10 inventos, patentes y modelos de LINDEMANN, GERT
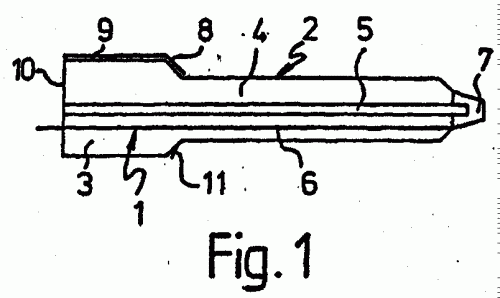
FILAMENTO TIPO HORQUILLA.
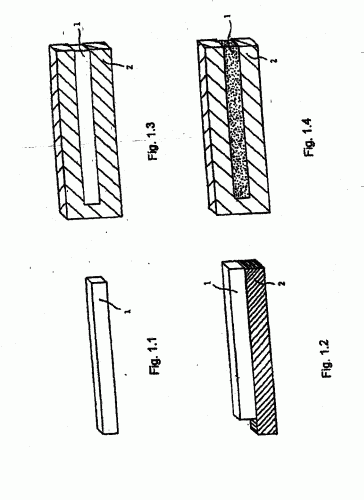
(16/09/2007) Mediante una elección apropiada en la Figura 1 representada de la geometría de la capa conductora 2 y de la capa aislante 3 se hace posible una reducción de la sección transversal de la capa conductora 2 en la zona de la punta 4, presentando todo el filamento tipo horquilla 1 esencialmente una sección transversal uniforme, a lo largo de su longitud total. Por tanto, se posibilita, que el filamento tipo horquilla 1 se caliente rápidamente en la zona de la punta 4, tal y como se exige para los modernos motores diesel de inyección directa, y, a pesar de ello, presente una buena estabilidad mecánica. En las Figuras 2 a 5, en las que por motivos de claridad para los elementos constructivos con la misma función se emplea el mismo símbolo de referencia que en la Figura 1, se representa un filamento tipo horquilla 1, cuya forma, a saber, particularmente…
DIOSPOSITIVO PARA LA SUPERVISION DEL PROCESO DE COMBUSTION EN MOTORES DE COMBUSTION.
Secciones de la CIP Mecánica, iluminación, calefacción, armamento y voladura Física
(01/06/2005). Ver ilustración. Solicitante/s: ROBERT BOSCH GMBH. Clasificación: F02D41/14, F02D41/22, F02D35/02, G01L23/16.
Dispositivo para la supervisión del proceso de combustión en motores de combustión interna, con un componente que se puede introducir en una cámara de combustión, que presenta una guía de ondas de luz para radiación electromagnética, caracterizado porque la guía de ondas de luz está formada por la superposición periférica de diferentes capas transparentes en la zona de longitudes de ondas visibles y/o infrarrojas con diferente índice de refracción.
BUJIA INCANDESCENTE TIPO ESPIGA CERAMICA.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/05/2005). Ver ilustración. Solicitante/s: ROBERT BOSCH GMBH. Clasificación: F23Q7/00.
Bujía incandescente tipo espiga con un dispositivo calefactor cerámico, que presenta una capa conductora cerámica, eléctricamente conductora así como una capa aislante cerámica, eléctricamente aislante, caracterizada porque la capa conductora se compone de capas de línea de alimentación , que están unidas mediante una capa calefactora , dependiendo la resistencia eléctrica específica del material de la capa calefactora en el margen de temperaturas del funcionamiento de la bujía incandescente tipo espiga y siendo mayor que la resistencia eléctrica específica del material de las capas de línea de alimentación , así como menor que la resistencia eléctrica específica de la capa aislante.
ELEMENTO DE CALENTAMIENTO DE PUNTAS CERAMICAS CON CONTACTOS INTEGRADOS DE CONEXION Y METODO PARA FABRICAR DICHO ELEMENTO.
Secciones de la CIP Mecánica, iluminación, calefacción, armamento y voladura Electricidad Química y metalurgia Técnicas industriales diversas y transportes
(01/04/2005). Ver ilustración. Solicitante/s: ROBERT BOSCH GMBH. Clasificación: F23Q7/00, H05B3/14, C04B35/58, C04B37/00, B28B1/24, C04B35/593.
