezas. La primera pieza es plegada en forma de caja con un fondo y paredes en ángulo recto. La segunda pieza es formada como una pestaña circunferencial con partes de unión. La pestaña es unida a la primera pieza para formar una caja de cartón y mantener la primera pieza en la forma de caja.
Cuando la caja está hecha a partir de las dos piezas, la caja es transportada hasta una línea de llenado. En la línea de llenado una lámina de plástico es traída sobre la caja y la lámina es calentada. Entonces, se aspira aire del espacio entre la caja y la lámina caliente, de tal forma que la lámina en arrastrada al interior de la caja y laminada a la pared interior de la caja. La lámina también es laminada a la pestaña circunferencial plana.
Entonces, la caja, provista de la lámina laminada, es llenada con los productos alimenticios y la caja es sellada mediante una lámina sellante. Como la pestaña circunferencial es cortada como un todo a partir de la plancha, la pestaña es completamente plana, de forma que una lámina sellante puede ser colocada de manera fiable y estanca al aire sobre la pestaña.
Este método de proveer un envase consume mucho cartón. Especialmente, cortar la parte de pestaña como un todo a partir de una plancha da como resultado mucho desperdicio de material. Además, las dos piezas tienen que ser unidas primero antes de que la lámina de plástico pueda ser laminada a la caja.
El documento de patente francesa FR 2487297 divulga un método para plegar una caja a partir de una lámina desplegada y luego colocar una lámina de plástico calentada a las paredes internas de la caja. La lámina de plástico se detiene en esta realización justo por debajo del borde superior de la caja. Esta publicación divulga, además,
doblar la lámina de plástico alrededor de la parte superior de las paredes contra la superficie externa de las paredes. Esto tiene la ventaja de una caja más fuerte, especialmente en las esquinas de la caja.
Es un objeto de la invención reducir o incluso eliminar las desventajas mencionadas arriba de la técnica anterior.
Este objeto se alcanza con un método de acuerdo con la reivindicación 1 de la invención.
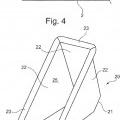
La pestaña circunferencial está compuesta de varias partes de pestaña. Estas partes de pestaña son mantenidas juntas y la plancha plegada es mantenida en la forma de caja laminando la lámina de plástico a la pared interna de la caja y las partes de pestaña. Así, con el método de acuerdo con la invención, la caja está compuesta de una única plancha y su forma mantenida laminando la lámina de plástico a la plancha. Partes que se solapan, que son unidas con pegamento, no son necesarias para construir la caja de la invención. De esta manera, la lámina de plástico proporciona la conexión para mantener en posición las diferentes partes.
Debido a que la lámina de plástico se extiende por encima de las partes de la pestaña horizontal y no se detiene justo por debajo de la parte superior de la abertura de acceso, se proporciona una fuerza adicional a la caja y a la pestaña horizontal. Cuando la caja es sometida a fuerzas que obligan a las paredes hacia el exterior, la lámina de plástico en las pestañas horizontales es sometida a una fuerza de estiramiento, mientras que con una caja de acuerdo con, por ejemplo, el documento de patente francesa FR 2487297 la lámina estaría sometida a una fuerza de desgarramiento.
Como la lámina de plástico es mucho más resistente a las fuerzas de estiramiento que a las fuerzas de rasgado, se proporciona con la invención una caja más fuerte.
Otro aspecto de la invención es que la lámina de plástico está colocada sólo sobre el lado superior de la pestaña horizontal, lo cual facilita el sellado de la caja con una lámina sellante en un molde de sellado adecuado, el cual es presionado contra el lado inferior de la pestaña horizontal. Como el lado inferior de la pestaña horizontal es una superficie de cartón, el molde de sellado no se pegará a la pestaña, lo cual sería el caso si la lámina de plástico también estuviera colocada en el lado inferior de la pestaña horizontal.
Otra ventaja de la invención es que las planchas desplegadas pueden estar impresas sobre ambos lados, de tal forma que un lado impreso formará la pared interna de la caja. Como la pared interna está laminada con la lámina de plástico, la impresión no tendrá un efecto adverso sobre el contenido del envase.
Las planchas desplegadas, típicamente, están apiladas antes de alimentar a la máquina para producir las cajas de acuerdo con la invención. Cuando las planchas están impresas, el lado externo impreso estaría en contacto con la superficie interna de la siguiente plancha desplegada. Como resultado de este contacto, la tinta dispuesta sobre el lado externo podría migrar al interno de la caja siguiente. Debido a que la caja de acuerdo con la invención está laminada sobre el lado interno con una lámina de plástico, esta tinta migrada no puede entrar en contacto con los productos alimenticios a ser empaquetados en la caja.
Preferiblemente, bordes adyacentes de las partes... [Seguir leyendo]
Reivindicaciones:
1. Método para proporcionar un envase para empaquetado en atmósfera modificada, el cual método comprende los pasos de:
- proveer una plancha (1; 30) desplegada para formar por plegado una caja (1; 20; 40) ;
- plegar la plancha (1; 30) desplegada para formar una caja (1; 20; 40) que tiene al menos una abertura de acceso (9) y partes de pestaña (4; 23; 33; 42) horizontales que bordean la abertura de acceso, las cuales partes de pestaña (4; 23; 33; 42) componen una pestaña circunferencial continua y en la que partes de pared adyacentes de la caja hacen tope;
caracterizado por -proveer una lámina de plástico (7) ;
- calentar la lámina de plástico (7) ;
- presionar la lámina de plástico (7) contra la pared interna (2; 3; 21; 22; 31; 32; 41) de la caja y cubrir la pestaña circunferencial (4; 23; 33; 42) , de tal forma que la lámina de plástico (7) es laminada a la caja.
