Método de producción de una pieza acabada mediante mecanizado, y máquina para producir una pieza acabada mediante mecanizado.
Método de producción de un disco acabado mediante mecanizado, a partir de una pieza base (1) con forma de disco que comprende dos caras (11, 12) opuestas, comprendiendo el método una etapa de sujeción en la que la pieza base (1) se une a un soporte (2), y una etapa de mecanizado, posterior a la etapa de sujeción, en la que se mecaniza al menos una cara (11) de la pieza base (1) para obtener el disco.
El método comprende una etapa de comprobación, simultánea a la de mecanizado, en la que se mide el desplazamiento de una zona de comprobación de la cara (11, 12) que se mecaniza, se compara la medida con un valor umbral prestablecido, y se determina que existe un desplazamiento peligroso si el valor medido es igual o mayor que el valor umbral.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201231030.
Solicitante: MONDRAGON GOI ESKOLA POLITEKNIKOA J. Mª. ARIZMENDIARRIETA, S.C.
Nacionalidad solicitante: España.
Inventor/es: ARRAZOLA ARRIOLA,PEDRO JOSE, FERNANDEZ HORMAETXE,Exabier.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23P13/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › B23P 13/00 Fabricación de objetos metálicos por medio de operaciones que implican un trabajo a máquina, pero no cubiertas por alguna sola de las otras subclases (fabricación de objetos determinados B23P 15/00). › en las que solamente las operaciones de trabajo a máquina son importantes.
- B23P15/00 B23P […] › Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase.
Fragmento de la descripción:
“Método de producción de una pieza acabada mediante mecanizado, y máquina para producir una pieza acabada mediante mecanizado” 5
SECTOR DE LA TÉCNICA
La presente invención se relaciona con métodos de producción de una pieza acabada mediante mecanizado, que está diseñado para obtener una pieza acabada mediante mecanizado a partir de una pieza base, en particular para obtener discos de turbina para el sector de la aeronáutica. La presente invención también se relaciona con máquinas para producir una pieza acabada mediante mecanizado, a partir de una pieza base, en particular para obtener discos de turbina para el sector
de la aeronáutica.
ESTADO ANTERIOR DE LA TÉCNICA
20 Las piezas acabadas mediante mecanizado se obtienen a partir de una pieza base.
Para obtenerse una pieza base, generalmente el material original es material forjado
para obtener la forma deseada de la pieza base y posteriormente es sometido a un
tratamiento térmico para obtener las propiedades adecuadas del material de la pieza
base. Como resultado del tratamiento térmico la pieza base tiene una distribución de
25 tensiones residuales que no es homogénea y constante, de tal manera que cada
pieza base comprende su propia distribución. Esto complica el mecanizado posterior
de la pieza base, puesto que no puedes anticipar la distribución de las tensiones en
cada una de las piezas base a mecanizar.
30 El documento US7107886 B2 divulga un método de mecanizado para obtener un
componente, con el propósito de disipar las tensiones residuales en el producto final
de una manera controlada. El método se basa en mecanizar dos caras opuestas del
producto de manera alternada, sin tener que moverlo del dispositivo al que se une
para el mecanizado.
35
EXPOSICIÓN DE LA INVENCIÓN
Un objeto de la invención es el de proporcionar un método de producción de una pieza acabada mediante mecanizado, a partir de una pieza, tal y como se describe en las reivindicaciones.
El método comprende una etapa de montaje en la que la pieza base se une a un soporte, y una etapa de mecanizado, posterior a la etapa de montaje, en la que se mecaniza al menos una cara o superficie de la pieza base para obtener una pieza acabada mediante mecanizado.
El método comprende además una etapa de comprobación, simultánea a la etapa de mecanizado, en la que se mide el desplazamiento o deformación de al menos una zona de comprobación de la cara de la pieza base que se mecaniza, se compara la medida obtenida con un valor umbral previamente establecido, y se determina que existe un desplazamiento debido a la tensión residual peligrosa si el valor medido es igual o mayor que el valor umbral.
