BANDA COMPUESTA PARA FORMAR UN TUBO HELICOIDAL Y SU PROCEDIMIENTO DE FABRICACIÓN.
Banda (10) de material compuesto, arrollable para formar un tubo helicoidal para transportar fluidos,
cuya banda compuesta (10) comprende: una banda alargada de plástico (11) que tiene una parte de la base (12) con el lado inferior que define una cara interna y un lado superior que define una cara externa; como mínimo, un nervio (20) que se extiende longitudinalmente, que sobresale de la cara externa de la parte de la base (12); y una banda de refuerzo alargada (30) que se extiende longitudinalmente y que está soportada lateralmente por el nervio (20), teniendo la banda de refuerzo (30) una altura medida en dirección ortogonal con respecto a la base (12) y un grosor medido en una dirección paralela a la parte de la base (12), estando la banda de refuerzo (30) orientada sustancialmente de forma perpendicular a la parte de la base (12), y teniendo la banda de refuerzo (30) una relación de altura a grosor de, como mínimo, tres a uno, formando la cara interna una superficie continua por debajo de la banda de refuerzo (30), en la que, cuando se arrolla formando un tubo helicoidal, la banda de refuerzo (30) refuerza el tubo contra cargas de aplastamiento radial y la cara interna separa la banda de refuerzo (30) con respecto al fluido situado dentro del tubo
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/AU2003/000461.
Solicitante: SEKISUI RIB LOC AUSTRALIA PTY LTD.
Nacionalidad solicitante: Australia.
Dirección: 587 GRAND JUNCTION ROAD GEPPS CROSS, SA 5094 AUSTRALIA.
Inventor/es: BATEMAN,Ian,Roger, UYSAL,Gulcay.
Fecha de Publicación: .
Fecha Solicitud PCT: 17 de Abril de 2003.
Clasificación PCT:
B29C53/78TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 53/00 Conformación por curvado, doblado, torcido alargado o aplanado; Aparatos a este efecto (B29C 61/10 tiene prioridad). › utilizando hojas o bandas perfiladas.
B29C63/32B29C […] › B29C 63/00 Revestimiento o recubrimiento, es decir, aplicando capas preformadas o recubrimientos de plásticos; Aparatos a este efecto (B29C 73/00 tiene prioridad; por soplado B29C 49/00; por termoformación B29C 51/00). › por enrollamiento helicoidal.
F16L9/16MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16LTUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL. › F16L 9/00 Tubos rígidos. › compuestos de hojas o de bandas enrollados, con o sin armaduras.
Clasificación antigua:
B29C53/78B29C 53/00 […] › utilizando hojas o bandas perfiladas.
B29C63/32B29C 63/00 […] › por enrollamiento helicoidal.
F16L9/16F16L 9/00 […] › compuestos de hojas o de bandas enrollados, con o sin armaduras.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
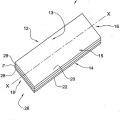
Banda compuesta arrollable para formar un tubo helicoidal y su procedimiento de fabricación SECTOR DE LA INVENCIÓN La invención se refiere a una banda compuesta arrollable para formar un tubo helicoidal para transportar fluidos, a un tubo compuesto arrollado helicoidalmente fabricado a partir de una banda compuesta y a un procedimiento de fabricación de un tubo de plástico reforzado con acero arrollado helicoidalmente. ANTECEDENTES Es bien conocido que se pueden fabricar tubos de material plástico al arrollar helicoidalmente una banda de material plástico que tiene una serie de nervios dirigidos hacia arriba, separados entre sí, que se extienden longitudinalmente con respecto a la banda, a temperatura ambiente, o a un temperatura elevada, en la que el material plástico se hace más flexible. Esa forma de tubo arrollado helicoidalmente es ya bien conocida en la industria de fabricación de tubos y se describe en patentes por el propio solicitante, relativas tanto a la forma de la banda de plástico como a la forma de la máquina mediante la cual se fabrican el tubo o tubos a partir de dichas bandas. Para que estos tubos funcionen en aplicaciones de alto rendimiento, a efectos de obtener el necesario grado de resistencia, el grosor de las paredes de plástico debe ser bastante importante, así como el de los nervios. De manera alternativa, los tubos o tuberías terminados pueden ser reforzados con elementos de refuerzo o de aumento de resistencia. En aplicaciones en las que los tubos o tuberías reforzados son enterrados en una zanja o sometidos a elevadas cargas de tierra, la resistencia de la tubería o tubo o es de extrema importancia. La patente australiana del solicitante Nº 607431 da a conocer un procedimiento de