Método para preparar bolsas y aparato de envasado para preparar bolsas.
Método para preparar bolsas (P)
proporcionar una banda continua (18);
plegar la banda (18) para proporcionar superficies laterales enfrentadas (22) unidas a lo largo de un borde inferior (24);
formar un sello vertical (26) entre las superficies laterales enfrentadas (22), proporcionando así una serie de bolsillos adyacentes (28) que tienen paredes laterales opuestas, teniendo cada bolsillo una abertura sin sellar (29) a lo largo de un borde superior (31);
llenar los bolsillos (28) a través de la abertura sin sellar (29) con material;
sellar la abertura sin sellar (29),
caracterizado por
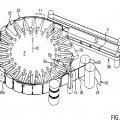
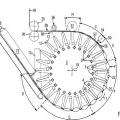
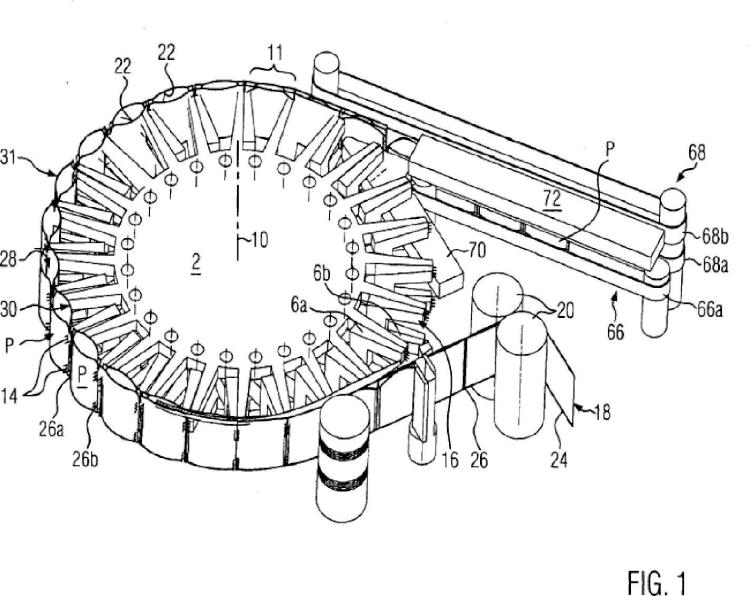
que la banda (18) está perforada por una perforación (46) entre un trozo de longitud de ataque (48) de la banda (18) adaptado para formar un bolsillo de ataque (28) y un trozo de longitud de salida (48) de la banda (18) adaptado para formar un bolsillo de salida (28), que la banda continua (18) hace tope contra una circunferencia exterior de una rueda de llenado rotatoria (2) para seguir una trayectoria circular y que se aumenta una distancia entre un borde de salida (26b) del trozo de longitud de ataque (48) y un borde de ataque (26a) de un trozo de longitud de salida (48) para rasgar los trozos de longitud de ataque y de salida (48) en la perforación (46) mientras se mueven los trozos de longitud (48) en la trayectoria circular.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E12006916.
Solicitante: TEEPACK SPEZIALMASCHINEN GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: DÜSSELDORFER STRASSE 73 D-40667 MEERBUSCH ALEMANIA.
Inventor/es: LAMBERTZ, STEFAN, DR., KLEIN, MICHAEL, REICHEL, WOLFGANG, KNOPS,HANS, HADDOW,PHIL, WHITLOCK,PETER, WIGGETT,BRADLEY.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B61/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 61/00 Dispositivos accesorios diversos que operan sobre hojas, cintas, bandas, ataduras, receptáculos o paquetes, no previstos en otro lugar. › para perforar, cortar o aplicar marcas de código o de datos antes del embalaje.
- B65B9/087 B65B […] › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › la banda se mueve de forma continua.
PDF original: ES-2550511_T3.pdf
Fragmento de la descripción:
Método para preparar bolsas y aparato de envasado para preparar bolsas La presente invención se refiere a un método para preparar bolsas y a un aparato de envasado para preparar tales bolsas.
