Procedimiento para el ensayo no destructivo de objetos por medio de ultrasonidos.
Procedimiento para el procesamiento de señales que se generan en el ensayo no destructivo de objetos tales como tubos,
barras, planchas o componentes planos como también de formas complejas, de componentes de fibras de carbono mediante reflexión de ondas ultrasónicas en lugares defectuosos de la estructura del objeto, que comprende las etapas de procedimiento:
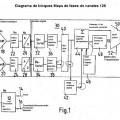
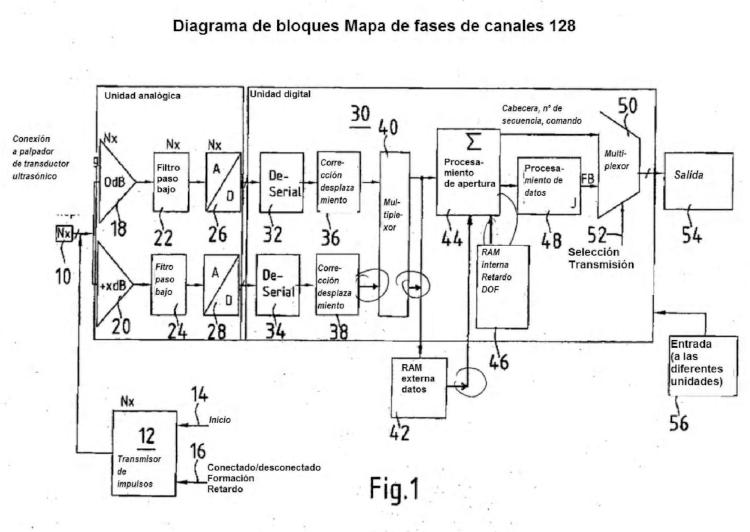
- emisión de un frente de ondas completo sobre al menos una sección del objeto que va a examinarse mediante la excitación con rigidez de fase de un gran número de elementos (10) de emisión independientes de un palpador (62) de disposición en fases de matriz
- recepción de una onda reflejada por la estructura del objeto por medio de un gran número de elementos (10) de recepción independientes entre sí con una toma,
- digitalización y almacenamiento de las señales recibidas por los elementos (10) de recepción durante una toma en etapas de digitalización en un módulo (42, 46) de almacenamiento,
- lectura de los valores de señales almacenados para cada etapa de digitalización de una toma desde el módulo (42, 46) de almacenamiento durante la recepción adicional (sobre la marcha) y modificación continua de valores de retardo y/o del número de elementos (10) de recepción para cada etapa de digitalización de los valores de señales leídos.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2009/056581.
Solicitante: GE INSPECTION TECHNOLOGIES GMBH.
Nacionalidad solicitante: Alemania.
Dirección: ROBERT-BOSCH-STRASSE 3 50354 HÜRTH ALEMANIA.
Inventor/es: FINGER,GERHARD, KOCH,ROMAN, DE ODORICO,Walter, FALTER,STEPHAN, BUSCH,KLAUS-PETER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- G01N29/26 FISICA. › G01 METROLOGIA; ENSAYOS. › G01N INVESTIGACION O ANALISIS DE MATERIALES POR DETERMINACION DE SUS PROPIEDADES QUIMICAS O FISICAS (procedimientos de medida, de investigación o de análisis diferentes de los ensayos inmunológicos, en los que intervienen enzimas o microorganismos C12M, C12Q). › G01N 29/00 Investigación o análisis de materiales por el empleo de ondas ultrasonoras, sonoras o infrasonoras; Visualización del interior de objetos por transmisión de ondas ultrasonoras o sonoras a través del objeto (G01N 3/00 - G01N 27/00 tienen prioridad). › Disposiciones para la orientación o el barrido.
- G10K11/34 G […] › G10 INSTRUMENTOS MUSICALES; ACUSTICA. › G10K DISPOSITIVOS GENERADORES DE SONIDOS (juguetes musicales o sonoros A63H 5/00 ); METODOS O DISPOSITIVOS PARA PROTEGER CONTRA, O PARA AMORTIGUAR, RUIDO U OTRAS ONDAS ACUSTICAS EN GENERAL; ACUSTICA NO PREVISTA EN OTRO LUGAR. › G10K 11/00 Métodos o dispositivos para transmitir, conducir o dirigir el sonido en general; Métodos o dispositivos de protección contra el ruido u otras ondas acústicas en general, o para amortiguarlas. › por control eléctrico de sistemas de transductores, p. ej. dirigiendo un haz acústico.
