Sistema de codificación para paquetes de cigarrillos y método asociado.
Un sistema de codificación de paquetes realizado en un proceso de fabricación de cigarrillos,
comprendiendo dicho sistema:
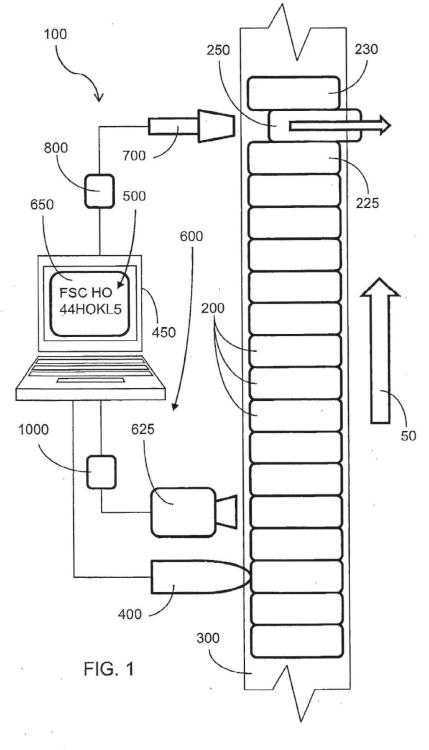
un dispositivo de impresión (400) configurado para imprimir un código alfanumérico (500) en cada uno de una serie de paquetes de cigarrillos (200);
un dispositivo de cinta de transporte (300) configurado para conducir los paquetes de cigarrillos (200), adyacentes y sin separación entre ellos para formar una serie continua de paquetes en una dirección de alimentación (50);
un dispositivo de inspección (600) aplicado operablemente al dispositivo de cinta de transporte (300) y configurado para inspeccionar el código alfanumérico (500) impreso en cada paquete de cigarrillos (200) de la serie continua de paquetes conducidos por el dispositivo de cinta de transporte (300) para determinar si cualquiera de los paquetes de cigarrillos (200) incluye un defecto en el código alfanumérico impreso (500), siendo cualquiera de los paquetes de cigarrillos (200) que incluyen el defecto un paquete de cigarrillos defectuoso (250);
un dispositivo de retirada (700) aplicado operablemente al dispositivo de cinta de transporte (300) y configurado para estar en comunicación con el dispositivo de inspección (600), estando el dispositivo de retirada (700) configurado además para retirar el paquete de cigarrillos defectuoso (250) de la serie continua de paquetes de cigarrillos (200) conducidos por el dispositivo de cinta de transporte (300) en respuesta a la identificación del paquete por el dispositivo de inspección (600); y
un dispositivo de sincronización (800) aplicado operablemente al dispositivo de inspección (600), al dispositivo de cinta de transporte (300), y al dispositivo de retirada (700), estando configurado el dispositivo de sincronización (800) para determinar una posición del paquete de cigarrillos defectuoso (250) en la serie continua de paquetes de cigarrillos (200) conducidos por el dispositivo de cinta de transporte (300), en respuesta a la determinación del paquete por el dispositivo de inspección (600), y para comunicar la posición del paquete de cigarrillos defectuoso (250) en la serie continua al dispositivo de retirada (700) para notificar al dispositivo de retirada (700) que el paquete de cigarrillos defectuoso (250) está en coincidencia con él para retirar el paquete de cigarrillos defectuoso (250) de la serie continua.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2012/060516.
Solicitante: R.J. REYNOLDS TOBACCO COMPANY.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 401 NORTH MAIN STREET WINSTON-SALEM, NC 27101-3804 ESTADOS UNIDOS DE AMERICA.
Inventor/es: HALL,David, GATES,HUGH, PHAN,HUNG, CAMPBELL,CHRIS, WOOD,GARY, THOMAS,REGGIE, BRANTLEY,FRANK.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B19/28 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 19/00 Embalaje de objetos tubulares o en forma de vara, susceptibles de ser dañados por fricción o presión, p. ej. cigarrillos, puros, macarrones, spaguettis, pajas para beber o electrodos de soldadura. › Dispositivos de control para las máquinas de embalar los cigarrillos o los puros.
