Cigüeñal hueco de dos piezas y su procedimiento de fabricación.
Procedimiento de fabricación de un cigüeñal hueco en dos semi-partes destinadas a ser montadasponiendo en práctica las fases siguientes:
- realización por forjado con calor de las dos semi-coquillas (A, B) del cigüeñal realizando, a lo largo delborde periférico (8) de cada semi-coquilla, una forma destinada a su unión,
- montaje de las dos semi-coquillas (A, B) enfrentando los bordes (d) de cada una de ellas,
- desbarbado del cigüeñal sobre la parte exterior de la unión de las dos semi-coquillas y mecanizado de lasaberturas (2a - 3a) establecidas sobre los muñones del cigüeñal (2) y contrapesos (3) para el paso delfluido de lubrificación,
caracterizado porque el borde periférico (8) de cada semi-coquilla (A, B) está provisto de un saliente aparente queforma un labio (A, B) y porque el montaje de las dos semi- coquillas (A, B) se realiza encarando los bordes de cadauna de ellas en el lugar de sus labios (8a) con el fin de su soldadura, y porque la soldadura, por compresión concalor, se realiza por compresión isostática por calor por generador de alta frecuencia asegurando, por laconfiguración y la disposición de los labios, una homogeneidad de la soldadura.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09305504.
Solicitante: FORGES DE COURCELLES.
Nacionalidad solicitante: Francia.
Dirección: 23 RUE DU 11 NOVEMBRE 52800 NOGENT FRANCIA.
Inventor/es: Boujon,Philippe, SCHAFER,CYRIL, NOIROT,MICHEL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21K1/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K). › B21K 1/00 Fabricación de elementos de máquinas. › de cigüeñales.
- B23K20/02 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 20/00 Soldadura no eléctrica por percusión u otra forma de presión, con o sin calentamiento, p. ej. revestimiento o chapeado. › por medio de una prensa.
- B23K20/12 B23K 20/00 […] › siendo producido el calor por fricción; Soldadura por fricción.
- B23P15/00 B23 […] › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase.
- F16C3/10 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16C ARBOLES; ARBOLES FLEXIBLES; MEDIOS MECANICOS PARA TRANSMITIR MOVIMIENTO EN UNA FUNDA FLEXIBLE; ELEMENTOS DE LOS MECANISMOS DEL CIGÜEÑAL; PIVOTES; UNIONES PIVOTANTES; PIEZAS ROTATIVAS DE INGENIERIA DISTINTAS A LAS PIEZAS DE TRANSMISION MECANICA, ACOPLAMIENTOS, EMBRAGUES O FRENOS; COJINETES. › F16C 3/00 Arboles (árboles flexibles F16C 1/00; ejes portahélices para propulsión o gobierno marino B63H 23/34 ); Ejes; Manivelas; Excéntricas. › de varias partes, p. ej. unidos por soldadura.
PDF original: ES-2433074_T3.pdf
Fragmento de la descripción:
Cigüeñal hueco de dos piezas y su procedimiento de fabricación La invención está relacionada con el sector técnico de los cigüeñales particularmente para motores que requieran una lubrificación por aceite de lubrificación de los cojinetes, así como a la realización de cigüeñales huecos por forjado.
La fabricación de cigüeñales macizos por forjado se ilustra por ejemplo en la figura 1 de un cigüeñal (1) con cuatro cilindros en línea que presentan de manera muy corriente una alternancia de muñones del cigüeñal (2) y contrapesos (3) con gorrones (4) que exigen conformación particular de circuitos de lubrificación y de paso de aceite representados en la figura 2. Así, es necesario realizar para los cojinetes dos taladrados (5) y (6) , uno (5) diametralmente en los gorrones, el otro (6) en oblicuo a través del brazo para alimentar los muñones del cigüeñal. Esta concepción es costosa de llevar a la práctica con una multiplicación de los circuitos de aceite con el fin de asegurar la lubrificación.
Se conoce por otro lado el concepto de cigüeñales huecos, es decir establecidos en dos semi-coquillas que se fijan por soldadura mecánica. Esta técnica presenta sin embargo ciertos inconvenientes y en particular la retención de los aceites en ciertas zonas. La puesta en práctica permanece costosa igualmente y la calidad de la unión de las dos semi-coquillas que constituyen el cigüeñal no se asegura siempre.