PDF original: ES-2553139_T3.pdf
Patentes similares o relacionadas:
Método de reconstrucción de imágenes basado en modelo, del 6 de Mayo de 2020, de ECOLE POLYTECHNIQUE FEDERALE DE LAUSANNE (EPFL): Un método de reconstrucción de imágenes de ondas de pulso que comprende: • transmitir un conjunto de ondas de pulso a un objeto […]
Sistema modular de formación de haces paralelos y procedimiento asociado, del 31 de Enero de 2018, de GENERAL ELECTRIC COMPANY: Un sistema de formación de haces, que comprende: una pluralidad de formadores (405A, 405B) de haces modulares acoplados operativamente […]
Filtro y procedimiento de filtrado espacial informado utilizando múltiples estimaciones instantáneas de la dirección de llegada, del 5 de Octubre de 2016, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Un filtro para generar una señal de salida de audio que comprende una pluralidad de muestras de la señal de salida de audio, a partir de dos o más señales de entrada de […]
Dispositivo ultrasónico para inspección de medios, del 9 de Junio de 2016, de MARTÍN ARGUEDAS, Carlos Julián: Dispositivo ultrasónico para inspección de medios. Es un dispositivo electrónico portátil y autónomo para llevar a cabo inspección […]
Procedimiento de control de transductores de una sonda de ultrasonidos, programa de ordenador correspondiente y dispositivo de sondeo ultrasónico, del 9 de Abril de 2014, de COMMISSARIAT A L'ENERGIE ATOMIQUE ET AUX ENERGIES ALTERNATIVES: Procedimiento de control de transductores de ultrasonidos (1141...114N) de una sonda ultrasónica con el objeto de sondear un objeto , que […]
 EMPLEO DE SECUENCIAS PSEUDO-ORTOGONALES EN SISTEMAS PHASED ARRAY PARA EXPLORACIÓN SIMULTÁNEA EN MÚLTIPLES DIRECCIONES, del 30 de Agosto de 2013, de UNIVERSIDAD DE ALCALA.: Se propone el uso de las técnicas phased array con una excitación codificada a partir de un conjunto de secuencias pseudo-ortogonales, como por ejemplo las derivadas de […]
EMPLEO DE SECUENCIAS PSEUDO-ORTOGONALES EN SISTEMAS PHASED ARRAY PARA EXPLORACIÓN SIMULTÁNEA EN MÚLTIPLES DIRECCIONES, del 30 de Agosto de 2013, de UNIVERSIDAD DE ALCALA.: Se propone el uso de las técnicas phased array con una excitación codificada a partir de un conjunto de secuencias pseudo-ortogonales, como por ejemplo las derivadas de […]
 Procedimiento y dispositivo para la prueba por ultrasonidos de un cordón de sodadura en la superficie interna de un contenedor a presión de un reactor, del 11 de Abril de 2013, de INTELLIGENDT SYSTEMS & SERVICES GMBH: Procedimiento para la comprobación de un cordón de soldadura , situado sobre la superficie interna delcontenedor de presión de un reactor, con el que un soporte de instrumentos […]
Procedimiento y dispositivo para la prueba por ultrasonidos de un cordón de sodadura en la superficie interna de un contenedor a presión de un reactor, del 11 de Abril de 2013, de INTELLIGENDT SYSTEMS & SERVICES GMBH: Procedimiento para la comprobación de un cordón de soldadura , situado sobre la superficie interna delcontenedor de presión de un reactor, con el que un soporte de instrumentos […]
PROCEDIMIENTO PARA MARCAR UN OBJETIVO QUE EMITE SONIDO, del 2 de Diciembre de 2011, de ATLAS ELEKTRONIK GMBH: Procedimiento para marcar un objetivo que emite sonido mediante una antena submarina alongada que presenta varios transductores electroacústicos […]