- B65B19/30 B65B 19/00 […] › sensibles a la presencia de objetos defectuosos, p. ej. cigarrillos mal llenados.
- B65B19/32 B65B 19/00 […] › sensibles al mal agrupamiento de objetos o al llenado defectuoso de paquetes.
- B65B61/26 B65B […] › B65B 61/00 Dispositivos accesorios diversos que operan sobre hojas, cintas, bandas, ataduras, receptáculos o paquetes, no previstos en otro lugar. › para marcar o codificar los paquetes acabados.
- B65G47/26 B65 […] › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 47/00 Dispositivos para manipular objetos o materiales asociados con los transportadores; Métodos de empleo de los dispositivos. › disponiendo los objetos, p. ej. haciendo variar el espacio entre cada objeto.
PDF original: ES-2550965_T3.pdf
Fragmento de la descripción:
Sistema de codificación para paquetes de cigarrillos y método asociado Antecedentes de la descripción Campo de la descripción Aspectos de la descripción presente hacen referencia al proceso de fabricación de cigarrillos y, más particularmente, a un sistema de codificación de paquetes de cigarrillos y al método asociado.
Descripción de la técnica más próxima La patente de Europa EP 1 916 188 A1 describe una unidad de impresión para paquetes que comprende una cinta de transporte de impresión para alimentar paquetes sucesivamente a lo largo de un camino de impresión, y comprende un número de cavidades, cada una de ellas está destinada a alojar un paquete respectivo; una estación de entrada que define el comienzo del camino de impresión, y donde los paquetes son alimentados a las cavidades de la cinta de transporte de impresión; una estación de salida que define el final del camino de impresión y donde los paquetes son retirados de las cavidades de la cinta de transporte de impresión; y una estación de impresión dispuesta a lo largo de la cinta de transporte de impresión, entre la estación de entrada y la estación de salida, y comprende un dispositivo de impresión para imprimir un código en la superficie exterior de cada paquete sobre la cinta de transporte de impresión. La cinta de transporte de impresión comprende una cinta que forma un bucle alrededor de al menos dos poleas de extremo y soporta un número de miembros de aprisionamiento.
A muchos productos producidos en serie se les requiere que incorporen varios esquemas de codificación, por ejemplo, por motivos legales o para seguimiento comercial. Con frecuencia, dicha codificación debe ser marcada directamente en el producto y/o en el paquete que contiene el producto, y la precisión y repetitividad de la aplicación de dicha codificación es en general de gran importancia para formar un producto comercializable. O sea, si la codificación no es aplicada de una manera particular, el producto puede parecer "defectuoso" y no adecuado para la venta. Por consiguiente, en un proceso de fabricación de alta velocidad, la aplicación del código a los productos/paquetes debe ser realizada de una manera precisa y repetible, y deseablemente con una alta velocidad de producción.
Sin embargo, dicha impresión del código en el/los producto (s) en un proceso de fabricación a alta velocidad puede conllevar el riesgo de, por ejemplo, una baja calidad de impresión, una impresión irregular, una mala alineación del código, un error sustancial del código (o sea, el código erróneo) , u otra (s) condición (es) que parecen comprender un defecto. En dichos casos, puede resultar crítico que dichos defectos sean detectados, en donde dichos defectos pueden ser deseablemente tanto cualitativos así como sustanciales, y para el producto con el código defectuosamente impreso resulta crítico que sea retirado del proceso de fabricación, tan pronto como sea posible después de que el código haya sido impreso en el producto, antes de que el producto defectuoso pueda ser procesado adicionalmente. Puede ser deseable también que el producto defectuoso sea retirado del proceso de fabricación sin perturbar o afectar a otros productos no defectuosos, y que el proceso compense o ajuste la ausencia del producto defectuoso, cuando haya sido retirado. Puede ser deseable también tener la capacidad de analizar los defectos, así como las pautas o tendencias de los defectos, detectados durante el proceso de fabricación para que, por ejemplo, se permita que las causas originales y las acciones remediadoras sean determinadas, o que se detenga el proceso antes de que se produzcan demasiados productos defectuosos. Puede ser deseable también que dicho sistema y método sean instalados en procesos de fabricación nuevos, o incorporados a procesos de fabricación existentes, de una manera y configuración relativamente sencillas y directas.