Con el método, al estar detectando en todo momento el valor del desplazamiento en la zona de comprobación durante el mecanizado, se puede detectar cuando el desplazamiento iguala o supera al valor umbral y por tanto es peligroso, pudiéndose actuar correctamente antes de que se mecanice al menos parte de la pieza base 1 en exceso. De esta manera se pueden prevenir errores de mecanizado que conllevan una eliminación del material mayor que de la inicialmente prevista, debido a las tensiones residuales presentes en la pieza base, y evitándose así que haya que desechar piezas acabadas incorrectamente, lo cual implicaría un coste elevado por rechazo de material por un lado, y por otro lado, aumento de tiempo necesario para obtener una pieza acabada mediante mecanizado correctamente, por ejemplo. En el caso de que el desplazamiento de la pieza base se en el sentido de alejarse de la herramienta no se elimina más material del inicialmente previsto y el error no es tan grave, pero sigue requiriendo, como en el caso anteriormente comentado, un tiempo adicional de mecanizado.
Otro objeto de la invención es el de proporcionar una máquina para producir una pieza acabada mediante mecanizado a partir de una pieza base, tal y como se describe en las reivindicaciones.
La máquina comprende una pieza base, un soporte al que se une la pieza base, al menos una herramienta de mecanizado encargada de mecanizar al menos una cara o superficie de la pieza base cuando la pieza base está unida al soporte base, y unos medios de control adaptados para controlar el mecanizado de la pieza base.
La máquina comprende además unos medios de detección que están adaptados para medir el desplazamiento en al menos una zona de comprobación de la cara de la pieza base que se mecaniza durante el mecanizado, y que están comunicados con los medios de control. Los medios de control están adaptados para comparar la medida obtenida con un valor umbral previamente establecido, y para determinar que existe un desplazamiento peligroso o demasiado elevado debido a la tensión residual peligrosa si el valor medido es igual o mayor que el valor umbral. Las ventajas obtenidas con el aparato son análogas a las comentadas para el método.
Estas y otras ventajas y características de la invención se harán evidentes a la vista de las figuras y de la descripción detallada de la invención.
DESCRIPCIÓN DE LOS DIBUJOS
La FIG. 1 muestra a modo de diagrama de bloques una primera realización del método de producción de una pieza acabada mediante mecanizado de la invención.
La FIG. 2 muestra a modo de diagrama de bloques una segunda realización del método de producción de una pieza acabada mediante mecanizado de la invención.
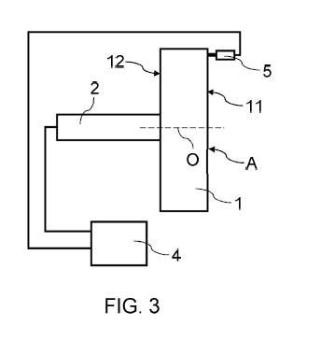
La FIG. 3 muestra unos medios de detección de una realización de una máquina para producir una pieza acabada mediante mecanizado de la invención, correspondiéndose en este caso la pieza base con un disco de dos caras.
La FIG. 4 es una vista frontal de una pieza base según la FIG. 3.
EXPOSICIÓN DETALLADA DE LA INVENCIÓN
Un aspecto de la invención se refiere a un método de producción de una pieza acabada por mecanizado, que está adaptado para obtener un disco acabado por mecanizado a partir de una pieza base 1. En las figuras 1 y 2 se muestran dos realizaciones, a modo de ejemplo, del método.
El método comprende una etapa de sujeción Ej en la que la pieza base 1 se fija a un soporte 2, y una etapa de mecanizado Em, posterior a la etapa de sujeción Ej, en la que se mecaniza al menos una cara 11 ó 12 de la pieza base 1, para obtener la pieza acabada mediante mecanizado, a medida que la pieza base 1 está girando.
Para obtenerse una pieza base 1, generalmente el material original es material forjado para obtener la forma necesaria y posteriormente soporta por un tratamiento térmico para obtener las propiedades adecuadas del material de la pieza base 1. Como resultado del tratamiento térmico, la pieza base 1 tiene una distribución de tensiones residuales que no es homogénea y constante para todas las piezas, de tal manera, que cada pieza base 1 comprende su propia distribución. Esto complica el mecanizado posterior de la pieza base 1, puesto que no puedes anticipar la distribución de las tensiones en cada una de las piezas base 1 a mecanizar.