Se conoce, por las publicaciones, el concepto de cigüeñales huecos forjados en dos semi-coquillas montadas:
- « LEICHTBAU IM KURBELTRIEB DURCH GESCHMIEDETE KOMPONENTEN» publicado por UNFORMTECHNIK MEISENBACH BAMBERG, Vol. 33, n° 3 del 1/09/1999,
- HAATS J ET AL « LIGHTWEIGHT CRANKSHAFT DRIVES BY FORGING » STEEL TIMES, FUEL & METALLURGICAL JOURNALS, Vol. 227, n° 9 del 1/09/1999.
La gestión del solicitante ha sido pues querer remediar estos inconvenientes proponiendo una solución novedosa de fabricación que optimice las características del propio cigüeñal y que permita la obtención de una unión fiable entre las dos semi-coquillas del cigüeñal adaptada a las condiciones de utilización de éste.
La solución del solicitante ha sido pues la de orientarse de forma diferente por un proceso de fabricación específica poniendo en práctica la tecnología de forjado.
La solución aportada responde a los diferentes objetivos buscados.
Según una primera característica de la invención, el procedimiento de fabricación según la reivindicación 1 pone en la práctica una unión de las dos semi-coquillas por el sesgado de los labios, realizada por soldadura por compresión isostática con calor con un generador de alta frecuencia.
Según una alternativa, el procedimiento de fabricación según la reivindicación 2 pone en práctica una unión de las dos semi-coquillas por el sesgado de los labios, realizada por fricción lineal con un efecto de compresión para mantenerlas en contacto.
Estas características y otras se pondrán de manifiesto al seguir la descripción.
Para fijar el objeto de la invención se ilustra de una manera no limitativa en las figuras de los dibujos en donde:
- La figura 1 es una vista de un cigüeñal forjado según la técnica anterior.
- La figura 2 es una vista en corte del cigüeñal según la figura 1 que muestra los circuitos de distribución del fluido de lubrificación del tipo de aceite.
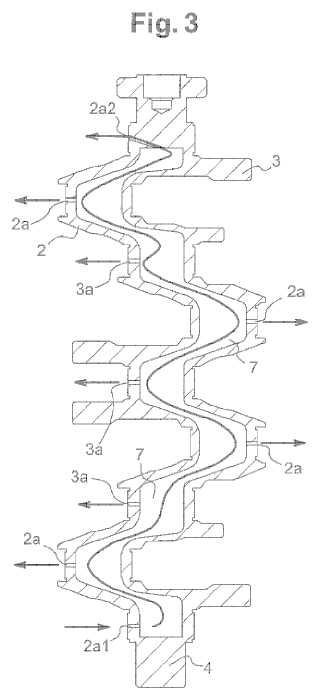
- La figura 3 es una vista en corte de un cigüeñal hueco obtenido según el procedimiento de la invención y que ilustra el circuito del aceite.
- Las figuras 4, 5 y 6 son vistas de carácter esquemático que ilustran la conformación particular de los bordes de las dos semi-coquillas del cigüeñal en una versión optimizada de los labios de unión en una vista en perspectiva de 3/4 para la figura 4, en una vista frontal antes del montaje para la figura 5 y en una vista frontal después del montaje para la figura 6.
- Las figuras 7A, 7B, 7C son vistas de una variante que ilustra la forma de los labios de unión establecidas sobre los bordes transversales de las semi-coquillas del cigüeñal.
- La figura 7D es una variante no reivindicada que ilustra bordes transversales de las semi-coquillas del cigüeñal.
- Las figuras 8A, 8B son vistas de carácter esquemático que ilustra las zonas de pulimentado a presión del cigüeñal en las configuraciones de un cigüeñal macizo y hueco con zona de refuerzo.
A fin de hacer más concreto el objeto de la invención, se describe ahora de una manera no limitativa ilustrada en las figuras.
La figura 3 representa en corte transversal una semi-parte del cigüeñal hueco que se va a obtener según la invención, bajo la forma de una semi-coquilla (A) preparada para ser montada con una segunda parte o semicoquilla (B) de forma complementaria. Se ha referenciado con (2) los muñones del cigüeñal, con (3) los contrapesos, con (4) los gorrones. Esta pieza se obtiene por forjado con calor. En el lugar de los muñones del cigüeñal y de los gorrones, se han representado las aberturas (2a) y (3a) de paso del fluido obtenidas por mecanizado después de las operaciones de forjado y de soldadura a la forja para permitir la lubrificación. Una sola entrada (2a1) de fluido de lubrificación del tipo de aceite está prevista en un extremo del cigüeñal y una sola salida (2a2) en el otro extremo. Una cavidad interior (7) se forma así y se cierra en el momento en el que se montan las dos semi-partes o coquillas.