fabricación de un tubo de plástico reforzado utilizando un elemento de refuerzo situado entre los nervios, de manera tal que la resistencia a la flexión del tubo o tubería terminada aumenta materialmente. El elemento de refuerzo comprende un elemento metálico que tiene un perfil cuya forma, en sección transversal es de U, estando diseñados los extremos libres del elemento de refuerzo para acoplarse por debajo de formaciones de pestañas opuestas de un par de nervios adyacentes para bloquear de esta manera la banda metálica en posición entre los nervios y, a su vez, reforzar los nervios y el tubo terminado. La patente australiana del solicitante Nº 661047 da a conocer mejoras con respecto a la mencionada patente australiana Nº 607431, a la que se ha hecho referencia en lo anterior. Las mejoras se consiguen por la disposición de un elemento de refuerzo, que tiene una parte del cuerpo central en forma de U invertida o de sección transversal en forma de V, que tiene una altura radial superior a la altura de los nervios, de manera que el diámetro externo efectivo del tubo compuesto, aumenta sustancialmente. Esto proporciona un tubo más rígido. Los tubos compuestos, arrollados helicoidalmente, de tipo conocido, se forman en un procedimiento de varias etapas. El cuerpo de plástico es extrusionado y, a continuación, es arrollado helicoidalmente para formar un tubo. Elementos de acero alargados de refuerzo son laminados separadamente constituyendo un perfil que proporciona la rigidez necesaria (tal como la forma de perfiles en U o V invertidas a los que se ha hecho referencia en lo anterior). El perfil de acero formado por laminado es arrollado con un radio aproximado al del cuerpo de plástico arrollado helicoidalmente. Finalmente, el elemento o elementos perfilados de refuerzo, dotados de radio, son arrollados sobre el exterior del tubo de plástico para formar un tubo compuesto con la rigidez deseada. Cuando se utilizan los elementos de refuerzo que se dan a conocer en las patentes australianas Nºs 607431 y 661047, la etapa de laminar el elemento de refuerzo de acero adoptando un radio que se aproxime al del tubo de plástico, comporta el someter a esfuerzos al elemento de refuerzo de acero más allá de su límite elástico. Esto requiere la aplicación de una fuerza considerable durante el proceso de arrollado. Como contraste, el arrollamiento del perfil de plástico extrusionado, formado por un tubo helicoidal, requiere de manera general una fuerza mucho menor debido a las propiedades de material del plástico. Es objetivo de la invención, dar a conocer una banda compuesta que está preparada para arrollamiento formando un tubo helicoidal. RESUMEN DE LA INVENCIÓN El documento JP 09 310 788 A está dirigido al problema de recubrir los tubos ya existentes que tienen sección transversal cuadrada, tal como un canal en forma de caja. La invención que se describe está destinada a dar a 2 conocer un perfil para el recubrimiento de un tubo ya existente que es capaz de mantener una curvatura fijada o predeterminada en cada esquina de un tubo existente que tiene una sección transversal cuadrada, o de otro tipo. El perfil que se da a conocer está diseñado para ser suficientemente flexible, de manera que puede ser arrollado cerca de las esquinas de una caja cubierta y que, posee una base, no está dotado de un elemento de refuerzo. El elemento de refuerzo está dispuesto en una bobina arrollada espiralmente de modo separado. Esto permite conseguir un reducido radio de curvatura con el perfil o banda, antes de que el elemento de refuerzo sea introducido para mantener dicho radio. El documento WO 93/07412 A da a conocer una banda de metal de tipo compuesto que tiene un elemento metálico de refuerzo plegado en forma de W. El perfil plegado en W tiene una parte central de cuerpo en forma U o V invertida. El documento JP 64 087992 A da a conocer un tubo espiral que tiene un material de refuerzo alrededor del mismo para mejorar su rigidez. Este objetivo es conseguido por una banda compuesta, según la reivindicación 1 y un tubo compuesto arrollado helicoidalmente, de acuerdo con la reivindicación 13. Además, se prevé un procedimiento según la reivindicación 16. Las reivindicaciones dependientes se refieren a realizaciones especiales de la invención. DESCRIPCIÓN DETALLADA DE REALIZACIONES PREFERENTES DE LA INVENCIÓN En los siguientes dibujos, se muestran varias realizaciones preferentes de la invención, en las que: La figura 1 muestra una