Compendio de la descripción La necesidad anterior así como otras más son tratadas por aspectos de la descripción presente que, según un aspecto particular, proporciona un sistema de codificación para el paquete realizado mediante un proceso de fabricación de cigarrillos. Dicho sistema comprende un dispositivo de impresión configurado para imprimir un código alfanumérico en cada uno de una serie de paquetes de cigarrillos. Un dispositivo de cinta de transporte está configurado para conducir los paquetes de cigarrillos en una dirección de alimentación. Un dispositivo de inspección está aplicado operablemente al dispositivo de cinta de transporte, y está configurado para inspeccionar el código alfanumérico impreso en cada paquete de cigarrillos conducido por el dispositivo de cinta de transporte para determinar si cualquiera de los paquetes de cigarrillos incluye un defecto en el código alfanumérico impreso, en donde cualquiera de los paquetes de cigarrillos que incluye el defecto comprende un paquete de cigarrillos defectuoso. Un dispositivo de retirada está aplicado operablemente al dispositivo de cinta de transporte y está configurado para estar en comunicación con el dispositivo de inspección. El dispositivo de retirada está configurado además para retirar el paquete de cigarrillos defectuoso de una serie de paquetes de cigarrillos conducidos por el dispositivo de cinta de transporte en respuesta a la identificación de éstos por el dispositivo de inspección, en algunos casos, sin interactuar con los paquetes de cigarrillos precedente y siguiente al paquete de cigarrillos defectuoso de la serie de paquetes de cigarrillos.
Otro aspecto de la invención presente está destinado a un método para verificar el código de empaquetamiento de
un proceso de fabricación de cigarrillos. Dicho método comprende imprimir un código alfanumérico en cada uno de una serie de paquetes de cigarrillos, usando un dispositivo de impresión, y conducir los paquetes de cigarrillos en una dirección de alimentación usando un dispositivo de cinta de transporte. El código alfanumérico impreso en cada paquete de cigarrillos conducido por el dispositivo de cinta de transporte es inspeccionado a continuación, usando un dispositivo de inspección aplicado operablemente a él, para determinar si cualquier paquete de cigarrillos incluye un defecto del código alfanumérico impreso, en donde cualquiera de los paquetes de cigarrillos que incluyen el defecto comprende un paquete de cigarrillos defectuoso. El paquete de cigarrillos defectuoso es retirado a continuación de la serie de paquetes de cigarrillos conducidos por el dispositivo de cinta de transporte, usando un dispositivo de retirada aplicado operablemente al dispositivo de cinta de transporte y configurado para estar en comunicación con el dispositivo de inspección, en respuesta a la identificación de éste por el dispositivo de inspección, en algunos casos, sin interactuar con los paquetes de cigarrillos precedente y siguiente al paquete de cigarrillos defectuoso de la serie de paquetes de cigarrillos.
El aspecto anterior y otros más se ocupan por tanto de las necesidades identificadas y proporcionan ventajas detalladas de alguna manera en esta memoria.
