PROCEDIMIENTO PARA LA REPARACIÓN DE CÁTODOS DE ELECTROLISIS.
Procedimiento para la reparación de cátodos de electrolisis que se conectan conjuntamente con ánodos en un baño galvánico para la realización de una electrolisis galvánica a una fuente de corriente,
y que están hechos a partir de un soporte transversal dispuesto por encima del baño galvánico para la conexión eléctrica con al menos un carril de suministro, y una chapa de cátodo que penetra en el baño galvánico de metal, caracterizado porque al menos una parte de la chapa del cátodo (3) se separa por medio de una carga térmica fundamentalmente uniforme en la región de un primer canto de corte del soporte transversal (2), porque una chapa de reemplazo se recorta al menos en la región de su extensión opuesta al soporte transversal (2) por medio de una carga térmica fundamentalmente uniforme para la preparación de un segundo canto de corte, y porque la chapa de reemplazo se suelda con el primer canto de corte por medio de una carga térmica fundamentalmente uniforme en la región del segundo canto de corte
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE2002/000890.
Solicitante: AURUBIS AG.
Nacionalidad solicitante: Alemania.
Dirección: HOVESTRASSE 50 20539 HAMBURG ALEMANIA.
Inventor/es: LEMKE, JOACHIM, HANSEN, UWE-JENS, BRÖHAN,Heinrich, HEYFELDER,Günter, KROLL,Günter, MARR,Dieter, LANDAU,Michael.
Fecha de Publicación: .
Fecha Solicitud PCT: 14 de Marzo de 2002.
Clasificación Internacional de Patentes:
- C25C7/02 QUIMICA; METALURGIA. › C25 PROCESOS ELECTROLITICOS O ELECTROFORETICOS; SUS APARATOS. › C25C PROCESOS PARA LA PRODUCCION, RECUPERACION O AFINADO ELECTROLITICO DE METALES; SUS APARATOS (protección anódica o catódica C23F 13/00; crecimiento de monocristales C30B). › C25C 7/00 Partes constructivas de las células o su ensamblaje; Servicio u operación de las células (para la producción de aluminio C25C 3/06 - C25C 3/22). › Electrodos (ánodos consumibles para la afinación de metales C25C 1/00 - C25C 5/00 ); Sus conexiones.
Clasificación PCT:
- C25C7/02 C25C 7/00 […] › Electrodos (ánodos consumibles para la afinación de metales C25C 1/00 - C25C 5/00 ); Sus conexiones.
Clasificación antigua:
- C25C7/02 C25C 7/00 […] › Electrodos (ánodos consumibles para la afinación de metales C25C 1/00 - C25C 5/00 ); Sus conexiones.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2359552_T3.pdf
Fragmento de la descripción:
La invención se refiere a un procedimiento para la reparación de cátodos de electrolisis que se conectan conjuntamente con ánodos en un baño galvánico para la realización de una electrolisis galvánica a una fuente de corriente, y que están hechos a partir de un soporte transversal dispuesto por encima del baño galvánico para la conexión eléctrica con al menos un carril de suministro, y una chapa de cátodo que penetra en el baño galvánico de metal.
Este tipo de cátodos se pueden usar, por ejemplo, en la producción de cobre de electrolito. Los ánodos están hechos en este caso de placas de cobre fundidas impuras, que se disuelven durante la electrolisis en electrolitos, y cuyo cobre se separa a continuación como cobre puro en las placas de acero fino. Las impurezas se acumulan mayoritariamente como lodo de suelo en el baño de electrolisis. Un transcurso típico del procedimiento se lleva a cabo de tal manera que aproximadamente una vez por semana se retiran los cátodos del baño galvánico, se liberan del cobre y se vuelven a emplear. Los ánodos de cobre se han disuelto después de aproximadamente 3 semanas hasta tal punto que se realiza un intercambio de los ánodos de cobre. El soporte transversal de los cátodos está hecho típicamente de una varilla de soporte recubierta de cobre, para garantizar una menor resistencia de transición entre los soportes transversales y los carriles de corriente usados para el suministro eléctrico.
Como consecuencia del mecanizado mecánico semanal, así como debido al resto de condiciones de proceso que actúan sobre los cátodos, éstos están sometidos a un desgaste. Este desgaste lleva a que para una separación del cobre de las chapas de acero fino se produzca una deformación de los cátodos. La deformación de los cátodos tiene como consecuencia un grado de rendimiento empeorado en la electrolisis, y con ello una tasa de separación menor del cobre en los cátodos.