vista en sección de una banda compuesta, según una primera realización de la invención. La figura 2 muestra una vista con las piezas desmontadas de la banda de la figura 1. La figura 3 es una vista en perspectiva de la banda compuesta mostrada en la figura 1. La figura 4 es una vista en perspectiva de un tubo compuesto arrollado helicoidalmente, a partir del perfil mostrado en las figuras 1 y 3. La figura 5 muestra una vista en sección parcial del tubo de la figura 4, observándose el elemento de refuerzo. La figura 6 es una vista en perspectiva que muestra el elemento de refuerzo introducido en el perfil. La figura 7 muestra una vista en sección transversal de una banda compuesta, según una segunda realización de la invención. La figura 8 muestra una vista en sección transversal de espiras adyacentes de una banda compuesta, de acuerdo con una tercera realización de la invención. La figura 9 muestra una vista en sección transversal de una banda compuesta, de acuerdo con una cuarta realización de la invención. La figura 10 muestra una vista en sección transversal de una banda compuesta, de acuerdo con una quinta realización de la invención. La figura 11 muestra vista en sección transversal de una banda compuesta, de acuerdo con una sexta realización de la invención. La figura 12 muestra una vista en sección transversal de una banda compuesta, de acuerdo con una séptima realización de la invención. La figura 13 muestra una vista en sección transversal de una banda compuesta, de acuerdo con una octava realización de la invención. La figura 14 muestra una vista en perspectiva de un dispositivo de accionamiento del carrete para su utilización con realizaciones de la invención. 3 Haciendo referencia a las figuras 1 y 2, se ha mostrado una banda compuesta alargada 10 que se puede arrollar para formar un tubo helicoidal. La banda compuesta 10 comprende una banda de plástico alargada 11 y una banda alargada de metal de refuerzo 30. El plástico utilizando para esta realización de la invención es polietileno, si bien se pueden utilizar otros plásticos adecuados. La banda de plástico 11 tiene una parte de la base 12 con un lado sustancialmente plano 14. Una serie de nervios longitudinales 20 sobresalen hacia arriba desde la parte de la base 12. En esta realización, cada nervio 20 comprende un par de paredes paralelas 22 y 24 que se extienden longitudinalmente a lo largo de la parte de la base 12, definiendo una ranura longitudinal 23. La ranura 23 está dimensionada y conformada para recibir, de manera encajada, la banda de refuerzo 30, tal como se muestra mejor en la figura 2. Un nervio de material plástico 40 queda... [Seguir leyendo]
Reivindicaciones:
1. Banda (10) de material compuesto, arrollable para formar un tubo helicoidal para transportar fluidos, cuya banda compuesta (10) comprende: una banda alargada de plástico (11) que tiene una parte de la base (12) con el lado inferior que define una cara interna y un lado superior que define una cara externa; como mínimo, un nervio (20) que se extiende longitudinalmente, que sobresale de la cara externa de la parte de la base (12); y una banda de refuerzo alargada (30) que se extiende longitudinalmente y que está soportada lateralmente por el nervio (20), teniendo la banda de refuerzo (30) una altura medida en dirección ortogonal con respecto a la base (12) y un grosor medido en una dirección paralela a la parte de la base (12), estando la banda de refuerzo (30) orientada sustancialmente de forma perpendicular a la parte de la base (12), y teniendo la banda de refuerzo (30) una relación de altura a grosor de, como mínimo, tres a uno, formando la cara interna una superficie continua por debajo de la banda de refuerzo (30), en la que, cuando se arrolla formando un tubo helicoidal, la banda de refuerzo (30) refuerza el tubo contra cargas de aplastamiento radial y la cara interna separa la banda de refuerzo (30) con respecto al fluido situado dentro del tubo. 2. Banda de material compuesto (10), según la reivindicación 1, en la que la relación de altura a grosor es, como mínimo, de cuatro a uno. 3. Banda de material compuesto (10), según la reivindicación 2, en la que el nervio comprende un par de paredes paralelas (22, 24) que se extienden longitudinalmente a lo largo de la parte de la base (12), definiendo el nervio (20), como mínimo, en una ranura longitudinal (23), en la que queda dispuesta la banda de refuerzo (30), estando soportada lateralmente la banda (30) por las paredes de la ranura (23). 