Descripción breve de los dibujos Habiendo descrito por tanto la descripción en términos generales, se hace referencia ahora a los dibujos que la acompañan, que no han sido dibujados necesariamente a escala, y en donde:
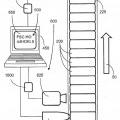
La Figura 1 es una vista en planta esquemática de un sistema de codificación de paquetes de un proceso de fabricación de cigarrillos, según un aspecto de la descripción presente;
La Figura 2 es un esquema de un paquete de cigarrillos ejemplar que ilustra la codificación del paquete, según un aspecto de la descripción presente;
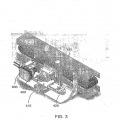
La Figura 3 es un esquema de un dispositivo de impresión y de un dispositivo de inspección implementados en un sistema de codificación de paquetes de un proceso de fabricación de cigarrillos, según un aspecto de la descripción presente;
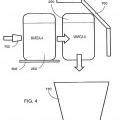
La Figura 4 es un esquema de un dispositivo de retirada de un paquete de cigarrillos defectuoso, según se ha incorporado en un sistema de codificación de paquetes de un proceso para la fabricación de cigarrillos, según un aspecto de la descripción presente; y La Figura 5 es una vista en planta esquemática de un dispositivo de retirada de un paquete de cigarrillos defectuoso, y de un dispositivo de manejo asociado, según se ha implementado en un sistema de codificación de paquetes de un proceso de fabricación de cigarrillos, según un aspecto de la descripción presente.
Descripción detallada de la descripción La descripción siguiente será descrita a continuación con más detalle a partir de ahora haciendo referencia a los dibujos que se acompañan, en los que se muestran algunos, pero no todos los... [Seguir leyendo]
Reivindicaciones:
1. Un sistema de codificación de paquetes realizado en un proceso de fabricación de cigarrillos, comprendiendo dicho sistema:
un dispositivo de impresión (400) configurado para imprimir un código alfanumérico (500) en cada uno de una serie de paquetes de cigarrillos (200) ;
un dispositivo de cinta de transporte (300) configurado para conducir los paquetes de cigarrillos (200) , adyacentes y sin separación entre ellos para formar una serie continua de paquetes en una dirección de alimentación (50) ;
un dispositivo de inspección (600) aplicado operablemente al dispositivo de cinta de transporte (300) y configurado para inspeccionar el código alfanumérico (500) impreso en cada paquete de cigarrillos (200) de la serie continua de paquetes conducidos por el dispositivo de cinta de transporte (300) para determinar si cualquiera de los paquetes de cigarrillos (200) incluye un defecto en el código alfanumérico impreso (500) , siendo cualquiera de los paquetes de cigarrillos (200) que incluyen el defecto un paquete de cigarrillos defectuoso (250) ;
un dispositivo de retirada (700) aplicado operablemente al dispositivo de cinta de transporte (300) y configurado para estar en comunicación con el dispositivo de inspección (600) , estando el dispositivo de retirada (700) configurado además para retirar el paquete de cigarrillos defectuoso (250) de la serie continua de paquetes de cigarrillos (200) conducidos por el dispositivo de cinta de transporte (300) en respuesta a la identificación del paquete por el dispositivo de inspección (600) ; y un dispositivo de sincronización (800) aplicado operablemente al dispositivo de inspección (600) , al dispositivo de cinta de transporte (300) , y al dispositivo de retirada (700) , estando configurado el dispositivo de sincronización (800) para determinar una posición del paquete de cigarrillos defectuoso (250) en la serie continua de paquetes de cigarrillos (200) conducidos por el dispositivo de cinta de transporte (300) , en respuesta a la determinación del paquete por el dispositivo de inspección (600) , y para comunicar la posición del paquete de cigarrillos defectuoso (250) en la serie continua al dispositivo de retirada (700) para notificar al dispositivo de retirada (700) que el paquete de cigarrillos defectuoso (250) está en coincidencia con él para retirar el paquete de cigarrillos defectuoso (250) de la serie continua.
2. Un sistema según la reivindicación 1, en donde el dispositivo de inspección (600) está configurado para identificar el paquete de cigarrillos defectuoso (250) en la serie continua de paquetes de cigarrillos (200) conducidos por el dispositivo de cinta de transporte (300) , y para dirigir el dispositivo de retirada (700) para que interactúe con el paquete de cigarrillos defectuoso (250) , cuando el paquete de cigarrillos defectuoso (250) está en coincidencia con él, para retirar el paquete de cigarrillos defectuoso (250) de la serie continua de paquetes de cigarrillos (200) conducidos por el dispositivo de cinta de transporte (300) .
