6 inventos, patentes y modelos de KLUSENER, PETER
Cabezal extrusor así como procedimiento de extrusión.
(19/08/2013) Cabezal extrusor para la fabricación de una preforma de varias capas en forma de manguera de un materialtermoplástico reblandecido, con por lo menos una banda de visualización de material traslúcido, que transcurre en ladirección de extrusión, con por lo menos dos vías de alimentación para la alimentación del material plastificadoprocedente de varias extrusoras hacia una disposición de canales anulares, con un intersticio anular de una tobera deintersticio anular dispuesta a continuación de la disposición de canales anulares, eventualmente estando intercalado unespacio acumulador anular, con por lo menos un orificio de canal de fluencia que desemboca…
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/2006). Ver ilustración. Solicitante/s: SIG BLOWTEC GMBH & CO. KG. Clasificación: B60K15/035.
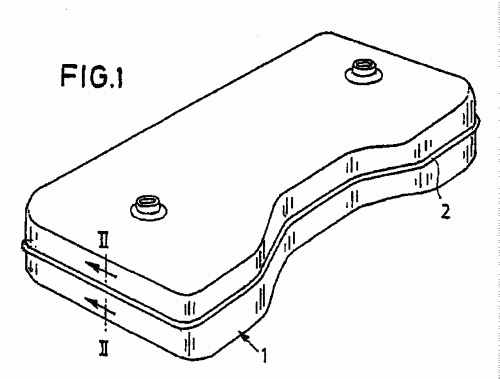
Depósito de combustible de plástico, en particular tanque de plástico para automóviles, con una o varias costuras de soldadura como zonas de costura del cuerpo del depósito y/o como costuras de unión o de estanqueidad entre la pared del depósito en la zona de aberturas y tapas o elementos de conexión soldados con ésta, caracterizado porque por lo menos algunas de las costuras de soldadura al menos parcialmente contienen un conducto que se extiende en la dirección longitudinal de éstas, el cual puede ser aireado y evacuado.
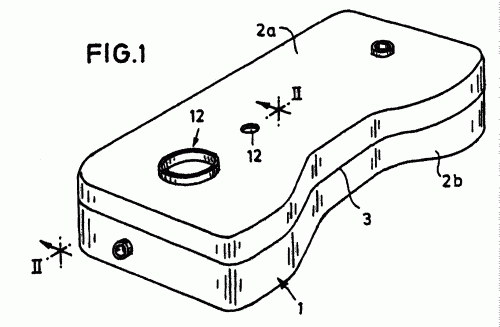
DEPOSITO DE COMBUSTIBLE DE DOBLE PARED DE MATERIAL SINTETICO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/08/2006). Ver ilustración. Solicitante/s: SIG BLOWTECH GMBH & CO. KG. Clasificación: B60K15/03.
Depósito de combustible de doble pared, en particular tanque para vehículos de motor, de material sintético, que está compuesto de al menos dos elementos (2a, 2b) con forma de envolventes unidos entre sí por medio de sustancias, caracterizado porque los elementos con forma de envolvente están configurados cada uno de ellos como piezas de doble pared moldeadas por soplado, que están coextruídos cada uno de ellos al menos parcialmente a partir de capas múltiples y entre cuyas paredes cada uno de ellos al menos parcialmente mantiene libre una ranura.
METODO Y DISPOSITIVO PARA LA FABRICACION DE CUERPOS HUECOS DE PLASTICO TERMOPLASTIFICADO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1997). Solicitante/s: KRUPP KAUTEX MASCHINENBAU GMBH. Clasificación: B29C33/22, B29C49/56.
