23 inventos, patentes y modelos de KELLER, GERHARD
Procedimiento y dispositivo para soldar un embalaje plástico tubular y embalaje así obtenido.
(16/04/2019) Procedimiento de soldadura de un embalaje de material plástico de forma tubular, procedimiento que incluye al menos las siguientes operaciones:
a. una operación de enrollado durante la cual se enrolla un laminado ,
b. una operación de puesta en disposición durante la cual se disponen los extremos del laminado en las cercanías uno de otro,
c. una operación de extrusión durante la cual se extruda y deposita sobre los citados extremos un cordón de resina en estado fundido,
d. una operación de fusión durante la cual se hacen que se fundan los citados extremos por medio del citado cordón ,
e. una operación de compresión durante la cual se somete a presión la zona de soldadura ,
f. una operación de enfriamiento…
Procedimiento y dispositivo de extrusión y etiquetado de un tubo de envase.
Sección de la CIP Técnicas industriales diversas y transportes
(13/03/2019). Solicitante/s: AISAPACK HOLDING SA. Clasificación: B29C65/02, B29C63/06.
Procedimiento de extrusión y de etiquetado de un tubo de envase que comprende las etapas sucesivas siguientes realizadas en una línea de extrusión-etiquetado:
a) formación de una etiqueta parcial o totalmente tubular a partir de una película ,
b) introducción de la etiqueta en un elemento de calibración ,
c) extrusión de un cuerpo tubular en el lado de la cara cóncava de la etiqueta ,
d) puesta en contacto de la cara externa del cuerpo tubular con la cara cóncava de la etiqueta ,
siendo realizada la etapa c) en el interior del elemento de calibración.
PDF original: ES-2719719_T3.pdf
Cuerpo tubular de embalaje soldado de extremo a extremo.
Sección de la CIP Técnicas industriales diversas y transportes
(09/08/2017). Solicitante/s: AISAPACK HOLDING SA. Clasificación: B65D35/02.
Cuerpo tubular de embalaje formado a partir de una película de un espesor e, cuyas extremidades están soldadas de extremo a extremo y recubiertas por un elemento de refuerzo de plástico dispuesto sobre la superficie interna de dicho cuerpo tubular y que tiene una sección definida por una anchura l y una altura h, estando caracterizado dicho cuerpo tubular por el hecho de que se deben cumplir todas las condiciones siguientes:
- h es mayor o igual a e,
- la relación (l.e)/h2 está comprendida entre 1 y 10.
PDF original: ES-2642389_T3.pdf
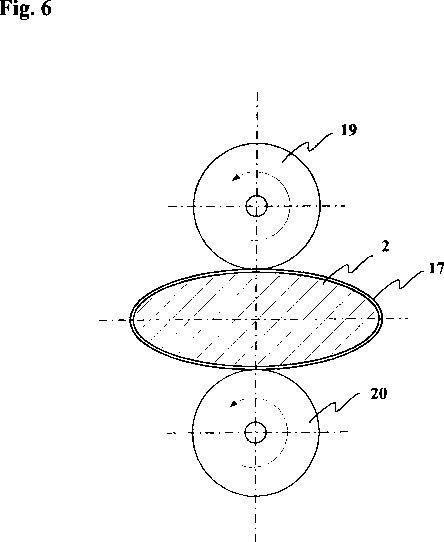
TUBO CON SECCION OVAL, SU PROCEDIMIENTO DE FABRICACION Y DISPOSITIVO PARA SU UTILIZACION.
Sección de la CIP Técnicas industriales diversas y transportes
(13/11/2009). Ver ilustración. Solicitante/s: AISAPACK HOLDING SA. Clasificación: B29D23/20, B65D35/10, B29C31/00B, B29C65/78K4, B29C67/00E, B29C31/00, B29C53/42.
Embalaje flexible de forma esencialmente tubular y destinado a contener un producto semilíquido o pastoso que sale bajo la presión de los dedos, comprendiendo dicho embalaje una faldilla , un cabezal y opcionalmente un tapón ; estando la faldilla formada por una hoja arrollada y que presenta una soldadura longitudinal formada por el recubrimiento de sus bordes ; estando el cabezal fijado sobre el contorno de uno de los extremos de la faldilla y forma una sección oval a nivel de su zona de fijación con la faldilla ; estando dicho embalaje caracterizado porque el extremo de la soldadura longitudinal que está en contacto con el cabezal se sitúa en el punto, incluso en la proximidad del punto, en el que el radio de curvatura de dicha sección oval es mínimo.