A partir del documento WO 2007/089838 A2 se conoce un método para producir bolsas que comprende las etapas de proporcionar una banda continua, plegar la banda para proporcionar superficies laterales enfrentadas unidas a lo largo de un borde inferior y formar un sello vertical entre las superficies laterales enfrentadas, proporcionando así una serie de bolsillos adyacentes que tienen paredes laterales opuestas, teniendo cada bolsillo una abertura sin sellar a lo largo de un borde superior, y llenar los bolsillos a través de la abertura con material y después sellar la abertura para proporcionar bolsas selladas.
En el método conocido, la banda continua se guía a través de un sellador vertical en el que se forman los sellos verticales tras haberse plegado la banda continua. Esos sellos verticales están separados unos de otros para proporcionar un bolsillo que está definido por el borde inferior como fondo del bolsillo y un borde de ataque que está definido por un sello vertical, y un borde de salida que está definido por el sello vertical contiguo. El sello vertical se proporciona de tal manera que los bolsillos contiguos pueden separarse sin impedir el cierre del bolsillo mediante el sello vertical. Separando los bolsillos se forman bolsas individuales.
En el método conocido a partir del documento WO 2007/089838 A2, la banda continua se transfiere a una sección de corte en la que se corta la banda continua para aislar bolsas individuales que tienen una abertura sin sellar a lo largo del borde superior. Esas bolsas se transfieren mediante unos medios de correa transportadora por vacío contra la que se aspiran las bolsas separadas y se transfieren a una rueda de llenado. La rueda de llenado tiene elementos de agarre que están adaptados para agarrar los bordes de ataque y de salida de cada bolsa, respectivamente, entre mordazas y pueden moverse uno con respecto a otro para abrir la abertura sin sellar. A medida que se reduce la distancia entre los bordes de ataque y de salida de una bolsa individual, se aumenta la distancia entre las superficies laterales enfrentadas. Por consiguiente, pueden introducirse picos de una rueda de picos en las bolsas para llenarlas con material. La rueda de picos y la rueda de llenado se accionan de manera rotatoria. El eje de rotación de la rueda de llenado es esencialmente coaxial con el eje de rotación de la rueda de picos. Sin embargo, los ejes de rotación están ligeramente inclinados uno con respecto a otro. En una sección circunferencial en la que la distancia entre la rueda de picos y la rueda de llenado está en su mínimo, se recibe un pico respectivo dentro de la boca abierta de las bolsas y después se retrae de manera continua de la bolsa a medida que se hacen rotar de manera continua la rueda de llenado y la rueda de picos, partiendo de esta posición.
Después de haberse llenado las bolsas, se accionan los medios de agarre de tal manera que se aumenta la distancia entre los bordes de ataque y de salida de cada pico, acercando así las superficies laterales enfrentadas y cerrando la abertura sin sellar. En el transcurso de la trayectoria circular a lo largo de la circunferencia exterior de la rueda de llenado, las bolsas se sellan finalmente mediante una sección de sellado dispuesta en la circunferencia exterior de la rueda de llenado y dotada de superficies de sellado calentadas que hacen tope contra el material de banda plegado para sellar la abertura.
El método conocido a partir del documento WO 2007/089838 A2 y el aparato para llevar a cabo dicho método presentan desventajas porque requieren un material de película fundible para preparar la banda. Los materiales de película fundibles no son adecuados para preparar un envase, por ejemplo, para té, café o similar, ya que estas sustancias tienen que prepararse por infusión mientras todavía están contenidas en la bolsa. Además, los materiales de película fundibles requieren habitualmente un material de plástico para formar la banda o al menos un recubrimiento de plástico sobre la banda, lo que puede ser desventajoso por motivos ecológicos en caso de que el material tenga que transpirar.
Además, el aparato conocido a partir del documento WO 2007/0898238 A2 tiene una constitución compleja, lo cual puede ser problemático debido al hecho de que cada bolsa se agarra en su borde de ataque y de salida mediante una unidad de agarre. La unidad de agarre hace que la fabricación del aparato para llevar a cabo el método de envasado sea cara. Los medios de correa transportadora por vacío aumentan la construcción bastante compleja del aparato conocido. Además, la manipulación de bolsas aisladas puede provocar problemas, en particular si las bolsas tienen que prepararse de manera rápida y económica.