LA INVENCION TRATA DE UN METODO Y DISPOSITIVO PARA LA FABRICACION DE CUERPOS HUECOS DE PLASTICO TERMOPLASTIFICADO MEDIANTE FORMAS DE SOPLADO Y UTILIZANDO AL MENOS UNA FORMA DE SOPLADO QUE TIENE DOS PARTES DE SOPLADO (10A, 10B) QUE INCLUYE UNA PIEZA MOLDEADA EN BRUTO DE EXTRUSIONADA EN FORMA DE TUBO Y EN LA CUAL SE ABOCARDA ESTA SOBREPRESION INTERIOR. CON EL FIN DE CONSEGUIR MOVIMIENTOS ASIMETRICOS DE CIERRE Y/O ABERTURA DE LAS PIEZAS DE SOPLADO (10A, 10B) PARA LA FORMACION DE LA PIEZA MOLDEADA EN BRUTO, SE INTRODUCE EL SOPLADO EN DIRECCION AL CIERRE Y/O A LA ABERTURA EN FORMA PARALELA DURANTE EL PROCESO DE CIERRE Y/O ABERTURA, DE TAL FORMA QUE INTERFIERE UN MOVIMIENTO ADICIONAL A LAS PARTES DE SOPLADO.
BARRIL DE MATERIAL SINTETICO TERMOPLASTICO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/1995). Solicitante/s: KRUPP KAUTEX MASCHINENBAU GMBH. Clasificación: B65D21/02, B65D1/20.
EL DESCUBRIMIENTO SE REFIERE A UN BARRIL DE MATERIAL SINTETICO TERMOPLASTICO CON AL MENOS UNA ABERTURA DE VACIADO MOSTRANDO UN TUBO QUE SE ENCUENTRA EN UNA CONCAVIDAD DEL SUELO SUPERIOR EN FORMA DE MOLDE. EN LA ZONA DEL TUBO EL BARRIL MUESTRA AL MENOS UNA SUPERFICIE INCLINADA QUE DISCURRE ENTRE EL FONDO SUPERIOR Y LA PARED DEL BARRIL, Y ESTA CONFORMADA DE TAL FORMA QUE EN UNA POSICION DE VACIADO DEL BARRIL LA ABERTURA DEL VACIADO FORMA LA POSICION MAS HONDA DE LAS CARAS INTERIORES DEL BARRIL. DE ESTA FORMA SE HACE POSIBLE UN CASI COMPLETO VACIADO DEL BARRIL.
PROCEDIMIENTO PARA FABRICAR CUERPOS HUECOS DE TERMOPLASTICO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/08/1995). Solicitante/s: KRUPP KAUTEX MASCHINENBAU GMBH. Clasificación: B29C49/04, B29C47/92.
LA INVENCION SE REFIERE A UN PROCESO PARA LA PRODUCCION DE CUERPOS HUECOS HECHOS DE MATERIAL TERMOPLASTICO MEDIANTE EL SOPLO POR EXTRUSION. EL PROCESO SE REFIERE A LAS PREFORMAS PRODUCIDAS DE MANERA DISCONTINUA A SER ESTIRADAS EN UN MOLDE SOPLADOR. DURANTE POR LO MENOS PARTE DE LA FASE DE CARGA DEL CALOR DE EXTRUSION TIPICA DE EN UN PROCESO DE ESTE TIPO, LA DISTANCIA CUBIERTA POR UN PISTON DE EYECCION ASOCIADA AL ESPACIO DE ALMACENAMIENTO Y LA VELOCIDAD A QUE EL PISTON DE EYECCION ES FORZADO A TRAVES DEL MATERIAL PLASTIFICADO EN EL ESPACIO DE ALMACENAMIENTO SE MIDEN Y CADA UNA SE COMPARA CON UN VALOR FIJADO POR UNA UNIDAD DE CONTROL CENTRAL. DEPENDIENDO DEL RESULTADO OBTENIDO EN ESTA COMPARACION, POR LO MENOS UN PARAMETRO DEL PROCESO, EJ. EL RENDIMIENTO DEL EXTRUSOR O LA DURACION DEL CHOQUE DE SUMINISTRO DEL PISTON DE EYECCION , PUEDEN SER AJUSTADO EN EL MISMO CICLO DE MANERA QUE SUSTANCIALMENTE EL VOLUMEN DE LA PREFORMA REQUERIDO ES EXPULSADO.
{kind=link}
{kind=link}