La configuración interior de esta cavidad se establece para permitir la circulación del fluido en unas buenas condiciones y también la distribución del fluido a través de las aberturas (2a) y (3a) anteriormente citadas.
Las dos partes o coquillas (A – B) del cigüeñal presentando un borde periférico (8) de su pared en grosor. En una puesta en práctica no reivindicada, dicho borde periférico puede no ser recto y perpendicular al plano transversal del borde. Por el contrario según la invención, dichos bordes están conformados con un saliente aparente que forma un labio (8a) destinado a su unión en el momento del montaje.
Con referencia a la figura 5, dichos labios (8a) están perfectamente centrados en el ancho del borde periférico (8) . Después del montaje de las dos semi-coquillas, como se representa en la figura 6, se obtiene una parte desbordante exterior (8b) y una parte desbordante interior (8c) con relación al grosor de cada semi-coquilla. La parte (8b) está levantada por la cara aparente en el momento del desbarbado, la parte interior no siendo modificada.
Con referencia a las figuras 7A, 7B, 7C, se representa la colocación de los labios (8a) de forma diferente. Según la figura 7A, los labios son ligeramente asimétricos en el lado exterior con un perfil bombeado. Según la figura 7B, la parte del labio está definida por la orientación inclinada de la cara transversal del borde periférico de manera que, después del montaje, tiene una fluencia de materia hacia el interior. La figura 7C representa una configuración similar a aquella de la figura 7B pero con la parte del labio situada en el lado interior del borde periférico.
En la variante no reivindicada de la figura 7D, los labios (8d) son planos a fin de tener una licencia (8e) en el interior y una cara de despulla (8f) en el exterior según un ángulo Q.
La puesta en práctica del montaje de las dos semi-coquillas (A - B) constitutivas del cigüeñal hueco obtenido por forjado en caliente se efectúa por soldadura por compresión isostática con calor por un generador de alta frecuencia.
El calentamiento es local y se obtiene por el generador de alta frecuencia. Siguiendo la matriz del cigüeñal, esta operación se puede hacer bajo atmósfera controlada a fin de limitar la creación de óxido en la interfaz de soldadura.
Para la puesta en práctica de este procedimiento, el calentamiento de la zona a soldar debe:
-ser rápido para no tener difusión de la temperatura en el resto de las piezas que se van a soldar y que se van a deformar bajo el esfuerzo de forjado;
- ser local para no tener una gran zona calentada y deformarla bajo el esfuerzo de forjado;
- no hace que la materia se funda;
- ser realizado por cojinete: calentamiento rápido y mantenimiento de la temperatura durante la operación de soldadura a la forja.
De manera importante, se subraya que la geometría de los labios es importante con relación a la temperatura de soldadura que debe ser homogénea y a la calidad de la soldadura deseada. Las pruebas efectuadas por el solicitante han permitido considerar la importancia y la funcionalidad de dichos labios. Permiten crear un efecto... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de fabricación de un cigüeñal hueco en dos semi-partes destinadas a ser montadas poniendo en práctica las fases siguientes: 5
- realización por forjado con calor de las dos semi-coquillas (A, B) del cigüeñal realizando, a lo largo del borde periférico (8) de cada semi-coquilla, una forma destinada a su unión,
-montaje de las dos semi-coquillas (A, B) enfrentando los bordes (d) de cada una de ellas, 10
- desbarbado del cigüeñal sobre la parte exterior de la unión de las dos semi-coquillas y mecanizado de las aberturas (2a – 3a) establecidas sobre los muñones del cigüeñal (2) y contrapesos (3) para el paso del fluido de lubrificación,
caracterizado porque el borde periférico (8) de cada semi-coquilla (A, B) está provisto de un saliente aparente que forma un labio (A, B) y porque el montaje de las dos semi- coquillas (A, B) se realiza encarando los bordes de cada una de ellas en el lugar de sus labios (8a) con el fin de su soldadura, y porque la soldadura, por compresión con calor, se realiza por compresión isostática por calor por generador de alta frecuencia asegurando, por la configuración y la disposición de los labios, una homogeneidad de la soldadura.