PROCEDIMIENTO PARA FABRICAR UNA PIEZA DE MOLDE QUE PRESENTA UNA SUPERFICIE PRINCIPAL CURVADA QUE SOPORTA UNA MICROESTRUCTURA UTILITARIA.
(16/06/2008) Procedimiento para fabricar una pieza de molde que presenta una superficie curva principal que soporta una microestructura utilitaria, que comprende: a) proporcionar una pieza maestra que presenta una superficie principal plana que soporta una microestructura utilitaria; b) transferir dicha microestructura utilitaria desde la superficie principal de la pieza maestra hasta una superficie principal de una película elastomérica curada plana; c) recuperar la película elastomérica curada plana que presenta una superficie principal que soporta un duplicado de dicha microestructura utilitaria; d) proporcionar un artículo maestro que presenta una superficie curva principal que va a duplicarse; e) aplicar una composición de recubrimiento curable o bien: - sobre la superficie curva principal del artículo maestro, o -sobre la…
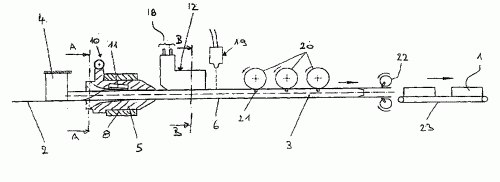
INSTALACION PARA LA FABRICACION Y EL EMBALAJE DE TUBOS.
(16/12/2006) Instalación para la fabricación y el embalaje de tubos compuestos por un cuerpo tubular (13a, b) que comprende como mínimo una hoja plástica y un reborde conectada por un extremo y provisto de un cuello roscado y un capuchón de cierre aplicado, que se transportan sobre una cinta transportadora a una estación de embalaje en la que se embalan en unidades mayores, caracterizada por el hecho de que la cinta laminar , que posee dos o más bandas, se corta mediante una o varias cuchillas divisoras en bandas individuales (6a, b), las cuales se sueldan en niveles paralelos para transformarlas en tubos continuos (11a, b) y se reducen a la longitud de tubo deseada por medio de cuchillas transversales (12a, b), tras lo cual se reúnen las secciones tubulares (13a, b) en un grupo de transporte mayor y juntas se transportan sobre un plato giratorio que presenta…
PROCEDIMIENTO PARA CONTROLAR LA POSICION DE LOS BORDES DE UNA CINTA DE PELICULA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/08/2005). Ver ilustración. Solicitante/s: AISAPACK HOLDING S.A. Clasificación: B29C65/78, B29C53/54, B29C53/52.
Procedimiento para controlar la posición de los bordes de una cinta de película, que es alimentada con ayuda de una cuña de guía a una tolva de conformar de un dispositivo para fabricar cuerpos tubulares a partir de la cinta de película con una costura de solapamiento, siendo luego soldada, caracterizado por el hecho de que después de la soldadura, un sensor infrarrojo de líneas permite medir un perfil de temperaturas transversalmente a la costura solapada , siendo valorado y en caso de variaciones del perfil real emitir una señal para hacer girar la tolva de conformar con el canal de guía.
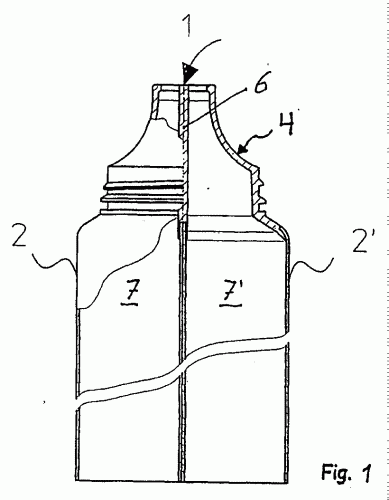
PROCEDIMIENTO PARA LA FABRICACION DE UN TUBO DE VARIAS CAMARAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/2005). Ver ilustración. Solicitante/s: AISAPACK HOLDING S.A. Clasificación: B65D81/32.