El documento US 4 534 185 A es un ejemplo adicional de un método en el que se forman bolsas a partir de una banda continua y después se transfieren como elementos individuales a una rueda de llenado en la que las bolsas se llenan con material, después se sellan y finalmente se descargan de la rueda de llenado como bolsas selladas. Los inconvenientes del aparato y el método conocidos a partir de este documento de la técnica anterior son esencialmente los mismos que los comentados con referencia al documento WO 2007/089838 A2. En el documento JP 11 292001 A se dan a conocer un método y aparato similares.
El documento US 3 563 001 A es un ejemplo de un aparato y un método en los que se forman sellos verticales en una rueda que define un dispositivo de llenado vertical. La banda continua que proporciona bolsillos entre los sellos verticales y un borde inferior se transporta de manera continua a una rueda de llenado en la que los bolsillos se
llenan con material, esencialmente de la misma manera que la comentada anteriormente con referencia al documento WO 2007/089838 A2. La banda continua se transfiere de la trayectoria circular alrededor de la rueda de llenado a una trayectoria lineal y a un sellador superior en el que se sella la abertura sin sellar de los bolsillos. Después se retuerce la banda continua de tal manera que se transfiere la orientación vertical de la banda a una orientación horizontal. En dicha orientación horizontal, la banda se transporta a una mesa de corte sobre la cual se corta el material que define los bolsillos en el sello vertical para así aislar bolsas selladas individuales, que se hacen que se deslicen desde la mesa de corte.
Un aparato y método respectivos se describen, por ejemplo, en los documentos US 5 502 951 A, US 3 597 898 A, CA 2 142 480 A1 o US 6 058 818 A. La técnica anterior mencionada anteriormente con una estación de corte independiente para separar las bolsas a partir de una banda continua es voluminosa. Además, las bolsas separadas en la mesa de corte tienen que recogerse tras el corte con el fin de procesar adicionalmente las bolsas individuales. En otras palabras, la orientación y sujeción predeterminadas de bolsas individuales se pierden durante el corte, haciendo que el procesamiento de las bolsas llenadas y selladas sea problemático.
El documento US 4 726 170 es un ejemplo adicional que describe un aparato de separación de bolsas a partir de una cadena de bolsillos interconectados antes del llenado y el envasado. El aparato de suministro de bolsas tiene medios de separación para separar la cadena de bolsillos interconectados. Los medios de separación comprenden un par de rodillos alimentadores delanteros y un par de rodillos alimentadores traseros. Cada uno de los pares de rodillos alimentadores comprende un rodillo de presión superior y un rodillo de presión inferior. Los rodillos alimentadores delanteros se hacen rotar algo más rápido que los rodillos alimentadores traseros, produciendo así un diferencial de velocidad que actúa para separar una bolsa individual de la cadena de bolsas interconectadas en las perforaciones mediante rasgado. Se proporcionan unos medios de colocación de bolsas en el lado de salida de los rodillos alimentadores delanteros en estrecha proximidad a los mismos para inclinar la bolsa para disponer la bolsa con la abertura sin sellar de la misma en el extremo superior de la bolsa.