2. Procedimiento de fabricación de un cigüeñal hueco en dos semi-piezas destinadas a ser montadas poniendo en práctica las fases siguientes:
-realización por forjado con calor de dos semi-coquillas (A, B) del cigüeñal realizando, a lo largo del borde 25 periférico (8) de cada semi-coquilla, una forma destinada a su unión,
- montaje de las dos semi-coquillas (A, B) encarando los bordes de cada una de ellas,
- desbarbado del cigüeñal sobre la parte exterior de unión de las dos semi-coquillas y mecanizado aberturas
(2a – 3a) establecidas sobre los muñones del cigüeñal (2) y los contrapesos (3) , para el paso del fluido de reubicación,
caracterizado porque el borde periférico (8) de cada semi-coquilla (A, B) está provisto de un saliente aparente que forma un labio (8a) y porque el montaje de las dos semi-coquillas se realiza encarando los bordes (8) de cada una de ellas en el lugar de sus labios (8a) con el fin de su soldadura, y porque la soldadura se realiza por fricción lineal.
3. Procedimiento según cualquiera de las reivindicaciones 1 y 2 caracterizado porque la soldadura de las semi-coquillas (A, B) del cigüeñal pone en práctica, por cojinete, una fase de montaje con temperatura y una fase de mantenimiento de la temperatura durante la operación de soldadura.
4. Procedimiento según cualquiera de las reivindicaciones 1 y 2 caracterizado porque la operación de soldadura por compresión isostática con calor se efectúa bajo una atmósfera controlada a fin de limitar la presión de oxígeno.
5. Procedimiento según cualquiera de las reivindicaciones 1 y 2 caracterizado porque los labios (8a) están centrados en el ancho del borde periférico.
6. Procedimiento según cualquiera de las reivindicaciones 1 y 2 caracterizado porque los labios (8a) están desplazados hacia el lado exterior del borde periférico con un perfil bombeado. 50
7. Procedimiento según cualquiera de las reivindicaciones 1 y 2 caracterizado porque los labios (8a) están desplazados hacia el lado interior del borde periférico con un perfil bombeado.
Patentes similares o relacionadas:
Procedimiento para la producción de una unión de soldadura por fricción para la unión de, como mínimo, dos componentes de tipo placa, del 8 de Julio de 2020, de EJOT GMBH & CO. KG: Procedimiento para la producción de una unión de soldadura por fricción para la unión de, como mínimo, dos componentes de tipo placa, […]
Cabezal de soldadura por fricción agitación con unos órganos de acoplamiento y por lo menos un elemento elástico, del 8 de Abril de 2020, de Ecole Normale Superieure De Rennes: Cabezal de soldadura por fricción agitación, destinado a ser fijado sobre una máquina para realizar una soldadura por fricción agitación […]
Aleación resistente al calor y método de fabricación de la misma, del 26 de Febrero de 2020, de A.L.M.T. CORP: Una aleación resistente al calor caracterizada por consistir en una primera fase que es una fase de metal de W, una segunda fase de Mo5SiB2, y una tercera fase de carbonitruro […]
Aparato y método de soldadura por fricción, del 5 de Febrero de 2020, de THE BOEING COMPANY: Un aparato de soldadura por fricción que comprende: un alojamiento de husillo ; una herramienta de pasador concéntrica con un eje […]
Dispositivo de soldadura por presión y procedimiento de soldadura por presión, del 1 de Enero de 2020, de KUKA Deutschland GmbH: Dispositivo de soldadura por presión con un dispositivo de plastificación y un dispositivo de recalcado así como también alojamientos para componentes […]
Método para unir dos piezas mediante soldadura por fricción-agitación, del 20 de Noviembre de 2019, de RUAG Aerospace Structures GmbH: Un método para unir dos piezas mediante soldadura por fricción-agitación, comprendiendo el método las etapas de: proporcionar una primera […]
Procedimiento para fabricar un elemento de conexión eléctrico, del 13 de Noviembre de 2019, de AUTO-KABEL MANAGEMENT GMBH: Procedimiento para fabricar un elemento de conexión eléctrico , que comnprende - proporcionar una primera pieza plana de un sustrato […]
Dispositivo para la unión de componentes, especialmente mediante perforación directa, en especial perforación de agujeros de flujo o mediante soldadura por fricción, así como procedimiento para la unión de componentes, especialmente mediante atornillado directo o soldadura por fricción, del 30 de Octubre de 2019, de DEPRAG Schulz GmbH u. Co: Dispositivo para la unión de componentes , especialmente mediante perforación directa, en especial perforación de agujeros de flujo, o también mediante soldadura […]