Procedimiento para la fabricación de un tubo de varias cámaras con por lo menos dos cámaras (7, 7') y una cabeza de tubo con las aberturas de extracción que se puede cerrar correspondiente, al número de cámaras (7, 7') al menos dos tubos (2, 2') producidos separadamente dispuestos paralelos entre sí, con un perímetro exterior redondeado común, fabricándose en el número de las cámaras deseados (7, 7') tubos (2, 2'), y estos se montan sobre las espigas parciales, las espigas parciales con los tubos (2, 2') las espigas parciales montadas se introducen con los tubos (2, 2') en un dispositivo de prensado que se prensan para la producción de una cabeza de tubo con paredes separadoras uniendo al mismo tiempo la cabeza de tubo con los extremos de los bordes de los tubos (2, 2'), caracterizado porque los tubos (2, 2') presentan por lo menos en dos lugares separados bordes de entalle axial.
Sección de la CIP Técnicas industriales diversas y transportes
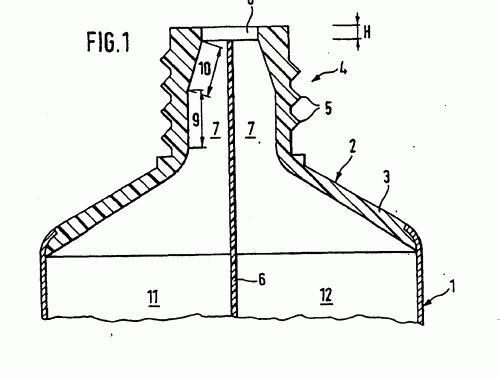
(01/03/2005). Ver ilustración. Solicitante/s: AISA AUTOMATION INDUSTRIELLE SA. Clasificación: B65D81/32, B29D23/20, B65D35/22, B29C70/76.
Tubo de dos cámaras, que comprende un tubo y una cabeza del tubo conformada, que presenta un hombro y un cuello central, en el que hay un canal de paso que desemboca en una abertura de salida , que se puede cerrar, estando dispuesto en el tubo y en la cabeza del tubo una pared separadora , y adyacente al canal de paso cilíndrico en dirección de la abertura de salida hay una sección de canal que se estrecha cónicamente, en la que en el extremo superior está para la pared separadora , caracterizado porque en la parte superior de la pared separadora se ha realizado una entalladura y existe una tapa de cierre, que presenta un saliente interior, que actúa conjuntamente con la tapa de cierre atornillada con la entalladura para la separación de las cámaras.
DISPOSITIVO PARA LA FABRICACION DE RECIPIENTES DE DOS CAMARAS.
(16/05/2004) Dispositivo para la fabricación de recipientes de dos cámaras, provisto de un mandril interior y un mandril exterior con un diámetro mayor , estando dispuesto el mandril interior dentro del mandril exterior de forma introducible y extraíble, grabado una cavidad del molde para una cabeza y un suministrador de material para la alimentación de una porción de material calentada de un termoplástico en una cavidad del molde de un molde de prensado, caracterizado por el hecho de que éste presenta un dispositivo para el enrollado de una lámina alrededor del mandril interior extraído y un dispositivo para el enrollado de una lámina alrededor…
PROCEDIMIENTO Y DISPOSITIVO PARA LA PRODUCCION DE UN TUBO DE DOS CAMARAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/2004). Solicitante/s: AISA AUTOMATION INDUSTRIELLE SA. Clasificación: B29C31/00, B29D23/20, B65D35/22.
Procedimiento para la fabricación de un tubo de dos cámaras, con una pared de separación que alcanza la cabeza del tubo, un cuerpo de tubo prefabricado y una cabeza de tubo, que se produce mediante la adición de una porción fundida de un material de plástico en una matriz , introducción de una espiga de prensado en la matriz y prensado de la porción de material entre la espiga de prensado y la matriz , con la producción al mismo tiempo de una unión fija con el cuerpo de tubo , también con la zona de la cabeza de tubo de la pared de separación , abertura del molde de prensado, extracción de la espiga de prensado y extracción del tubo de dos cámaras acabado, caracterizado porque la pared de separación se introduce en una rendija de una espiga auxiliar y se produce en una pieza en bruto por el empuje de un cuerpo de tubo prefabricado con la espiga auxiliar equipada de una pared de separación que se transfiere parcialmente a la espiga de prensado.