El método comprende además una etapa de comprobación Ec, simultánea a la etapa de mecanizado Em, en la que se mide continuamente el desplazamiento (o deformación) de al menos una zona de comprobación 110 de la cara 11 de la pieza base 1 que se está mecanizando. Se compara la medida obtenida con un valor umbral previamente establecido, y se determina que existe un desplazamiento peligroso debido a la tensión residual, si el valor medido es igual o mayor que el valor umbral. El valor umbral de desplazamiento para una zona de comprobación 110 se determina previamente, y se puede hacer de la manera siguiente por ejemplo: mediante ensayos previos o experiencia previa con diferentes piezas base 1, se determina a partir de qué valor el desplazamiento afecta o puede afectar al mecanizado y se producen piezas acabadas erróneas; ese valor, o un valor ligeramente inferior, se determina como valor umbral. El método no está limitado a la obtención de un valor umbral de este modo, pudiendo aplicarse igualmente aun cuando el valor umbral se obtenga de una manera diferente.
Al mecanizar una zona A por ejemplo, debido a las tensiones residuales almacenadas en el interior de la pieza base 1, el resto de las zonas de la cara 11 correspondiente se deforman, entre las que se encuentra la zona de comprobación 110. Lógicamente el desplazamiento dependerá de la distribución de tensiones residuales y será mayor cuanto mayor sea las diferencias en la distribución de la mismas en la pieza base 1, y si el desplazamiento es mayor que el valor umbral en la zona de comprobación 110, existe riesgo de que durante el mecanizado se coma más material del debido, teniendo que desechar...
Reivindicaciones:
1. Método de producción de una pieza acabada por mecanizado, a partir de una pieza base (1) , comprendiendo el método una etapa de sujeción (Ej) en la que la pieza base (1) se une a un soporte (2) , y una etapa de mecanizado (Em) , posterior a la etapa de sujeción (Ej) , en la que se mecaniza al menos una cara (11, 12) o superficie de la pieza base (1) para obtener la pieza final, caracterizado porque comprende una etapa de comprobación (Ec) , simultánea a la etapa de mecanizado (Em) , en la que se mide el desplazamiento de al menos una zona de comprobación (110) de la cara (11) de la pieza base (1) que se está mecanizando, se compara la medida obtenida con un valor umbral previamente establecido, y se determina que existe un desplazamiento peligroso debido a la tensión residual presente en la pieza base (1) si el valor medido es igual o mayor que el valor umbral.
2. Método según la reivindicación 1, que comprende una etapa previa de mecanizado anterior a la etapa de mecanizado (Em) , en la que se pule o mecaniza la parte de la superficie de la cara (11) de la pieza base (1) que se va a mecanizar que se corresponde con la zona de comprobación (110) .
3. Método según las reivindicaciones 1 ó 2, en donde la zona de comprobación (110) se corresponde con la zona más próxima a la periferia de la cara (11) correspondiente de la pieza base (1) .
4. Método según cualquiera de las reivindicaciones anteriores, en donde cuando se determina que el desplazamiento es peligroso se deja de mecanizar y se modifican los parámetros de mecanizado en función de las deformaciones medidas para compensar dichos desplazamientos al menos en un grado en el que se evite el rechazo de la pieza base (1) mecanizada.
5. Método según cualquiera de las reivindicaciones 1 a 3, en donde cuando se determina que el desplazamiento es peligroso, se modifican los parámetros de mecanizado, en función de los desplazamientos medidos, para compensar dichos desplazamientos al menos en un grado en el que se evite el rechazo de la pieza base (1) mecanizada.
6. Método según cualquiera de las reivindicaciones anteriores, en donde durante la etapa de comprobación (Ec) se miden los desplazamientos de una pluralidad de zonas de comprobación (110) de la cara (11) de la pieza base (1) que se mecaniza, y se compara la medida obtenida para cada zona de comprobación (110) con un valor umbral correspondiente previamente establecido.
7. Método según cualquiera de las reivindicaciones anteriores, en donde se limpia continuamente la zona de comprobación (110) mediante la inyección de aire sobre dicha zona de comprobación (110) , o mediante otro sistema de limpieza.
8. Método según cualquiera de las reivindicaciones anteriores, en donde la pieza acabada se corresponde con un disco acabado con dos caras (11, 12) opuestas, produciéndose con el método un disco acabado por mecanizado.