La presente invención tiene como objetivo proporcionar un método para preparar bolsas y un aparato de envasado para preparar bolsas evitando al menos parcialmente las desventajas e inconvenientes anteriormente mencionados. En particular, la presente invención tiene como objetivo mejorar el método conocido a partir del documento WO 2007/089838 A2 de tal manera que se facilite la transferencia de la banda a la rueda de llenado, y mejorar... [Seguir leyendo]
Reivindicaciones:
1. Método para preparar bolsas (P)
proporcionar una banda continua (18) ;
plegar la banda (18) para proporcionar superficies laterales enfrentadas (22) unidas a lo largo de un borde 5 inferior (24) ;
formar un sello vertical (26) entre las superficies laterales enfrentadas (22) , proporcionando así una serie de bolsillos adyacentes (28) que tienen paredes laterales opuestas, teniendo cada bolsillo una abertura sin sellar (29) a lo largo de un borde superior (31) ;
llenar los bolsillos (28) a través de la abertura sin sellar (29) con material;
sellar la abertura sin sellar (29) , caracterizado por que la banda (18) está perforada por una perforación (46) entre un trozo de longitud de ataque (48) de la banda (18) adaptado para formar un bolsillo de ataque (28) y un trozo de longitud de salida (48) de la banda (18) adaptado para formar un bolsillo de salida (28) , que la banda continua (18) hace tope contra una circunferencia exterior de una rueda de llenado rotatoria (2) para seguir una trayectoria circular y que se aumenta una distancia entre un borde de salida (26b) del trozo de longitud de ataque (48) y un borde de ataque (26a) de un trozo de longitud de salida (48) para rasgar los trozos de longitud de ataque y de salida (48) en la perforación (46) mientras se mueven los trozos de longitud (48) en la trayectoria circular.
2. Método según la reivindicación 1, caracterizado por que la banda continua (18) se perfora después de 20 haberse formado los bolsillos (28) .
3. Método definido en cualquiera de las reivindicaciones anteriores, caracterizado por que el borde de salida (26b) de un bolsillo de ataque se perfora mediante un brazo de salida (6) de la rueda de llenado (2) y por que el borde de ataque (26a) de un bolsillo de salida (28) se perfora mediante un brazo de ataque (4) de la rueda de llenado (2) y por que los bolsillos de ataque y de salida (28) se rasgan para formar bolsas abiertas (P) haciendo pivotar al menos uno de los brazos de ataque y de salida (4, 6) de la unidad de agarre hacia el otro de los brazos de salida y de ataque (4, 6) de dicha unidad de agarre.
4. Método definido en la reivindicación 3, caracterizado por que la banda continua (18) se presiona contra el brazo de ataque y de salida (4, 6) mediante un cilindro de presión rotatorio (32) .
5. Método según cualquiera de las reivindicaciones anteriores, caracterizado por que se introducen unos
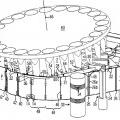
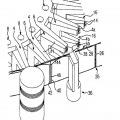
medios de guía de apertura longitudinal (50) entre las superficies laterales enfrentadas (22) y a través de la abertura sin sellar (29) a medida que la banda continua (18) hace tope contra la circunferencia exterior del dispositivo de llenado rotatorio (2) y porque las superficies laterales enfrentadas (22) se separan una de otra mediante los medios de guía de apertura longitudinal (50) hasta que un pico (62) de una rueda de picos (60) se ha introducido en el bolsillo (28) .
6. Método según la reivindicación 5, caracterizado por que los trozos de longitud de ataque y de salida (48) se rasgan a medida que se reciben los medios de guía de apertura longitudinal (50) entre las superficies laterales enfrentadas (22) .
7. Método según cualquiera de las reivindicaciones anteriores que depende de la reivindicación 4, caracterizado por que, tras el llenado, se cierran las bolsas (P) haciendo pivotar al menos uno de los brazos 40 de ataque y de salida (6) alejándolo del otro de los brazos de salida y de ataque (4) .
8. Método según cualquiera de las reivindicaciones anteriores, caracterizado por que las bolsas (P) se transfieren de la trayectoria circular a una trayectoria de sellado lineal para sellar la abertura (29) .