A partir de un determinado grado de deformación, debido a ello, los cátodos ya no se pueden usar para la realización de la electrolisis. En la realización industrial de la electrolisis galvánica para la separación del cobre se usan a su vez muchos miles de cátodos. La vida útil de los cátodos representa, debido a ello, un factor de coste importante en la producción de cobre.
Puesto que los soportes transversales de los cátodos no muestran prácticamente ningún efecto de desgaste, ya se ha intentado separar chapas de acero fino consumidas y soldar nuevas chapas de acero fino en los soportes transversales. Sin embargo, en este caso se ha mostrado que con los procedimientos probados se generan tensiones considerables en la chapa de acero fino, que llevan a que los cátodos reparados de esta manera se deformen muy rápidamente en el baño de electrólisis caliente. Los procedimientos de reparación conocidos, debido a ello, no se han acreditado, lo que tiene como consecuencia que al alcanzar un grado de deformación que ya no se puede tolerar de las chapas de los cátodos se reemplaza todo el cátodo con soportes transversales por un nuevo cátodo, y el viejo cátodo se desguaza.
El documento US-5 454 925 da a conocer un procedimiento para la reparación de electrodos en forma de malla, que están a una cierta distancia del suelo del electrodo.
El objetivo de la presente invención, así pues, es proporcionar un procedimiento del tipo mencionado al comienzo de tal manera que los cátodos de la electrolisis reparados se provean de una vida útil suficientemente elevada.
Este objetivo se consigue conforme a la invención gracias al hecho de que al menos una parte de la chapa de del cátodo se separe por medio de una carga térmica fundamentalmente uniforme en la región de un primer canto de corte del soporte transversal, que una chapa de reemplazo se recorte al menos en la región de su extensión opuesta al soporte transversal por medio de una carga térmica fundamentalmente uniforme para la preparación de un segundo canto de corte, y que la chapa de reemplazo se suelde por medio de una carga térmica fundamentalmente uniforme en la región del segundo canto de corte con el primer canto de corte.
Por medio de la separación de la chapa del cátodo consumida por medio de una carga térmica fundamentalmente uniforme de la pieza restante del cátodo, se ejerce sobre la parte restante únicamente una carga térmica muy reducida. Además, el primer canto de corte preparado se puede someter sin un mecanizado adicional a un proceso de soldado que suceda a continuación. Las eventuales cargas térmicas y mecánicas adicionales en una etapa de mecanizado adicional se evitan en este caso.
**(Ver fórmula)**
Las mismas ventajas se consiguen también por medio del recorte con la ayuda de una carga térmica fundamentalmente uniforme en la región de la chapa de reemplazo. Finalmente, la realización del proceso de soldado a través de una carga térmica fundamentalmente uniforme lleva igualmente a una carga térmica muy reducida, la carga térmica restante se realiza con una uniformidad muy elevada. Los experimentos prácticos muestran que este tipo de cátodos de electrolisis reparados presentan prácticamente la misma estabilidad de forma que los nuevos cátodos. Frente a un reemplazo completo de los cátodos, gracias a ello se puede conseguir una ventaja en costes considerable.
Una uniformidad muy elevada en la realización del proceso de separación se puede conseguir gracias al hecho de que la chapa de cátodos consumida se separe del soporte transversal con un láser en la región del primer canto de corte.
Por lo que se refiere a la confección de la chapa de reemplazo, se muestra como ventajoso el hecho de que la chapa de reemplazo se recorte al menos en la región de su extensión opuesta al soporte transversal con un láser para proporcionar el segundo canto de corte.
Deformaciones térmicas mínimas también se pueden conseguir gracias al hecho de que el segundo canto de corte se suelde con el primer canto de corte por medio de un láser.
Para la generación de un cordón de soldadura muy uniforme, resulta ventajoso el hecho de que los componentes que se han de unir se sujeten en voladizo antes de la realización del proceso de soldadura.
Del mismo modo se puede apoyar un cordón de soldadura uniforme y una disipación uniforme del calor gracias al hecho de que los componentes que se han de unir entre ellos se orienten antes de una realización del proceso de soldadura paralelamente de modo relativo entre ellos.
Para garantizar una resistencia eléctrica adicional pequeña en la región del cordón de soldadura se propone que durante la realización del proceso de soldadura el primer canto de corte esté arriostrado en relación al segundo canto de corte.