PROCEDIMIENTO PARA LA FABRICACION DE RECIPIENTES TUBULARES.
(01/02/2004) Procedimiento para la fabricación de recipientes mediante la fabricación por separado de una preforma , que comprende un cuello con dimensiones definitivas y un cuerpo tubular , cuyas dimensiones son, en comparación con la forma definitiva prevista, más pequeñas, procediendo al calentamiento de la preforma , a la fijación de la preforma en la zona del cuello sobre un cabezal de estirado (9b), a la introducción de la preforma con el cabezal de estirado (9b) en el interior de un molde de soplado compuesto de varias piezas (16a, 16b) que se puede cerrar, al estirado axial de la preforma mediante el cabezal de estirado…
PROCEDIMIENTO PARA LA PRODUCCION CONTINUA DE CUERPOS TUBULARES.
(01/01/2004) Procedimiento para la producción continua de cuerpos tubulares provistos de una pared separadora longitudinal interior para la producción de tubos con dos cámaras (9, 9') separadas una de la otra, produciéndose un tramo de tubo sin fin con pared separadora longitudinal interior y una costura de solapado , del cual mediante un dispositivo de corte se cortan cuerpos tubulares individuales con una longitud predeterminada para su tratamiento posterior, caracterizado porque el cuerpo tubular está producido de una primera lámina con una parte semicircular central y dos aletas laterales dobladas, estando cubierta la parte semicircular por una segunda lámina que se utiliza como pared separadora , y porque como dispositivo de corte se utiliza una cuchilla transversal con…
PROCEDIMIENTO PARA EL DEPOSITO BAJO VACIO DE UN SUSTRATO CURVO.
Sección de la CIP Química y metalurgia
(01/12/2002). Solicitante/s: ESSILOR INTERNATIONAL COMPAGNIE GENERALE D'OPTIQUE. Clasificación: C23C14/04.
Procedimiento para el tratamiento bajo vacío de cualquier sustrato curvo, del tipo según el cual se provoca la pulverización catódica de un material procedente de una fuente de material dada, sobre este sustrato curvo , para formar un depósito, sobre dicho sustrato curvo de una capa de dicho material, caracterizado porque se interpone, entre el sustrato curvo y la fuente de material , a distancia del sustrato curvo , un protector fijo con relación al sustrato curvo , y cuya proyección sobre un plano según una dirección perpendicular a este plano tiene una superficie inferior al 10 % de la superficie de la proyección del sustrato curvo sobre este mismo plano.
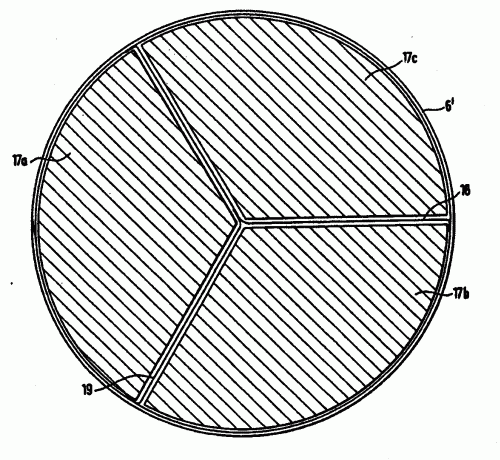
INSTALACION PARA FABRICAR TUBOS DE DOS O VARIOS COMPARTIMENTOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/2000). Ver ilustración. Solicitante/s: AISA AUTOMATION INDUSTRIELLE SA. Clasificación: B29D23/20, B65D35/22.
LA PRESENTE INVENCION SE REFIERE A UNA INSTALACION PARA PRODUCIR TUBOS DE DOS O VARIOS COMPARTIMENTOS, QUE CONSTAN DE SECCIONES TUBULARES (6, 6', 6'') CON UNA O MAS PAREDES DIVISORAS Y UNA CABEZA DE TUBO, CUYA ABERTURA DE DESCARGA PUEDE SER CERRADA, POR EL USO DE TAPONES A PRESION QUE COINCIDEN CON LA SECCION INTERIOR DEL TUBO, Y QUE PUEDEN MOVERSE A LAS ESTACIONES DE TRABAJO. SEGUN EL NUMERO DESEADO DE COMPARTIMENTOS, LOS TAPONES A PRESION PUEDEN DIVIDIRSE EN LA DIRECCION DE LA LONGITUD EN TAPONES PARCIALES A PRESION (3, 4; 17A, B, C; 21A, B) SEPARADOS POR UNA RANURA, TENIENDO CADA TAPON PARCIAL A PRESION UNA SECCION TRANSVERSAL QUE CORRESPONDE AL ESPACIO HUECO DE UN COMPARTIMENTO DEL TUBO.