Un método para fabricar un elemento de calentamiento de puntas cerámicas que tiene conductores de calentamiento exteriores y superficies de conexión eléctrica integradas, estando caracterizado el método porque tiene las etapas de: moldear por inyección un primer cuerpo a partir de un compuesto cerámico moldeable por inyección que tiene una primera resistencia eléctrica ; moldear por inyección un segundo compuesto cerámico moldeable por inyección que tiene una segunda resistencia alrededor del primer cuerpo, con el fin de formar un cuerpo compuesto ; y sinterizar el cuerpo compuesto.
BUJIA DE ESPIGA INCANDESCENTE CERAMICA.
(16/01/2005) Bujía de espiga incandescente cerámica con una carcasa metálica tubular , que retiene de una manera en voladizo en su extremo del lado de la cámara de combustión un dispositivo calefactor cerámico en forma de U, en forma de una espiga incandescente, con una clavija de conexión dispuesta sobre el lado alejado de la cámara de combustión, que está en contacto eléctrico con el dispositivo calefactor cerámico , caracterizada porque el dispositivo calefactor cerámico está revestido, al menos en la zona en la que está abarcado por la carcasa metálica , con una capa aislante y en esta capa aislante están previstas escotaduras , estando dispuesta una primera escotadura en el lado frontal…
PROCEDIMIENTO PARA LA FABRICACION DE UN RADIADOR DE ESPIGA.
Secciones de la CIP Mecánica, iluminación, calefacción, armamento y voladura Electricidad Química y metalurgia
(16/12/2004). Ver ilustración. Solicitante/s: ROBERT BOSCH GMBH. Clasificación: F23Q7/00, H05B3/14, C04B35/58, C04B37/00, C04B35/593.
Procedimiento para la fabricación de un radiador de espiga , que presenta una capa aislante esencialmente interior y una capa conductora exterior, comprendiendo ambas capas una textura compuesta cerámica, caracterizado porque en una primera etapa se realiza una conformación del radiador de espiga y en una segunda etapa se realiza una sinterización del mismo, y porque antes de la sinterización del radiador de espiga , se lleva a cabo su conformación por medio de la técnica de fundición por inyección de cerámica o por medio de prensado combinado axial en frío / isostático.
PROCEDIMIENTO PARA LA FABRICACION DE CUERPOS CERAMICOS, VERDES.
Sección de la CIP Química y metalurgia
(16/05/2004). Solicitante/s: ROBERT BOSCH GMBH. Clasificación: C04B35/634, C04B35/622, C04B35/486, C04B35/632.
Procedimiento para la fabricación de una lámina verde cerámica con un componente cerámico en polvo como componente principal y como mínimo un componente orgánico exento de disolventes, que presenta un aglutinante orgánico, como componente secundario, con lo que el componente orgánico se procesa junto con el componente cerámico en polvo para obtener un material de partida de alta viscosidad y se moldea con una extrusora para obtener una lámina verde, caracterizado porque como aglutinante orgánico se utiliza polivinilbutiral.
PROCEDIMIENTO PARA LA FABRICACION DE CUERPOS MOLDEADOS A PARTIR DE UNA ESTRUCTURA CERAMICA COMPUESTA.
Sección de la CIP Química y metalurgia
(01/03/2003). Ver ilustración. Solicitante/s: ROBERT BOSCH GMBH. Clasificación: C04B35/58, C04B35/593.
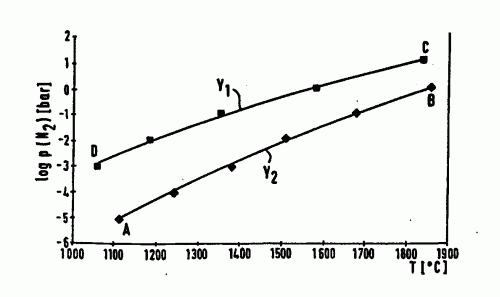
SE DESCRIBE UN PROCEDIMIENTO PARA LA FABRICACION DE CUERPOS DE MOLDEO FORMADOS POR UN MATERIAL CERAMICO COMPUESTO, EN PARTICULAR DE UNA COMBINACION DE TETRANITRURO DE TRISILICIO Y UN SILICIURO DE METAL, UTILIZANDOSE UNAS PRESIONES DE GAS DE HASTA 100 BARES, Y PUDIENDOSE REDUCIR EL CONTENIDO EN ADITIVO DE SINTERIZACION HASTA POR DEBAJO DEL 10 % EN MASA. ESTE PROCEDIMIENTO A PRESION DE SINTERIZACION CON GAS INERTE PERMITE MAS POSIBILIDADES PARA MOLDEAR ESTRUCTURAS GEOMETRICAS MAS COMPLEJAS QUE EN LOS PROCEDIMIENTOS CONOCIDOS. ADEMAS SE PUEDEN FIJAR LAS PROPIEDADES ELECTRICAS DE ESTA ESTRUCTURA COMPUESTA MEDIANTE LA REGULACION DE LA PRESION PARCIAL DE NITROGENO.