9. Máquina para producir una pieza acabada por mecanizado, a partir de una pieza base (1) , comprendiendo la máquina un soporte (2) al que se fija la pieza base (1) , al menos una herramienta de mecanizado encargada de mecanizar al menos una cara (11) de la pieza base (1) cuando la pieza base (1) está unida al soporte (2) , y unos medios de control (4) adaptados para controlar el mecanizado de la pieza base (1) , caracterizada porque comprende además unos medios de detección (5) que están adaptados para medir el desplazamiento o deformación de al menos una zona de comprobación (110) de la cara (11) de la pieza base (1) que se mecaniza durante el mecanizado, y que están comunicados con los medios de control (4) , estando los medios de control (4) adaptados para comparar la medida obtenida con un valor umbral previamente establecido, y para determinar que existe un desplazamiento peligroso si el valor medido es igual o mayor que el valor umbral.
10. Máquina según la reivindicación 9, en donde la zona de comprobación (110) se corresponde con una zona pulida o mecanizada de la cara (11) de la pieza base (1) que se va a mecanizar, estando los medios de detección (5) adaptados para medir el desplazamiento o deformación de una zona pulida o mecanizada de la cara (11) de la pieza base (1) que se va a mecanizar.
11. Máquina según las reivindicaciones 9 ó 10, en donde la zona de comprobación (110) se corresponde con la zona más próxima a la periferia de la cara (11) correspondiente de la pieza base (1) , estando los medios de detección (5) adaptados para medir el desplazamiento o deformación de la zona más próxima a la periferia de la cara (11) correspondiente de la pieza base (1) .
12. Máquina según cualquiera de las reivindicaciones 9 a 11, en donde los medios de detección (5) se corresponden con un LVDT que está enfrentado a la zona de comprobación (110) correspondiente.
13. Máquina según cualquiera de las reivindicaciones 9 a 12, en donde la pieza base (1) comprende una pluralidad de zonas de comprobación (110) en la cara (11) que se va a mecanizar, y la máquina comprende unos medios de detección (5) asociados a cada zona de comprobación (110) , estando todos los medios de detección (5) comunicados con los medios de control (4) .
14. Máquina según cualquiera de las reivindicaciones 9 a 13, en donde la pieza acabada se corresponde con un disco acabado con dos caras (11, 12) opuestas, estando adaptada la máquina para producir discos acabados por mecanizado.
Patentes similares o relacionadas:
Procedimiento para la fabricación de componentes de una hilera o pared de tablestacas, del 29 de Abril de 2020, de SteelWall ISH GmbH: Método para la fabricación de un componente de una hilera o pared de tablestacas que consta de al menos un dispositivo de cierre que se extiende por toda la longitud […]
Método para la fabricación de un cuerpo moldeado metálico que presenta un buje, así como un dispositivo para realizar el método, del 26 de Febrero de 2020, de WF-MASCHINENBAU UND BLECHFORMTECHNIK GMBH & CO. KG: Método para la fabricación de un buje que presenta un cuerpo moldeado de metal, especialmente acero, que presenta una parte inferior […]
Válvula de láminas de múltiples partes y método de fabricación, del 18 de Diciembre de 2019, de BARNES GROUP, INC.: Método para fabricar una válvula de membrana que comprende las etapas de: a. formar un cuerpo plano con una abertura de lámina; b. formar una membrana […]
Proceso para fabricar una barra de núcleo para preformas, del 14 de Agosto de 2019, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Proceso para fabricar una barra de núcleo para preformas, en el que se proporcionan: - una barra de núcleo que tiene una superficie […]
Proceso de acabado para hacer ranuras de álabe en un disco de rotor, del 23 de Enero de 2019, de GE Avio S.r.l: Proceso de acabado para hacer ranuras de álabe en un disco de rotor , definiéndose cada ranura por una superficie inferior y por […]
Utensilio de cocción que incluye una cara exterior de acero inoxidable texturado, del 13 de Junio de 2018, de SEB S.A.: Procedimiento de obtención de un utensilio de cocción, que incluye las siguientes etapas: - Realización o suministro de un costado a partir de una chapa […]
Un método para fabricar un canal de colada de fundición y canal de colada de fundición, del 2 de Mayo de 2018, de Outotec (Finland) Oy: Un método para fabricar un canal de colada de fundición que comprende un canal de flujo para la fase fundida y que va a ser utilizado para transferir una fase […]
Procedimiento para fabricar un elemento de columna de dirección que forma una sección de una columna de dirección, del 21 de Febrero de 2018, de THYSSENKRUPP PRESTA AKTIENGESELLSCHAFT: Procedimiento para fabricar un elemento de columna de dirección que forma una sección de una columna de dirección, el cual por lo menos en […]