PROCEDIMIENTO PARA FABRICAR CUERPOS TUBULARES ESPECIALMENTE DE MULTIPLES CAPAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/08/2000). Ver ilustración. Solicitante/s: AISA AUTOMATION INDUSTRIELLE SA. Clasificación: B29D23/20, B65D35/22, B65B29/10.
LA INVENCION CONSISTE EN UN PROCEDIMIENTO PARA FABRICAR CUERPOS DE TUBOS , EN ESPECIAL DE VARIAS CAPAS, QUE POSEAN AL MENOS UNA PARED DE SEPARACION QUE FORME VARIAS CAMARAS LONGITUDINALES (A,B; C,D,E; F,G) ADYACENTES. EN PRIMER LUGAR, SOBRE UNA CINTA DELGADA O UNA SECCION DE DICHA CINTA SE COLOCA EN PARALELO UNA TIRA DE PARED DE SEPARACION O UNA SECCION DE DICHA TIRA. A CONTINUACION, LOS BORDES LATERALES SE CORTAN PARA FORMAR UN TUBO CONTINUO O BIEN SE UNEN DIRECTAMENTE ENTRE SI PARA FORMAR UN CUERPO DE TUBO. LA TIRA DE PARED DE SEPARACION O LA SECCION DE DICHA TIRA SE FABRICA A PARTIR DE UNO O MAS TUBOS FLEXIBLES (2;6;9A) O SECCIONES DE TUBO FLEXIBLE, Y ENCIMA DE LA PRIMERA TIRA DE PARED DE SEPARACION SE SUJETA AL MENOS UNA SEGUNDA TIRA DE PARED DE SEPARACION.
PROCEDIMIENTO DE FABRICACION DE CUERPOS TUBULARES Y PROCEDIMIENTO DE FABRICACION DE TUBOS A PARTIR DE ESTOS CUERPOS TUBULARES.
(01/06/2000) LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA FABRICAR UN CUERPO TUBULAR EN ESPECIAL DE VARIAS CAPAS CON AL MENOS UNA PARED DE SEPARACION , QUE SE EXTIENDE AL MENOS POR SU LONGITUD Y QUE FORMA UNAS CAMARAS LONGITUDINALES (A, B) SITUADAS UNAS JUNTO A OTRAS, BAJO EL USO DE UNA CINTA LAMINADA , FIJANDOSE EN PRIMER LUGAR SOBRE LA CINTA LAMINADA O UN SEGMENTO CORTADO DE CINTA LAMINADA UNA TIRA DE PARED DE SEPARACION (16, 16') O UN SEGMENTO DE TIRA DE PARED DE SEPARACION CORTADO, EN ORIENTACION PARALELA A LA CINTA LAMINADA O AL SEGMENTO DE CINTA LAMINADA, CON SUS BORDES EXTERIORES Y UNIENDOSE DESPUES LOS CANTOS LATERALES ENTRE SI PARA FORMAR DIRECTAMENTE UN TUBO SINFIN, DEL CUAL SE CORTAN UNOS SEGMENTOS QUE FORMAN UNOS…
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE UN CUERPO MOLDEADO DE PLASTICO.