3. Un sistema según la reivindicación 1, en donde el dispositivo de retirada (700) está configurado para dirigir una carga de aire presurizado de manera sustancialmente perpendicular a la dirección de alimentación (50) del dispositivo de cinta de transporte (300) , estando configurada la carga de aire presurizado para interactuar con el paquete de cigarrillos defectuoso (250) , para dirigir el paquete de cigarrillos defectuoso (250) fuera de la serie continua de paquetes de cigarrillos (200) , sin interactuar con los paquetes de cigarrillos precedente y siguiente al paquete de cigarrillos defectuoso (250) , adyacentes y sin separación entre ellos, en la serie continua de paquetes de cigarrillos (200) .
4. Un sistema según la reivindicación 3, que comprende además un dispositivo de recogida (750) aplicado operablemente al dispositivo de retirada (700) y al dispositivo de cinta de transporte (300) y configurado para recoger el paquete de cigarrillos defectuoso (250) retirado de la serie continua de paquetes de cigarrillos (200) .
5. Un sistema según la reivindicación 1, en donde el dispositivo de inspección (600) está configurado para ejecutar un procedimiento de proceso de imagen para analizar una imagen del código alfanumérico impreso (500) en cada uno de los paquetes de cigarrillos (200) para determinar si cualquiera de los paquetes de cigarrillos (200) incluye el defecto.
6. Un sistema según la reivindicación 5, en donde el procedimiento de proceso de imagen está configurado para analizar una de una posición del código alfanumérico impreso (500) en cada uno de los paquetes de cigarrillos (200) , una calidad de impresión del código alfanumérico impreso (500) en cada uno de los paquetes de cigarrillos (200) , y un contenido sustancial del código alfanumérico impreso (500) en cada uno de los paquetes de cigarrillos (200) .
7. Un sistema según la reivindicación 1, en donde el dispositivo de inspección (600) comprende además un sistema de visión industrial.
8. Un sistema según la reivindicación 1, comprendiendo además uno de:
un dispositivo de análisis aplicado operablemente al dispositivo de inspección (600) , estando configurado el dispositivo de análisis para analizar los paquetes de cigarrillos defectuosos (250) determinados por el dispositivo de 7
inspección (600) para determinar uno de un tipo de defectos asociado con el defecto y una causa del defecto; y un dispositivo de manejo (900) aplicado operablemente al dispositivo de cinta de transporte (300) aguas abajo del dispositivo de retirada (700) , estando configurado el dispositivo de manejo para manipular los paquetes de cigarrillos (200) remanentes en el dispositivo de cinta de transporte (300) aguas abajo del sistema de retirada (700) para eliminar cualquier espacio abierto (850) entre ellos debido a la retirada de los paquetes de cigarrillos defectuosos (250) de la serie continua por el dispositivo de retirada (700) .
9. Un método para verificar códigos de paquetes en un proceso de fabricación de cigarrillos, comprendiendo dicho método:
imprimir un código alfanumérico (500) en cada uno de una serie de paquetes de cigarrillos (200) usando un dispositivo de impresión (400) ;
conducir los paquetes de cigarrillos (200) , adyacentes y sin espacio entre sí para formar una serie continua y en una dirección de alimentación (50) , usando un dispositivo de cinta de transporte (300) ;
inspeccionar el código alfanumérico (500) impreso en cada paquete de cigarrillos (200) de la serie continua de paquetes conducidos por el dispositivo de cinta de transporte (300) , usando un dispositivo de inspección (600) aplicado operablemente a ella, para determinar si cualquiera de los paquetes de cigarrillos (200) incluye un defecto en el código alfanumérico impreso (500) , cualquiera de los paquetes de cigarrillos (200) que incluye el defecto es un paquete de cigarrillos defectuoso (250) ;
retirar el paquete de cigarrillos defectuoso (250) de la serie continua de paquetes de cigarrillos (200) conducida por el dispositivo de cinta de transporte (300) , usando un dispositivo de retirada (700) aplicado operablemente al dispositivo de cinta de transporte (300) y configurado para estar en comunicación con el dispositivo de inspección (600) , en respuesta a la identificación del paquete por el dispositivo de inspección (600) ; y determinar una posición del paquete de cigarrillos defectuoso (250) en la serie continua de paquetes de cigarrillos (200) conducidos por el dispositivo de cinta de transporte (300) , en respuesta a la determinación del paquete por el dispositivo de inspección (600) , usando un dispositivo de sincronización (800) aplicado operablemente al dispositivo de inspección (600) , al dispositivo de cinta de transporte (300) , y al dispositivo de retirada (700) , y comunicando la posición del paquete de cigarrillos defectuoso (250) en la serie continua al dispositivo de retirada (700) para notificar al dispositivo de retirada (700) que el paquete de cigarrillos defectuoso (250) está en coincidencia con él para realizar la retirada del paquete de cigarrillos defectuoso (250) de la serie continua.