4. Banda de material compuesto (10), según la reivindicación 3, en la que las paredes (22, 24) están orientadas sustancialmente de forma perpendicular a la parte de la base (12). 5. Banda de material compuesto (10), según la reivindicación 4, en la que la banda de refuerzo es continua y tiene una longitud co-extensiva con el nervio de plástico. 6. Banda de material compuesto (10), según la reivindicación 5, en la que la banda de refuerzo está completamente encapsulada por material plástico, para impedir la exposición al medio ambiente. 7. Banda de material compuesto (10), según la reivindicación 6, en la que la banda de plástico tiene un conjunto de nervios longitudinales que forman ranuras, que están separados entre sí según la anchura de la banda, soportando cada nervio una banda de refuerzo alargada. 8. Banda de material compuesto (10), según la reivindicación 5, en la que la banda de refuerzo está construida en un metal. 9. Banda de material compuesto (10), según la reivindicación 8, en la que la banda de refuerzo está construida en acero. 10. Banda de material compuesto (10), según cualquiera de las reivindicaciones 1 a 9, cuya banda comprende además una lámina plana (50) que se extiende longitudinalmente y que está unida a la parte de la base, poseyendo dicha lámina un módulo de Young y resistencia más elevados que los de la banda de plástico, de manera que una vez arrollada en forma de tubo helicoidal, la lámina (50) mejora el comportamiento del tubo a la presión. 11. Banda de material compuesto (10), según la reivindicación 10, en la que la lámina (50) comprende una tela de fibras. 12. Banda de material compuesto (10), según la reivindicación 11, en la que la tela de fibras comprende fibras de vidrio. 13. Tubo compuesto, arrollado helicoidalmente a partir de una banda de material compuesto (10), siendo la banda de material compuesto (10), según cualquiera de las reivindicaciones 1 a 12, caracterizándose el tubo de material compuesto arrollado helicoidalmente por el hecho de que el lado inferior de la parte de la base de la banda de material compuesto (10) forma el interior del tubo arrollado y la orientación de la banda de refuerzo, con respecto a 9 la parte de la base, permanece sustancialmente sin cambios después del arrollamiento de la banda para formar el tubo. 14. Tubo, según la reivindicación 13, en el que la banda de refuerzo (30) es continua y tiene una longitud coextensiva con el tubo. 15. Tubo, según cualquiera de las reivindicaciones 13 o 14, en el que las espiras adyacentes de la lámina (50) no están directamente unidas entre sí. 16. Procedimiento para la fabricación de un tubo de material plástico reforzado con acero arrollado helicoidalmente, que comprende las siguientes etapas: extrusión de un perfil de plástico (11) que tiene una parte de la base (12) y un nervio longitudinal (20) que sobresalen de dicha base; introducir una banda de refuerzo (30) de bordes rectos, alargada, dentro del nervio (20), teniendo la banda metálica (30) una relación de altura a grosor de, como mínimo, tres a uno y estando orientada de forma sustancialmente perpendicular a la parte de la base, produciendo, por lo tanto, una banda recta de material compuesto (10); arrollar helicoidalmente la banda de material compuesto (10) e interconectar los bordes adyacentes de las espiras adyacentes de la banda para formar un tubo helicoidal. 17. Procedimiento, según la reivindicación 16, en el que el perfil extrusionado tiene una parte de la base (12) que tiene una cara inferior que define una cara interna, y una cara superior que define una cara externa, reforzando la banda de refuerzo el tubo contra cargas de aplastamiento radial y separando la cara interna la banda de refuerzo con respecto al fluido contenido en el tubo. 18. Procedimiento, según cualquiera de las reivindicaciones 16 ó 17, que comprende además la etapa de encapsular la banda de refuerzo. 19. Procedimiento, según la reivindicación 16, en el que las etapas de extrusión e introducción tienen lugar conjuntamente en un cabezal de extrusión. 20. Procedimiento, según la reivindicación 16, que comprende además la etapa de unir una lámina (50) a la parte de la base, teniendo la lámina (50) un módulo de Young y una resistencia mayores que las de la banda de plástico. 21. Procedimiento, según la reivindicación 20, en el que la lámina (50) es extrusioanda en el cabezal, en la parte de la base de la banda de material compuesto (10). 