2. Método de acuerdo con la reivindicación 1, en el que bordes adyacentes de las partes de pestaña (4; 23; 33; 42) 15 hacen tope, de tal forma que las partes de pestaña (4; 23; 33; 42) están todas dispuestas en un único plano.
3. Método de acuerdo con cualquiera de las reivindicaciones precedentes, en el que se genera una presión baja entre la pared interna (2; 3; 21; 22; 31; 32; 41) de la caja (1; 20; 40) y la lámina de plástico (7) calentada para presionar la lámina (7) contra la pared interna (2; 3; 21; 22; 31; 32; 41) de la caja.
4. Método de acuerdo con la reivindicación 3, en el que las paredes (2; 3; 21; 22; 31; 32; 41) de la caja (1; 20; 40)
están provistas de aberturas de succión para crear una presión baja entre la pared interna (2; 3; 21; 22; 31; 32; 41) de la caja (1, 20; 40) y la lámina de plástico (7) calentada.
5. Método de acuerdo con la reivindicación 3 o 4, en el que se proveen aberturas de succión en las esquinas de la caja.
6. Método de acuerdo con cualquiera de las reivindicaciones precedentes que comprende, además, el paso de proporcionar una fuerza de presión para introducir por presión la lámina de plástico (7) calentada en la caja (1; 20; 40) plegada y presionarla contra la pared interna (2; 3; 21; 22; 31; 32; 41) , en el que la fuerza de presión es generada proporcionando una diferencia de presión sobre la lámina de plástico.
7. Método de acuerdo con cualquiera de las reivindicaciones precedentes que comprende el paso de proveer un molde (5) , en el que plancha (1; 30) desplegada es plegada para formar una caja introduciendo por presión la plancha (1; 30) desplegada en el molde (5) .
8. Método de acuerdo con cualquiera de las reivindicaciones precedentes que comprende, además, los pasos:
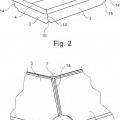
- llenar la caja (1; 20; 40) con productos alimenticios (11) ;
- proveer una lámina sellante (12) ; y -sellar la lámina sellante (12) sobre la pestaña circunferencial (4; 23; 33; 42) , de tal forma que los productos 35 alimenticios (11) son sellados de manera estanca al aire.
Patentes similares o relacionadas:
Un laminado para uso en embalajes, un método para hacer un laminado recerrable y uso del mismo, del 1 de Julio de 2020, de DANAPAK FLEXIBLES A/S: Un método para fabricar un laminado recerrable, tal como una película de tapa para embalajes, dicho laminado comprende una capa base, una capa […]
Cierre para un recipiente, componentes del cierre y método de uso de este, del 18 de Marzo de 2020, de APTARGROUP, INC.: Un cuerpo de cierre , que puede ser instalado con una membrana de revestimiento , que se puede unir sobre un recipiente de producto […]
Estructura laminada con aberturas de acceso, del 26 de Febrero de 2020, de SONOCO DEVELOPMENT, INC.: Estructura laminada que comprende: una primera capa y una segunda capa, donde la primera capa está adherida mediante un adhesivo a la segunda capa; y una […]
Placa bicapa, del 12 de Febrero de 2020, de Constantia Teich GmbH: Placa bicapa cuya zona de borde está destinada a sellarse contra el borde de un recipiente, con un adhesivo entre las dos capas, presentando la capa exterior superior […]
 Envasado rígido con elemento tensor, del 29 de Enero de 2020, de Dow Global Technologies LLC: Un recipiente que comprende:
un cuerpo de recipiente que tiene un labio de sellado , comprendiendo el labio de sellado un extremo de apertura y un […]
Envasado rígido con elemento tensor, del 29 de Enero de 2020, de Dow Global Technologies LLC: Un recipiente que comprende:
un cuerpo de recipiente que tiene un labio de sellado , comprendiendo el labio de sellado un extremo de apertura y un […]
Material de cubierta para recipiente de envasado para esterilización en retorta, del 22 de Enero de 2020, de Dainippon Printing Co., Ltd: Un material de cubierta para un recipiente de envasado para esterilización en retorta, incluyendo una multicapa laminada obtenida laminando una capa base, una capa […]
Cabeza de obturación, y recipiente obturado utilizando dicha cabeza de obturación, del 8 de Enero de 2020, de SUNTORY HOLDINGS LIMITED: Una cabeza de obturación que incluye, en su extremo delantero, una parte extrema de presión para presionar un miembro de tapa […]
Conjunto de cierre con etiqueta de identificación por radio frecuencia, del 25 de Diciembre de 2019, de Eagile, Inc: Un conjunto de cierre para un recipiente que define un volumen interior, una abertura a dicho volumen interior, y una superficie de sellado […]