(16/03/1999) LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION DE UN CUERPO MOLDEADO A BASE DE PLASTICO. SIENDO RETIRADAS LAS PORCIONES INDIVIDUALES DE MATERIAL A PARTIR DE UN FLUJO DE MATERIAL PLASTIFICADO EN CALIENTE, QUE FLUYE VERTICALMENTE HACIA ABAJO A PARTIR DE UNA ABERTURA DE SUMINISTRO CERRABLE DE UN DISPENSADOR Y SIENDO TRANSFERIDO A UN MOLDE ANTES DE SER PRESIONADO MEDIANTE EL CIERRE DEL MOLDE PARA FORMAR UN ARTICULO MOLDEADO. LAS PORCIONES REQUERIDAS SON CORTADAS MEDIANTE TIJERAS DE CORTE A PARTIR DEL FLUJO DE MATERIAL EN UN PUNTO POR DEBAJO DE LA ABERTURA DE DISPENSADO Y A UNA DISTANCIA CON RESPECTO A EL, DE TAL MODO QUE FLUYE PREFERENTEMENTE CON UNA APLICACION DE PARADA BREVE PARA ESTE OBJETIVO. LA INVENCION SE REFIERE TAMBIEN A UN DISPOSITIVO PARA LA ELABORACION DE UN CUERPO MOLDEADO DE PLASTICO, COMPRENDIENDO UN MOLDE CERRABLE…
PROCEDIMIENTO DE FABRICACION DE UN TUBO DE PLASTICO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1998). Solicitante/s: AISA AUTOMATION INDUSTRIELLE SA. Clasificación: B29C45/00, B29C69/00, B65D47/14, B29B11/08.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION DE UN TUBO DE PLASTICO. EL CUERPO DEL TUBO TIENE UNA ABERTURA DE SALIDA MENOR EN DIAMETRO QUE EL PROPIO TUBO DEL CUERPO, ESTANDO PROVISTO CON UNA CAPERUZA QUE PUEDE SER COLOCADA SOBRE LA ABERTURA DE SALIDA PARA SU CIERRE. DE ACUERDO CON LA INVENCION EL CUERPO DEL TUBO Y LA CAPERUZA ESTAN CONECTADAS MEDIANTE UNA ARTICULACION Y ELABORADOS EN UNA ETAPA MEDIANTE MOLDEO DE INYECCION, SIENDO SOMETIDO EL CUERPO DEL TUBO A PROCESO POSTERIOR EN UNA SEGUNDA ETAPA PARA ALTERAR SU PERFIL.
KIT DE FIJACION POR ENCHUFE.
Sección de la CIP Electricidad
(01/04/1995). Solicitante/s: SCHALTBAU AKTIENGESELLSCHAFT. Clasificación: H01R13/64.
EN UN VAGON DE TREN TRADICIONAL SE APLICAN FIJACIONES POR ENCHUFES CON CAJAS DE 13 POLOS Y ENCHUFES DE 13 POLOS. HAY TAMBIEN LAS TENDENCIAS DE APLICAR FIJACIONES POR ENCHUFE CON CAJAS DE POLOS ELEVADOS Y ENCHUFES. ADEMAS TIENE QUE QUEDAR GARANTIZADO QUE ALGUNOS VAGONES DE TRENES CON FIJACIONES DE ENCHUFE DE ALTA POLARIDAD PUEDEN ACOPLARSE TODAVIA CON "VIEJOS VAGONES" QUE POR OTRO LADO DISMINUYEN LOS CAMBIOS ERRONEOS. POR ESO SE PREVEE EN ESTA INVENCION UNA CAJA DE AL MENOS 15 POLOS (2B) QUE SE COMPONGAN DE UNA ESCOTADURA DE CODIFICACION (9B) DE TAL MANERA QUE SE PUEDAN ENCHUFAR LAS CAJAS DE 15 POLOS TANTO CON ENCHUFES DE 13 POLOS COMO CON ENCHUFES DE 15. MAS LEJANAMENTE PREVEE LA FIJACION POR ENCHUFE UN ENCHUFE DE 15 POLOS (1B) QUE ESTE PROVISTO DE UN SALIENTE DE CODIFICACION QUE AJUSTE A LA ESCOTADURA DE CODIFICACION (9B) DE LA CAJA DE AL MENOS 15 POLOS (2B) PERO QUE EVITE SOBREENCHUFAR UNA CAJA DE 13 POLOS.
PROCEDIMIENTO PARA LA FABRICACION DE UN TUBO CON UNA CABEZA MULTICAPA Y TUBO REALIZADO A PARTIR DE UN CUERPO TUBULAR QUE PRESENTA COMO MINIMO UNA CAPA DE MATERIAL SINTETICO Y UNA CABEZA MULTICAPA.