PROCEDIMIENTO PARA LA OBTENCION DE CUERPOS COMPUESTOS CERAMICOS.
(16/11/1999) LA INVENCION TRATA DE UN PROCEDIMIENTO PARA FABRICAR CUERPOS CERAMICOS COMPUESTOS QUE SE COMPONEN DE AL MENOS DOS CAPAS CON MEJOR ADHESION ENTRE LAS CAPAS Y MEJOR HOMOGENEIDAD DENTRO DE LAS CAPAS, OBTENIENDOSE UN SUSTRATO CERAMICO CON PROPIEDADES OPTIMAS DE RUGOSIDAD, APLICANDOSE A UN PORTADOR DE PLASTICO UNA CAPA DE FANGLOMERADO CERAMICO QUE CONTIENE UNA CAPA DE POLVO DE MATERIA PRIMA CERAMICA FINAMENTE DIVIDIDA, UN COMPUESTO ORGANICO DE FORMADOR DE HOJAS, Y UN DISOLVENTE; LA SUPERFICIE DE LA HOJA PORTADORA DE PLASTICO TIENE EL GRADO DE RUGOSIDAD IGUAL A LA RUGOSIDAD DEL SUSTRATO CERAMICO, Y SE SILANIZA, EL DISOLVENTE SE EVAPORA Y LA HOJA DE CERAMICA SE SEPARA DE LA HOJA PORTADORA DE PLASTICO; SE APLICA UNA CAPA DE UN SEGUNDO FANGLOMERADO SERAMICO QUE TIENE…
ELEMENTO DE ACCIONAMIENTO ULTRASONICO.
Sección de la CIP Electricidad
(01/10/1999). Ver ilustración. Solicitante/s: ROBERT BOSCH GMBH. Clasificación: H01L41/09, H01L41/083.
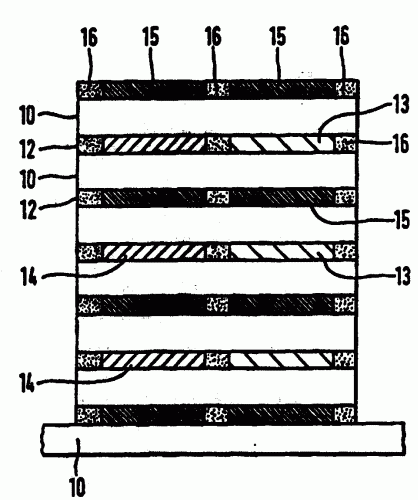
SE PROPONE UN ELEMENTO DE ACCIONAMIENTO DE ULTRASONIDOS CON MULTIPLES CAPAS DE MATERIAL PIEZOELECTRICO APILADAS, ENTRE LAS CUALES EXISTE UNA CAPA DE CONTACTO PARA LA APLICACION DE LA TENSION DE TRABAJO. CADA UNA DE LAS CAPAS DE CONTACTO ESTA DIVIDIDA EN AL MENOS DOS SECTORES AISLADOS ELECTRICAMENTE, DE LOS CUALES AL MENOS UNO, PRESENTA UN ELECTRODO PARA EL CONTACTO CON LA CAPA PIEZOELECTRICA ANEXA. AL APLICAR UNA TENSION ALTERNA APROPIADA SOBRE LOS ELECTRODOS SE GENERAN VIBRACIONES MECANICAS EN LA SUPERFICIE DE LA PILA DE CAPAS, CUYO MOVIMIENTO TIENE COMPONENTES PARALELAS AL PLANO DE ESTA SUPERFICIE.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}