22. Procedimiento, según la reivindicación 16, que tiene etapas adicionales entre las etapas de introducción y de arrollamiento helicoidal, comprendiendo las etapas adicionales: dirigir la banda de material compuesto recta (10) a un carrete que tiene un cubo que gira alrededor de un eje sustancialmente horizontal, estando dirigida la parte de la base de la banda a la cara inferior del cubo; impulsar el carrete a efectos de tirar de la banda (10) de material compuesto, recta, hacia el carrete, para arrollar la banda alrededor del cubo del carrete desde su cara inferior; transportar el carrete al lugar de la obra; y desenrollar la banda del carrete. 11 12 13 14 16 17 18
Patentes similares o relacionadas:
Un método y aparato para enrollar en espiral un perfil termoplástico en la fabricación de tubos de plástico soldados, del 22 de Julio de 2020, de Uponor Infra Oy: Método de enrollamiento en espiral de un perfil termoplástico en la fabricación de tubos de plástico soldados, que incluye las etapas […]
Tubo de gran diámetro de doble pared, uso y procedimiento para la fabricación de un tubo de gran diámetro de doble pared, del 25 de Octubre de 2017, de SMS group GmbH: Tubo de gran diámetro de doble pared con al menos un tubo de acero soldado en espiral como tubo interno y/o como tubo externo , […]
Brida, del 31 de Mayo de 2017, de FLOWTITE TECHNOLOGY AS: Una brida (1a), que comprende un elemento tubular (30a), una sección de brida (11a) y una sección de buje (21a), en la que
- la sección de brida (11a) […]
Tubería de riego, del 11 de Noviembre de 2015, de NETAFIM LTD: Una tubería de riego que comprende una capa interna de sellado hermético , una capa externa y una capa de tejido (F. 30, 42) entre […]
Método para la fabricación de un tubo compuesto continuo, aparato para fabricar un tubo compuesto continuo, del 8 de Julio de 2015, de AO&G Holding B.V: Método para la fabricación de un tubo compuesto continuo, que comprende
- trasladar un revestimiento del tubo a través de una estación de fabricación, […]
Método para la fabricación de un tubo compuesto continuo, aparato para fabricar un tubo compuesto continuo, del 24 de Junio de 2015, de AO&G Holding B.V: Método para la fabricación de un tubo compuesto continuo, que comprende
- proveer un revestimiento del tubo);
- trasladar un revestimiento del tubo […]
Tira de material compuesto reforzado enrollable para formar una tubería helicoidal y método para ello, del 22 de Abril de 2015, de SEKISUI RIB LOC AUSTRALIA PTY LTD: Una tira de material compuesto enrollable para formar una tubería helicoidal para la transportación de fluidos, la tira de material compuesto comprende:
una […]
Tubería de riego, del 25 de Septiembre de 2013, de NETAFIM LTD: Una tubería de riego formada a partir de una lámina u hoja que se enrolla en un tubo alrededor de uneje (X) longitudinal de la lámina u hoja,
la lámina u hoja […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Tubería de riego, del 11 de Noviembre de 2015, de NETAFIM LTD: Una tubería de riego que comprende una capa interna de sellado hermético , una capa externa y una capa de tejido (F. 30, 42) entre […]
Tubería de riego, del 11 de Noviembre de 2015, de NETAFIM LTD: Una tubería de riego que comprende una capa interna de sellado hermético , una capa externa y una capa de tejido (F. 30, 42) entre […]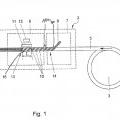 Método para la fabricación de un tubo compuesto continuo, aparato para fabricar un tubo compuesto continuo, del 24 de Junio de 2015, de AO&G Holding B.V: Método para la fabricación de un tubo compuesto continuo, que comprende
- proveer un revestimiento del tubo);
- trasladar un revestimiento del tubo […]
Método para la fabricación de un tubo compuesto continuo, aparato para fabricar un tubo compuesto continuo, del 24 de Junio de 2015, de AO&G Holding B.V: Método para la fabricación de un tubo compuesto continuo, que comprende
- proveer un revestimiento del tubo);
- trasladar un revestimiento del tubo […]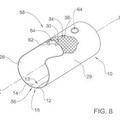 Tubería de riego, del 25 de Septiembre de 2013, de NETAFIM LTD: Una tubería de riego formada a partir de una lámina u hoja que se enrolla en un tubo alrededor de uneje (X) longitudinal de la lámina u hoja,
la lámina u hoja […]
Tubería de riego, del 25 de Septiembre de 2013, de NETAFIM LTD: Una tubería de riego formada a partir de una lámina u hoja que se enrolla en un tubo alrededor de uneje (X) longitudinal de la lámina u hoja,
la lámina u hoja […]