(16/10/1994) EN UN PROCESO PARA LA FABRICACION DE TUBOS A PARTIR DE UN CUERPO DE CAÑERIA PREFABRICADO, SE PRENSAN MOLDES DE PLASTICOS CALENTADOS PARA FORMAR UN TUBO DE CAPAS MULTIPLES QUE SE CONECTA AL CUERPO DE LA CAÑERIA AL MISMO TIEMPO. CONFORME A ESTA INVENCION, CADA UNA DE LAS CAPAS DE LA CABEZA DEL TUBO DE CAPAS MULTIPLE SE PRODUCE POR SEPARADO PRENSANDO UN MODELO DE PLASTICO RECIEN CARGADO; SE CARGA LUEGO EL NUEVO MODELO PARA LA SIGUIENTE CAPA Y SE PRENSA SI LA CAPA ANTERIORMENTE HECHA ES ESTABLE DIMENSIONALMENTE. ESTA INVENCION SE REFIERE TAMBIEN A UN TUBO QUE CONSTA DE UN CUERPO DE CAÑERIA QUE CONSTA AL MENOS DE UNA CAPA DE PLASTICO, Y UNA CABEZA DE TUBO DE CAPAS MULTIPLES FORMADO SOBRE EL ANTERIOR PRENSANDO MODELOS DE PLASTICO CALENTADOS. LA CABEZA DEL TUBO DE CAPAS MULTIPLES TIENE UNA PARTE DE GOLLETE QUE SE ABRE DENTRO DE UNA ABERTURA DE SALIDA CENTRAL…
DISPOSITIVO PARA LA FABRICACION DE TUBOS.
(01/09/1994) LA INVENCION DESCRIBE UN DISPOSITIVO PARA LA FABRICACION DE TUBOS DESDE CUERPOS DE TUBERIAS PREFABRICADOS AL PRESIONAR UN MODELO DE PLASTICO CALENTADO PARA FORMAR UNA CABEZA DE TUBO QUE AL MISMO TIEMPO SE CONECTA A LA TUBERIA DE TUBO . EL DISPOSITIVO TIENE UN MEDIO DE TRANSPORTE PASO A PASO QUE ES PARADO EN ESTACIONES DE TRABAJO EQUIDISTANTES (II-VIII). EL MEDIO DE TRANSPORTE TIENE MANDRILES RETENIDOS PARA RECIBIR EL CUERPO DE TUBERIA Y MATRICES RETENIDAS , QUE PUEDEN TENER TROQUELES PERFORADORES (21"), COLOCADOS EN EL MISMO EJE QUE LOS MANDRILES . LOS MANDRILES SE PUEDEN MOVER AXIALMENTE Y COOPERAR CON UNA PRENSA DE TAL FORMA QUE SE PUEDEN INTRODUCIR EN LAS MATRICES PARA PRENSAR LA CABEZA DE TUBO. EL DISPOSITIVO TIENE TAMBIEN UNA ESTACION DE CARGA Y DESCARGA (I,…
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR CUERPOS PRENSADOS DE MATERIAL TERMOPLASTICO.
(01/08/1991) EL INVENTO SE REFIERE A UN PROCEDIMIENTO PARA FABRICAR CUERPOS PRENSADOS DE MATERIAL TERMOPLASTICO MEDIANTE EL CALENTAMIENTO DEL MATERIAL, FORMANDO UNA PIEZA CRUDA MEDIANTE UNA TOBERA ANULAR Y LA SEPARACION MEDIANTE UNA TOBERA CON UNA CORRIENTE DE AIRE CALENTADA, DIRIGIDA SOBRE EL PUNTO DE SEPARACION. LA INTRODUCCION DE LA PIEZA CRUDA EN UNA FORMA DE PRENSADO, EL CERRADO DE LA FORMA DE PRENSADO, EL FORMADO DEL CUERPO DE PRENSADO SE CONSIGUE CON UNA PRESION DE PRENSADO Y LA REFRIGERACION DEL CUERPO DE PRENSADO POR LO MENOS EN PARTE CON PRESION. SEGUN EL INVENTO LA TOTALIDAD DE MATERIAL TERMOPLASTICO NECESARIO PARA UNA PIEZA CRUDA SE COLOCA EN…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}