9. Aparato de envasado para preparar bolsas (P) , que comprende:
medios de alimentación para alimentar una banda continua;
medios de plegado para plegar la banda para proporcionar superficies enfrentadas unidas a lo largo de un borde inferior (24) ;
medios de sellado vertical para formar un sello vertical (26) entre las superficies laterales enfrentadas (22) a intervalos separados a lo largo de la banda (18) , proporcionando así una serie de bolsillos adyacentes (28) que tienen paredes laterales opuestas, teniendo cada bolsillo una abertura sin sellar (29) a lo largo de un 50 borde superior;
medios de llenado (60, 62) para llenar los bolsillos con un material; y
medios de sellado horizontal (72, 74) para sellar la abertura (29) ,
caracterizado por
medios de perforación (36, 38) para perforar la banda continua (18) entre un trozo de longitud de ataque
(48) de la banda (18) adaptado para formar un bolsillo de ataque (28) y un trozo de longitud de salida (48)
de la banda (18) adaptado para formar un bolsillo de salida (28) ,
medios de rasgado (4, 6) adaptados para rasgar el trozo de longitud de ataque (48) y el trozo de longitud de
salida (48) aumentando la distancia entre un borde de salida (26b) del trozo de longitud de ataque (48) y un
borde de ataque (26a) del trozo de longitud de salida (48) y
una rueda de llenado rotatoria (2) a la que se asignan los medios de llenado (60, 62) y los medios de
rasgado (4, 6) .
10. Aparato de envasado según la reivindicación 9, caracterizado por que la rueda de llenado (2) comprende
una pluralidad de brazos de ataque y de salida (4, 6) , en el que al menos uno de los brazos de ataque y de
salida (6) está soportado de manera pivotante sobre la rueda de llenado (2) y por que agujas (14)
sobresalen una fase de extremo radial (12) del brazo de ataque y/o de salida (4, 6) .
Patentes similares o relacionadas:
Método para producir tubos de polímero que contienen líquido y se sellan a intervalos constantes y aparato para la producción de tubos de polímero, del 13 de Mayo de 2020, de SHIN-ETSU CHEMICAL CO., LTD.: Un método para producir un tubo de polímero, que contiene un líquido en el mismo y se sella a intervalos constantes, el método comprende: una etapa […]
Material de envasado que comprende partes magnetizadas y método para magnetizar el material, del 6 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un dispositivo para magnetizar un material de envasado para envases que contienen alimentos, comprendiendo […]
 Máquina de embalaje para un único producto o para productos agrupados y/o apilados, en paquetes de material termoplástico obtenido a partir de una película desenrollada de una bobina, y método de funcionamiento asociado, del 29 de Abril de 2020, de CPS COMPANY S.R.L: Máquina de embalaje para embalar productos individuales o agrupados y/o apilados, en paquetes de material termoplástico, comprendiendo dicha máquina:
- un dispositivo […]
Máquina de embalaje para un único producto o para productos agrupados y/o apilados, en paquetes de material termoplástico obtenido a partir de una película desenrollada de una bobina, y método de funcionamiento asociado, del 29 de Abril de 2020, de CPS COMPANY S.R.L: Máquina de embalaje para embalar productos individuales o agrupados y/o apilados, en paquetes de material termoplástico, comprendiendo dicha máquina:
- un dispositivo […]
Control de etiquetado de peso para envases, del 1 de Abril de 2020, de MULTIVAC Marking & Inspection GmbH & Co. KG: Instalación de envasado , que comprende una estación de sellado para el envasado de un producto con al menos una hoja continua , en donde […]
Un comprimido de concentrado alimenticio envuelto con pliegues codificado por láser, del 18 de Marzo de 2020, de SOCIETE DES PRODUITS NESTLE S.A.: Un proceso para codificar un comprimido de concentrado alimenticio envuelto con pliegues que comprende las etapas de: a) primero realizar […]
Dispositivo y método para envasar un producto líquido consumible en un envase, del 13 de Noviembre de 2019, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un dispositivo adaptado para envasar un producto consumible líquido en un envase, que comprende una alimentación de entrada para proporcionar material de envase preparado que […]
Mejoras en o relativas al envasado de alimentos, del 2 de Octubre de 2019, de Seachill UK Ltd: Un método de envasado al vacío de alimentos entre una primera película de plástico y una segunda película de plástico utilizando un aparato […]
Método y máquina de envasado, del 10 de Julio de 2019, de ULMA Packaging Technological Centre, S. COOP: Método de envasado para una máquina de envasado, en el que se suministra un tubo de lámina generado a partir de una lámina continua, en […]