Del mismo modo se podrían evitar reducciones de la sección transversal en la región del cordón de soldadura, y las elevaciones de la resistencia eléctrica resultantes de esto gracias al hecho de que en la región del cordón de soldadura se estableciera un recubrimiento entre el cordón de soldadura y la raíz.
Para garantizar una larga vida útil de los cátodos de electrolisis contribuye así mismo que las entalladuras en la chapa del cátodo se fabriquen para la fijación de carriles de aislamiento con la ayuda de un láser.
En el dibujo están representados ejemplos de realización de la invención de modo esquemático. Se muestra:
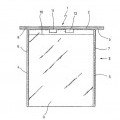
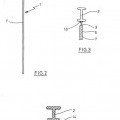
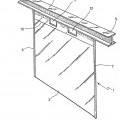
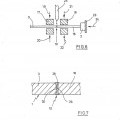
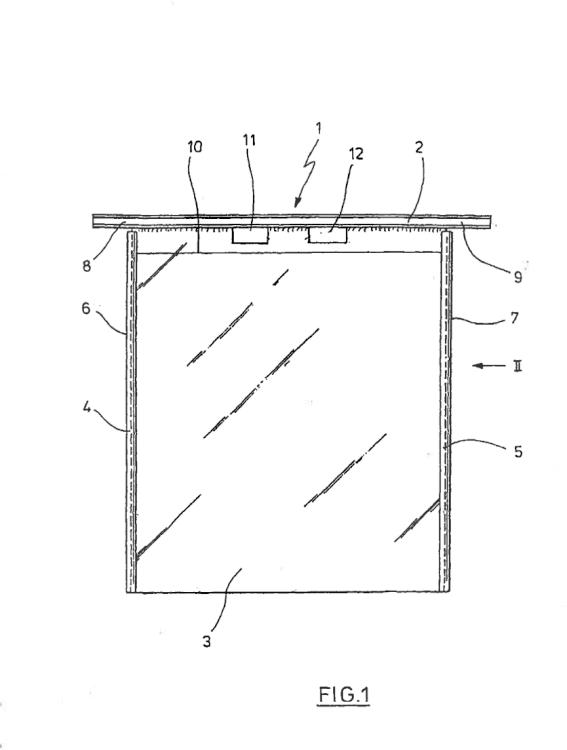
Fig. 1 una vista lateral de un cátodo de electrolisis, Fig. 2 una vista lateral según la dirección visual II en la Fig. 1 Fig. 3 una representación aumentada de la particularidad III en la Fig. 2, Fig. 4 una representación aumentada de una región terminal de un soporte transversal del cátodo de electrolisis, Fig. 5 una representación en perspectiva del cátodo de electrolisis según la Fig. 1, Fig. 6 una sección transversal a través de un cátodo de electrolisis, que está tensado en la región de un dispositivo de soldadura, y que está provisto con una nueva chapa del cátodo, y Fig. 7 una representación de sección transversal aumentada en la región del cordón de soldadura.
La Fig. 1 muestra un cátodo de electrolisis (1), que está provisto de un soporte transversal (2) y de una chapa de cátodo (3). La chapa de cátodo (3) está hecha de acero fino y está soldada con el soporte transversal (2). El soporte transversal (2) se conforma preferentemente como una varilla de soporte recubierta de cobre.
La chapa del cátodo (3) está provista en la región de... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la reparación de cátodos de electrolisis que se conectan conjuntamente con ánodos en un baño galvánico para la realización de una electrolisis galvánica a una fuente de corriente, y que están hechos a partir de un soporte transversal dispuesto por encima del baño galvánico para la conexión eléctrica con al menos un carril de suministro, y una chapa de cátodo que penetra en el baño galvánico de metal, caracterizado porque al menos una parte de la chapa del cátodo (3) se separa por medio de una carga térmica fundamentalmente uniforme en la región de un primer canto de corte del soporte transversal (2), porque una chapa de reemplazo se recorta al menos en la región de su extensión opuesta al soporte transversal (2) por medio de una carga térmica fundamentalmente uniforme para la preparación de un segundo canto de corte, y porque la chapa de reemplazo se suelda con el primer canto de corte por medio de una carga térmica fundamentalmente uniforme en la región del segundo canto de corte.
2. Procedimiento según la reivindicación 1, caracterizado porque la chapa del cátodo (3) consumida se separa con un láser en la región del primer canto de corte del soporte transversal (2).