10. Un método según la reivindicación 9, comprendiendo además identificar el paquete de cigarrillos defectuoso (250) en la serie continua de paquetes de cigarrillos (200) conducidos por el dispositivo de cinta de transporte (300) , con el dispositivo de inspección (600) , y dirigiendo el dispositivo de retirada (700) para que interactúe con el paquete de cigarrillos defectuoso (250) , cuando el paquete de cigarrillos defectuoso (250) está en coincidencia con él, para retirar el paquete de cigarrillos defectuoso (250) de la serie continua de paquetes de cigarrillos (200) conducida por el dispositivo de cinta de transporte (300) .
11. Un método según la reivindicación 9, comprendiendo además dirigir una carga de aire presurizado de manera sustancialmente perpendicular a la dirección de alimentación (50) del dispositivo de cinta de transporte (300) , con el dispositivo de retirada (700) , estando configurada la carga de aire presurizado para que interactúe con el paquete de cigarrillos defectuoso (250) , para dirigir el paquete de cigarrillos defectuoso (250) fuera de la serie continua de paquetes de cigarrillos (200) , sin interactuar con los paquetes de cigarrillos (200) precedente y siguiente al paquete de cigarrillos defectuoso (250) , adyacentes y sin separación entre ellos, en la serie continua de paquetes de cigarrillos (200) .
12. Un método según la reivindicación 11, comprendiendo además recoger el paquete de cigarrillos defectuoso
(250) retirado de la serie continua de paquetes de cigarrillos (200) usando un dispositivo de recogida (750) aplicado operablemente al dispositivo de retirada (700) y al dispositivo de cinta de transporte (300) .
13. Un método según la reivindicación 9, comprendiendo además ejecutar un procedimiento de proceso de imagen, asociado al dispositivo de inspección (600) , para analizar una imagen del código alfanumérico impreso (500) en cada uno de los paquetes de cigarrillos (200) para determinar si cualquiera de los paquetes de cigarrillos (200) incluye el defecto.
14. Un método según la reivindicación 13, en donde ejecutar un procedimiento de proceso de imagen incluye además analizar una de una posición del código alfanumérico impreso (500) en cada uno de los paquetes de cigarrillos (200) , una calidad de impresión del código alfanumérico impreso (500) en cada uno de los paquetes de cigarrillos (200) , y un contenido sustancial del código alfanumérico impreso (500) en cada uno de los paquetes de cigarrillos (200) .
15. Un método según la reivindicación 9, en donde inspeccionar el código alfanumérico (500) comprende además inspeccionar el código alfanumérico (500) impreso en cada paquete de cigarrillos, usando un dispositivo de
inspección (600) comprendiendo un sistema de visión industrial.