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque la chapa de reemplazo se recorta al menos en la región de su extensión opuesta al soporte transversal con un láser para la preparación del segundo canto de corte.
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque el segundo canto de corte se suelda con el primer canto de corte por medio de un láser.
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque los componentes que se han de unir se sujetan en voladizo antes de una realización del proceso de soldadura.
6. Procedimiento según una de las reivindicaciones 1 a 5, caracterizado porque los componentes que se han de unir entre ellos antes de una realización del proceso de soldadura se orientan paralelamente de modo relativo entre ellos.
7. Procedimiento según una de las reivindicaciones 1 a 6, caracterizado porque durante la realización del proceso de soldadura el primer canto de corte está arriostrado en relación al segundo canto de corte.
8. Procedimiento según una de las reivindicaciones 1 a 7, caracterizado porque en la región del cordón de soldadura se establece un recubrimiento entre el cordón de soldadura y la raíz.
9. Procedimiento según una de las reivindicaciones 1 a 8, caracterizado porque se establecen entalladuras en la chapa del cátodo (3) para la fijación de carriles de aislamiento (6, 7) con la ayuda de un láser.
10. Procedimiento según una de las reivindicaciones 1 a 9, caracterizado porque como chapa de cátodo
(3) se usan placas hechas de acero fino.
11. Procedimiento según una de las reivindicaciones 1 a 10, caracterizado porque como ánodos se usan placas de cobre.
12. Procedimiento según una de las reivindicaciones 1 a 11, caracterizado porque como fuente de corriente se usa una fuente de corriente continua.
**(Ver fórmula)**
Patentes similares o relacionadas:
PROCEDIMIENTO Y SISTEMA PARA EL MANTENIMIENTO DE CÁTODOS PERMANENTES, del 22 de Abril de 2020, de RECTIFICADOS LEMAR, S.L: Procedimiento y sistema para el mantenimiento de cátodos permanentes. La presente invención se refiere, aunque sin limitación, a un procedimiento y a un sistema asociado […]
ÁNODO NANOESTRUCTURADO, MÉTODO PARA SU ELABORACIÓN Y USO, del 12 de Diciembre de 2019, de UNIVERSIDAD TÉCNICA FEDERICO SANTA MARÍA: La presente invención se refiere al campo de la nanotecnología, más particularmente a un ánodo para el proceso de electroobtencion de cobre […]
 Electrodo, del 28 de Agosto de 2019, de Nouryon Chemicals International B.V: Un electrodo que comprende:
- un sustrato de electrodo de titanio ,
- una capa de TiOx con un grosor total en el intervalo de entre 40 - 200 μm […]
Electrodo, del 28 de Agosto de 2019, de Nouryon Chemicals International B.V: Un electrodo que comprende:
- un sustrato de electrodo de titanio ,
- una capa de TiOx con un grosor total en el intervalo de entre 40 - 200 μm […]
Ánodo seguro para células electroquímicas, del 3 de Julio de 2019, de INDUSTRIE DE NORA S.P.A: Un ánodo para células electroquímicas, del tipo de ánodos verticales provistos con una estructura de suspensión que tiene: - una barra conductora […]
Electrodo de difusión de gas, del 26 de Junio de 2019, de INDUSTRIE DE NORA S.P.A: Un electrodo de difusión de gas que comprende una capa de difusión de gas estratificada sobre un miembro de refuerzo, consistiendo dicha capa de difusión de […]
Conjunto de cátodo electrolítico con cubierta protectora y junta de estanqueidad inyectada, del 13 de Junio de 2019, de Epcm Services Ltd: Un procedimiento de fabricación de un conjunto de cátodo electrolítico, que comprende: unir una placa de depósito a lo largo de un extremo superior a una barra de suspensión […]
MAQUINA VOLTEADORA DE CÁTODOS, del 31 de Mayo de 2019, de INPPAMET CATODOS LTDA: Una máquina volteadora para la inspección de cátodos producto de la electro obtención que ahorra tiempo en las operaciones de dicho proceso de inspección y permite una operación […]
Conjunto de cátodo electrolítico y procedimientos de fabricación y uso del mismo, del 13 de Mayo de 2019, de Epcm Services Ltd: Un conjunto de cátodo , que comprende: a) una barra de suspensión eléctricamente conductora ; b) una placa de deposición fijada […]