16. Un método según la reivindicación 9, comprendiendo además:
analizar los paquetes de cigarrillos defectuosos (250) determinados por el dispositivo de inspección (600) , usando un dispositivo de análisis aplicado operablemente al dispositivo de inspección (600) , para determinar uno de un tipo de 5 defectos asociado al defecto y una causa del defecto; y manipular los paquetes de cigarrillos (200) restantes en el dispositivo de cinta de transporte (300) aguas abajo del dispositivo de retirada (700) , usando un dispositivo de manejo (900) aplicado operablemente al dispositivo de cinta de transporte (300) aguas abajo del dispositivo de retirada (700) , para eliminar cualquier espacio abierto (850) entre ellos debido a la retirada de los paquetes de cigarrillos defectuosos (250) de la serie continua mediante el dispositivo de retirada (700) .
Patentes similares o relacionadas:
Método y sistema para disponer paquetes de cigarrillos, del 11 de Junio de 2014, de INTERNATIONAL TOBACCO MACHINERY POLAND SP. Z O.O: Método para disponer paquetes de cigarrillos según la posición de los filtros de los cigarrillos contenidos en los paquetes, estando dotado cada […]
PROCEDIMIENTO E INSTALACION PARA EL CONTROL DE UNA INSTALACION DE PRODUCCION Y DE ENVASE 8DE CIGARRILLOS)., del 16 de Mayo de 2005, de FOCKE & CO. (GMBH & CO. KG): Procedimiento para el control de una instalación de producción y de envase de cigarrillos o productos similares, con unidades de fabricación […]
DISPOSITIVO PARA LA DETECCION OPTICA DE LA PRESENCIA DE UN OBJETO., del 16 de Noviembre de 2004, de G.D SOCIETA' PER AZIONI: UN DISPOSITIVO OPTICO PARA DETECTAR LA PRESENCIA DE UN OBJETO EN UNA ESTACION DE CONTROL , SITUADA A LO LARGO DE UNA TRAYECTORIA (P) DEL OBJETO […]
PROCEDIMIENTO Y MAQUINA PARA LA FABRICACION DE PAQUETES DE CIGARRILLOS., del 16 de Octubre de 2004, de FOCKE & CO. (GMBH & CO.): EN MAQUINAS DE EMPAQUETADO PARA LA FABRICACION ESPECIALMENTE DE PAQUETES DE CIGARRILLOS SON INEVITABLES LAS INTERRUPCIONES FRECUENTES DE LA OPERACION PARA CAMBIAR […]
DISPOSITIVO PARA LA MANIPULACION O PRODUCCION DE ENVASES., del 1 de Julio de 2004, de FOCKE & CO. (GMBH & CO.): DISPOSITIVO PARA MANIPULAR O FABRICAR PAQUETES DE MATERIAL DE EMBALAJE, SOMETIENDOSE LOS RECORTES DEL MATERIAL DE EMBALAJE A LA ACCION DE ORGANOS PLEGADORES, […]
 PROCEDIMIENTO PARA FABRICAR PAQUETES DE CIGARRILLOS, del 16 de Abril de 2008, de FOCKE & CO. (GMBH: Procedimiento para la fabricación de paquetes de cigarrillos acompañada de un cambio del material de envasado - cambio de producto - con ayuda […]
PROCEDIMIENTO PARA FABRICAR PAQUETES DE CIGARRILLOS, del 16 de Abril de 2008, de FOCKE & CO. (GMBH: Procedimiento para la fabricación de paquetes de cigarrillos acompañada de un cambio del material de envasado - cambio de producto - con ayuda […]
UNA MAQUINA PARA ABRIR PAQUETES DE CIGARRILLOS E INSPECCIONAR LOS CIGARRILLOS., del 1 de Mayo de 2007, de SOUZA CRUZ S.A.: Máquina para abrir paquetes de cigarri- llos e inspeccionar cigarrillos, utilizada para recuperar cigarrillos contenidos en paquetes […]
Sistema para manipular artículos y proceso para manipular artículos combinado con separadores, del 8 de Julio de 2020, de Brovind Vibratori S.p.A: Sistema para manipular artículos , que comprende medios de transporte primarios para mover dichos artículos a lo largo de al menos una trayectoria […]